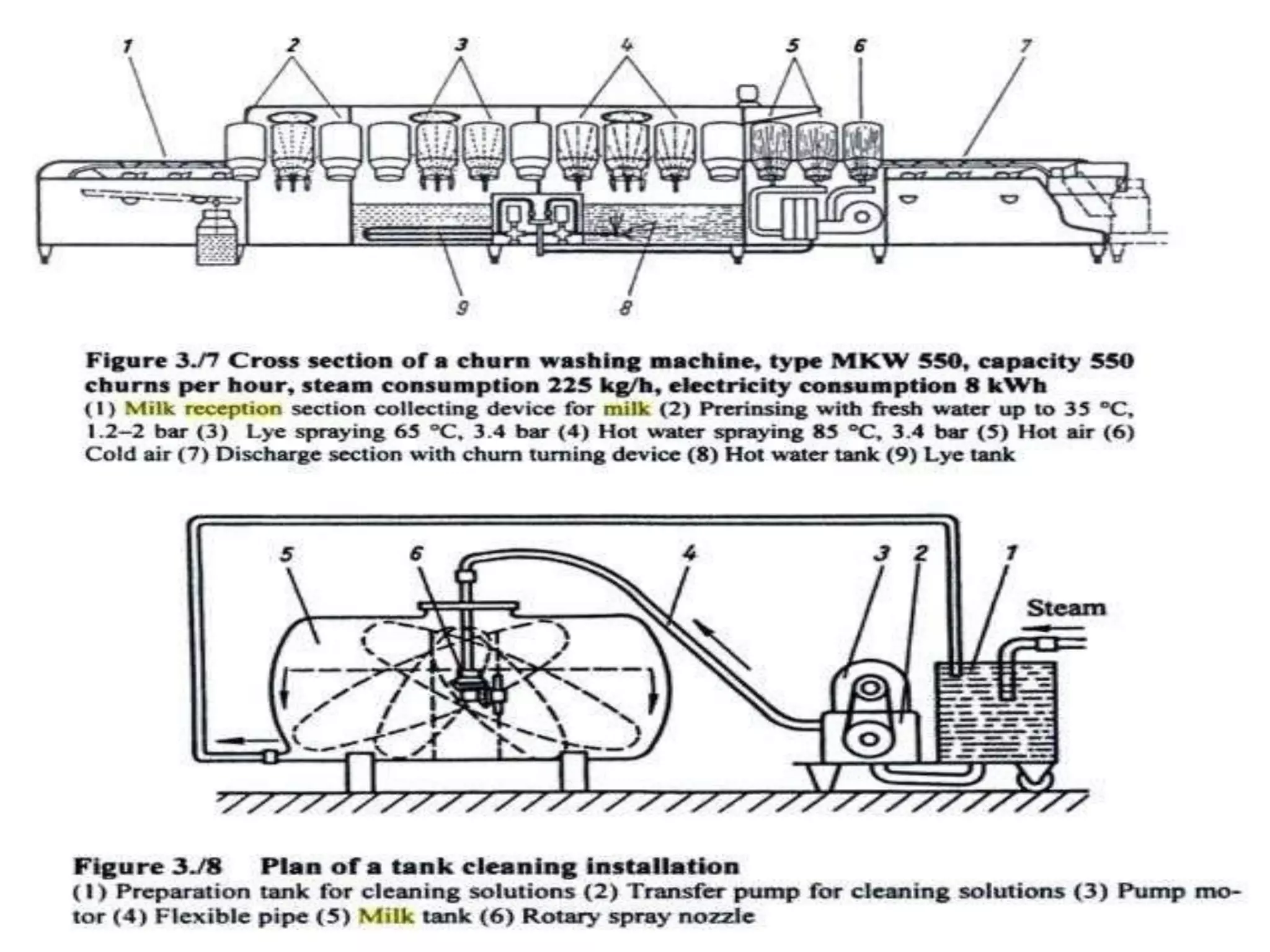
The document discusses the processes involved in raw milk reception at dairy plants, including the transfer, transportation, and quality testing of milk delivered from farms. It explains methods for cooling, unloading, sampling, and grading milk, highlighting the importance of maintaining hygiene and preventing contamination during these stages. Various tests, such as antibiotic presence, somatic cell counts, and sedimentation, are crucial for assessing milk quality and ensuring safe consumption.