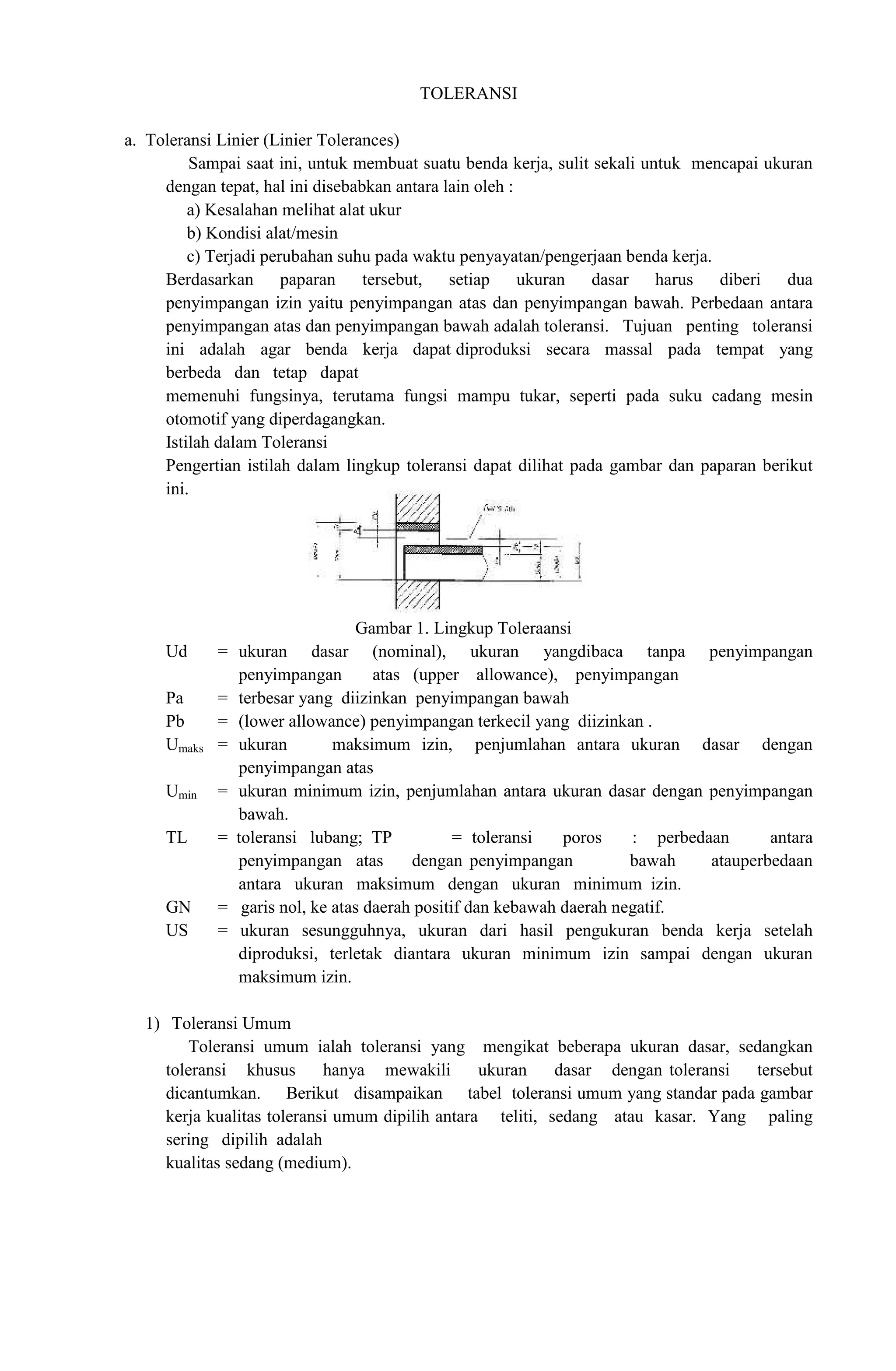
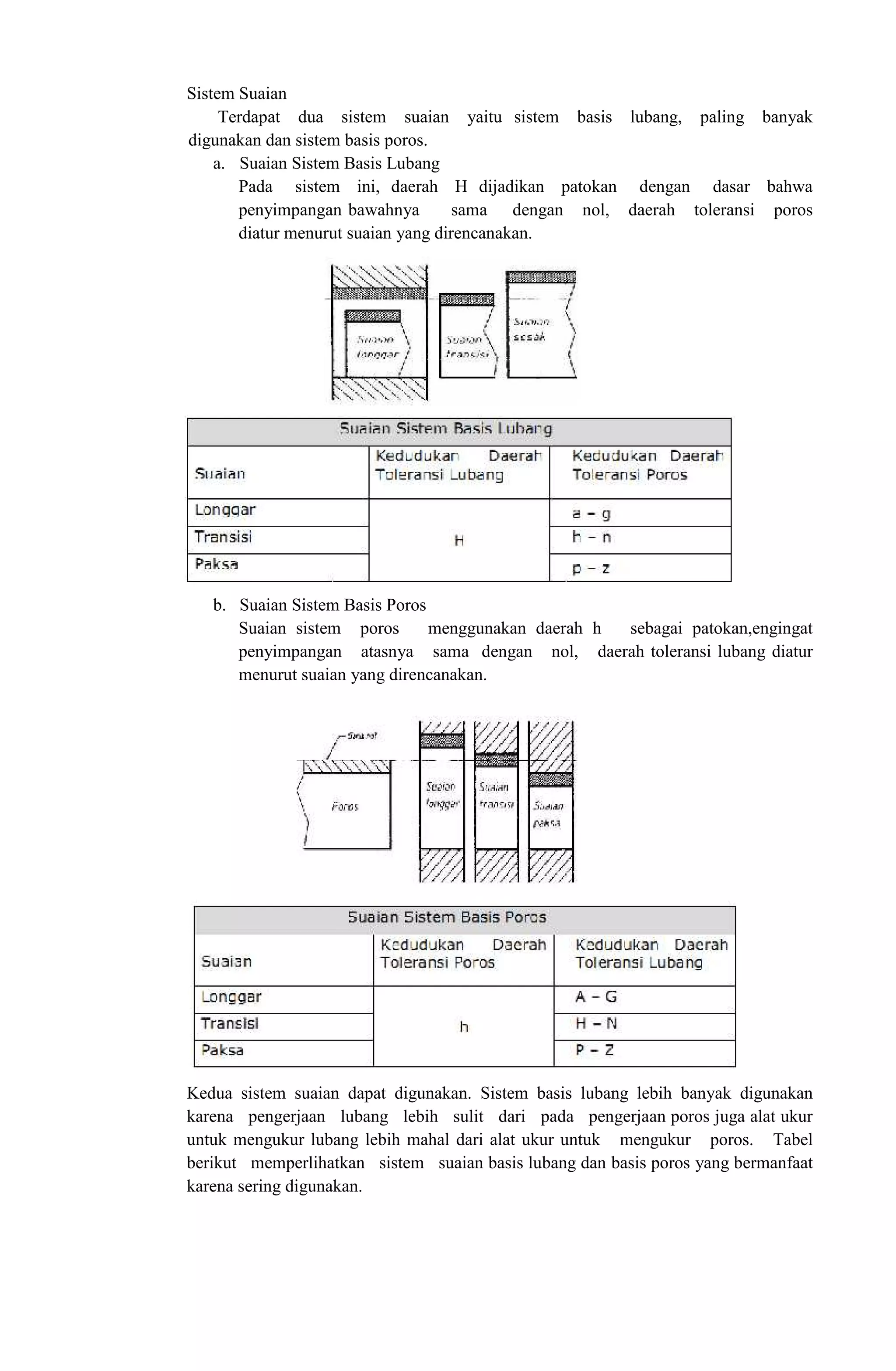
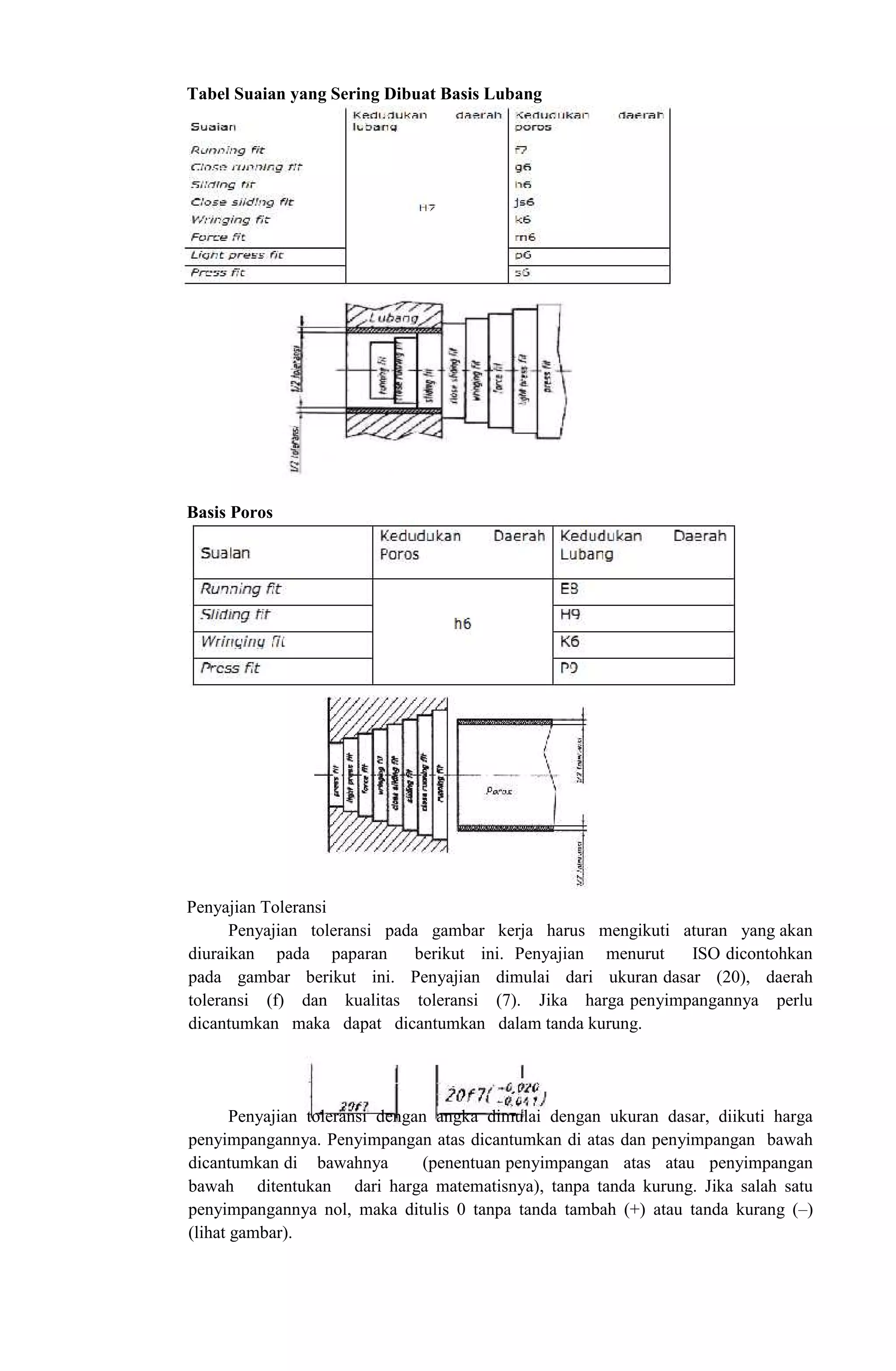
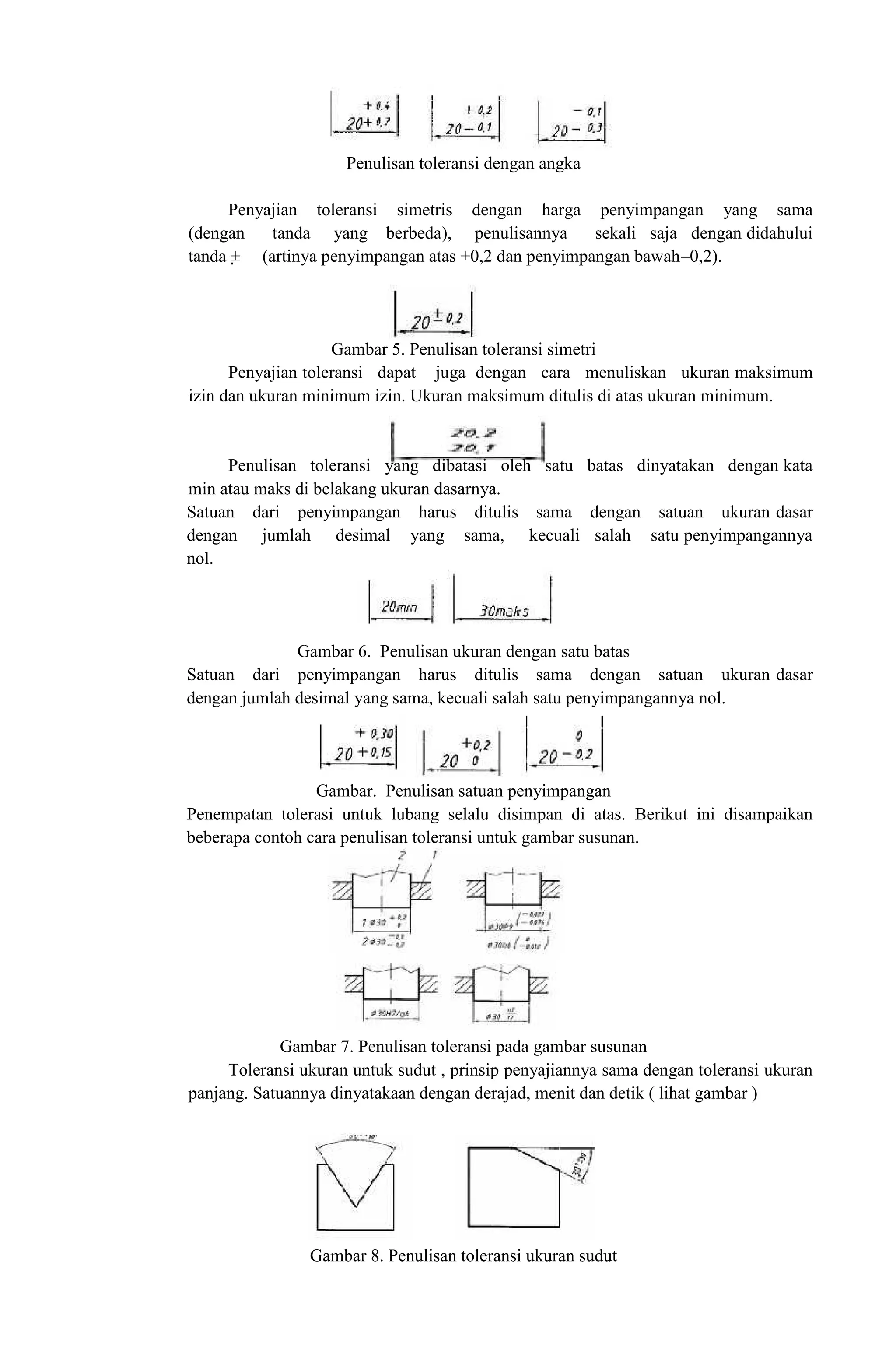
Dokumen tersebut membahas tentang toleransi dalam pembuatan benda kerja. Toleransi merupakan penyimpangan ukuran yang diizinkan dalam produksi massal agar benda kerja dapat diproduksi di tempat yang berbeda namun masih dapat memenuhi fungsinya. Dokumen ini menjelaskan istilah-istilah toleransi, jenis toleransi, penyajian toleransi pada gambar kerja, serta contoh-contoh penerapannya."