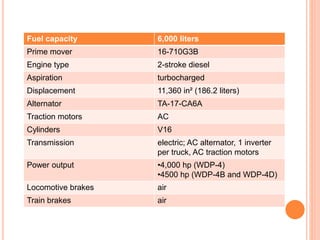
The document provides details about Rakesh Kumar's summer training at Diesel Locomotive Works (DLW) in Varanasi, India. It discusses DLW's production of diesel locomotives, including key classes like WDM and WDG. It describes the types of locomotives produced at DLW and gives specifications for WDM and WDG classes. It also outlines Rakesh Kumar's assignments in DLW's heavy welding, machine, and sub-assembly shops and provides an overview of heat treatment processes used.