Download to read offline


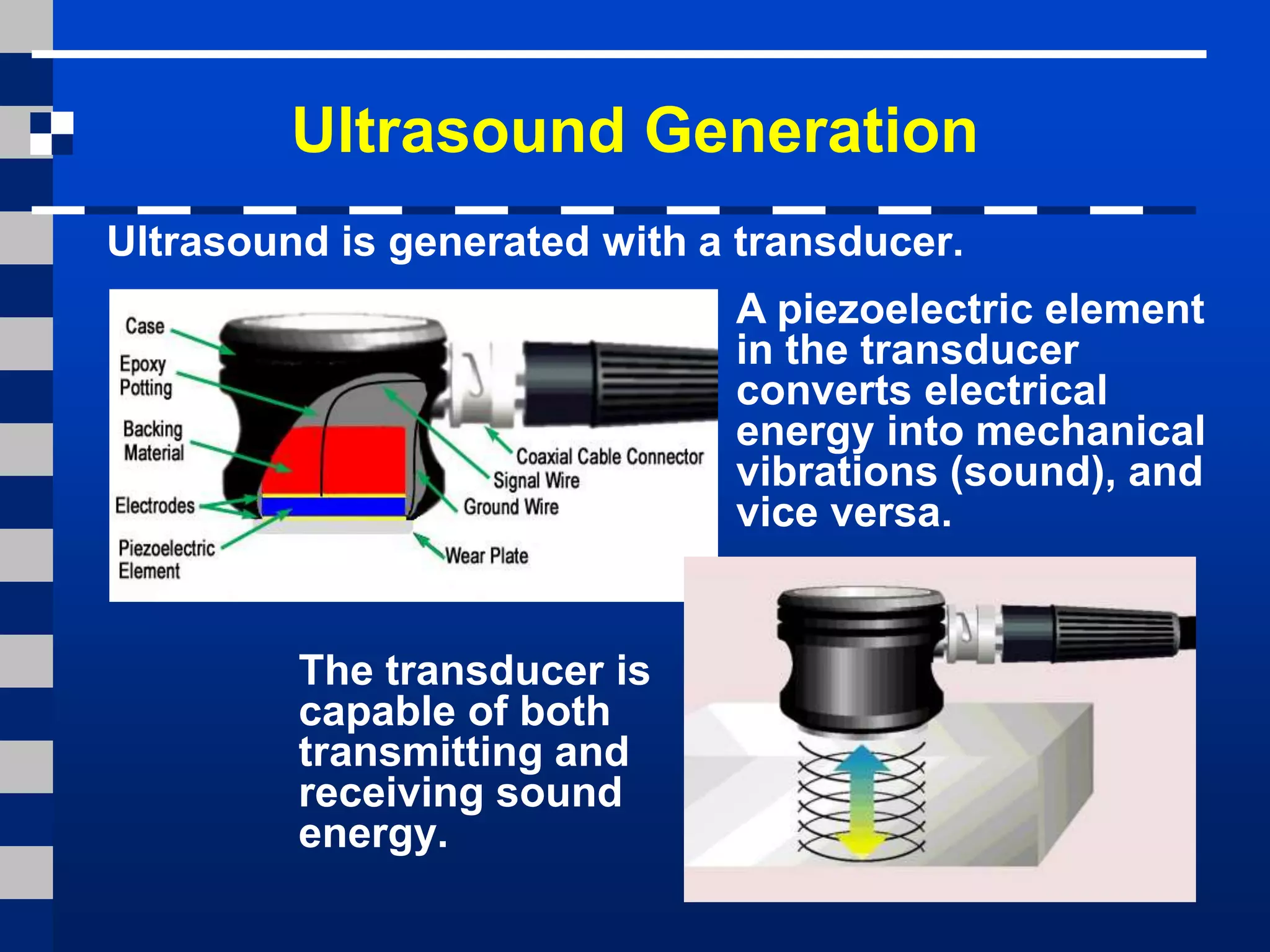




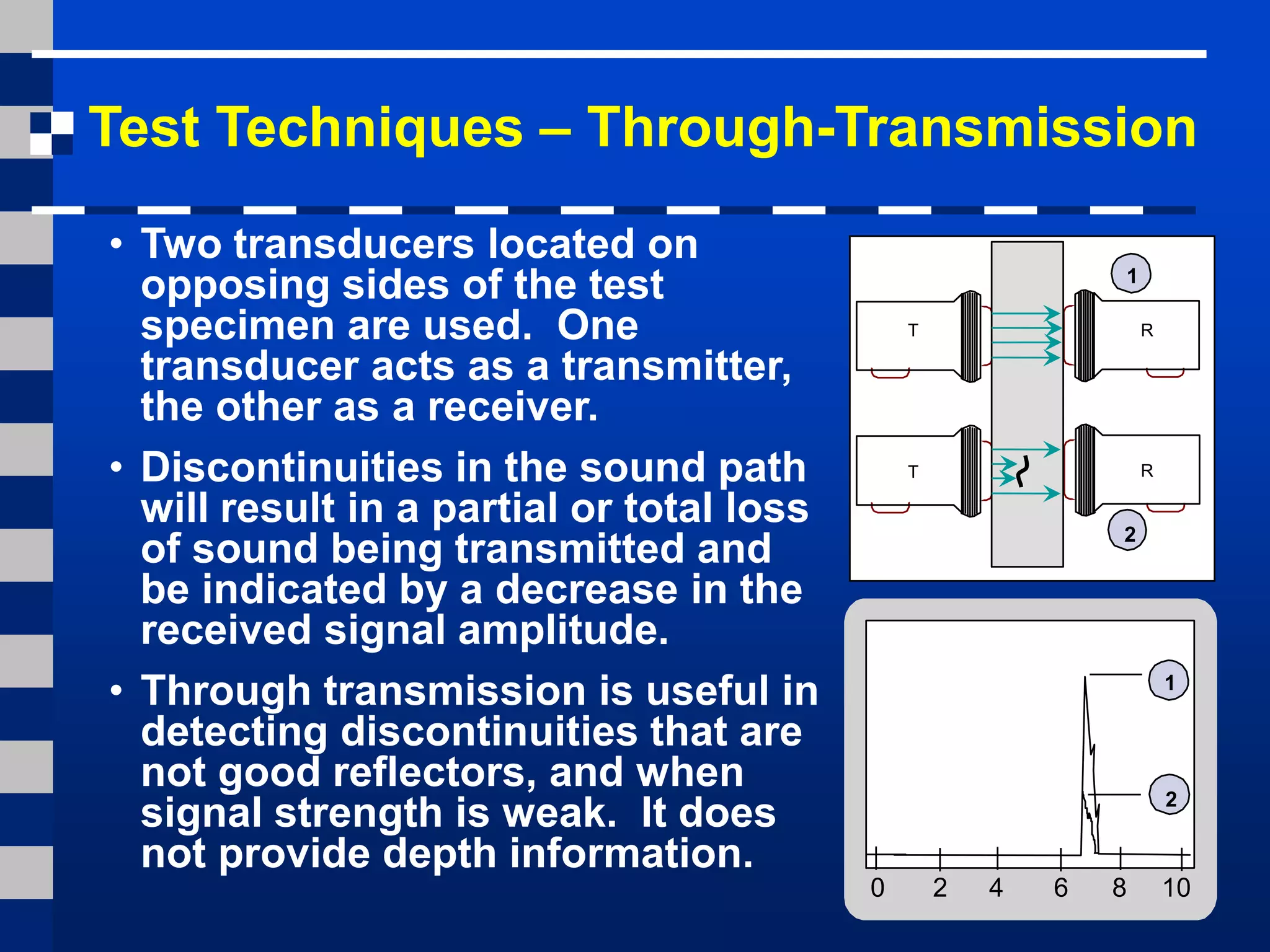
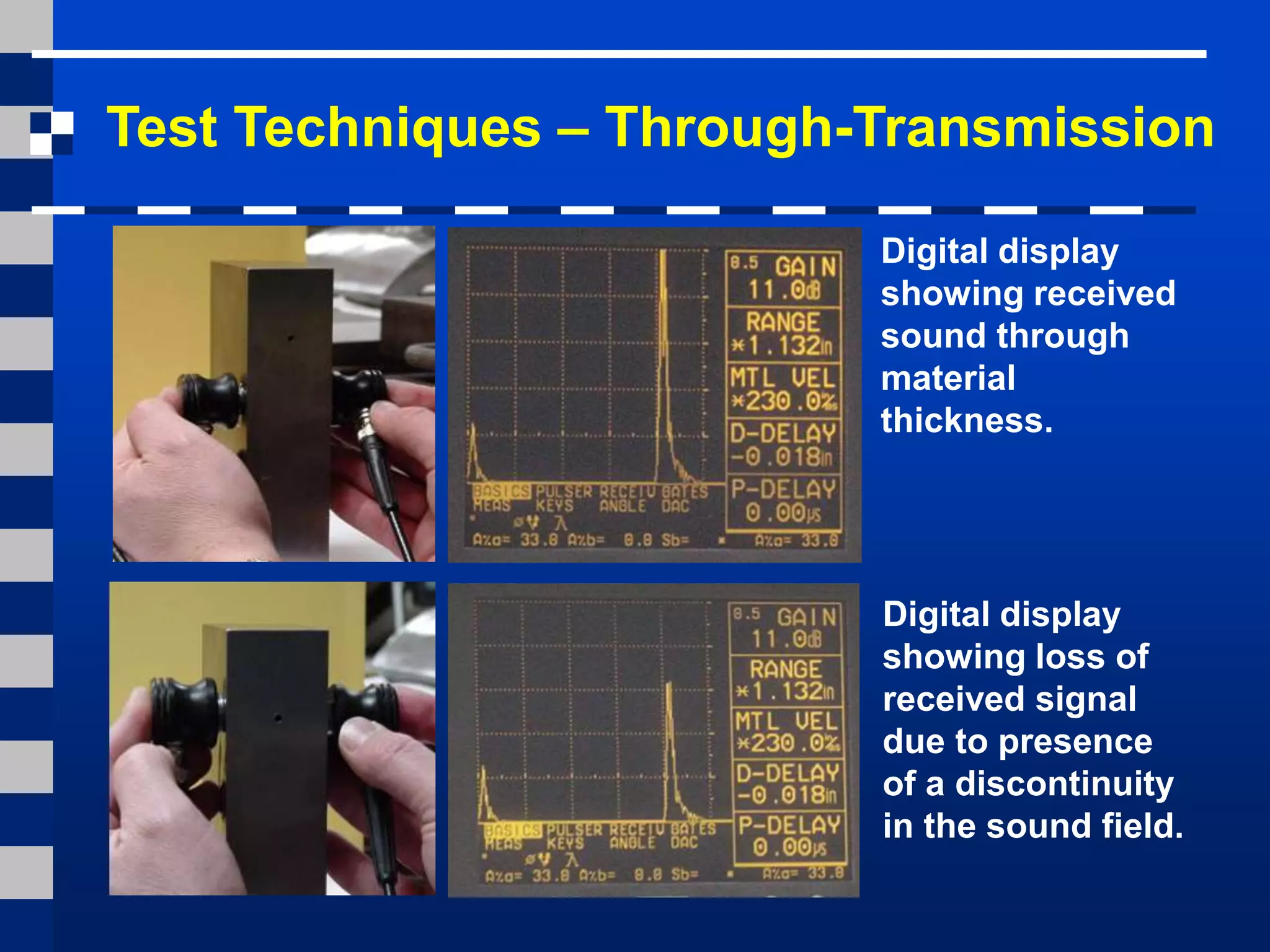




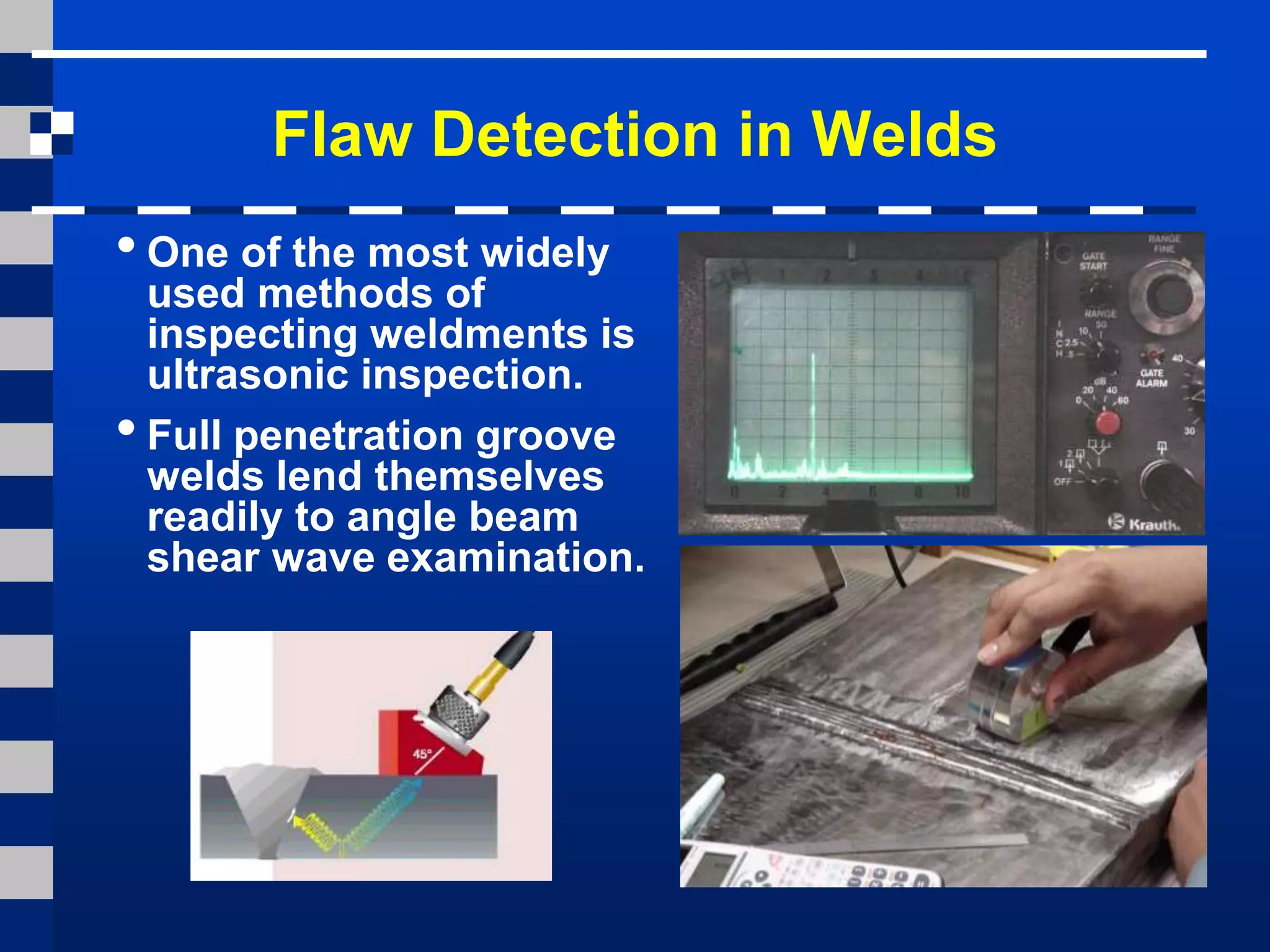


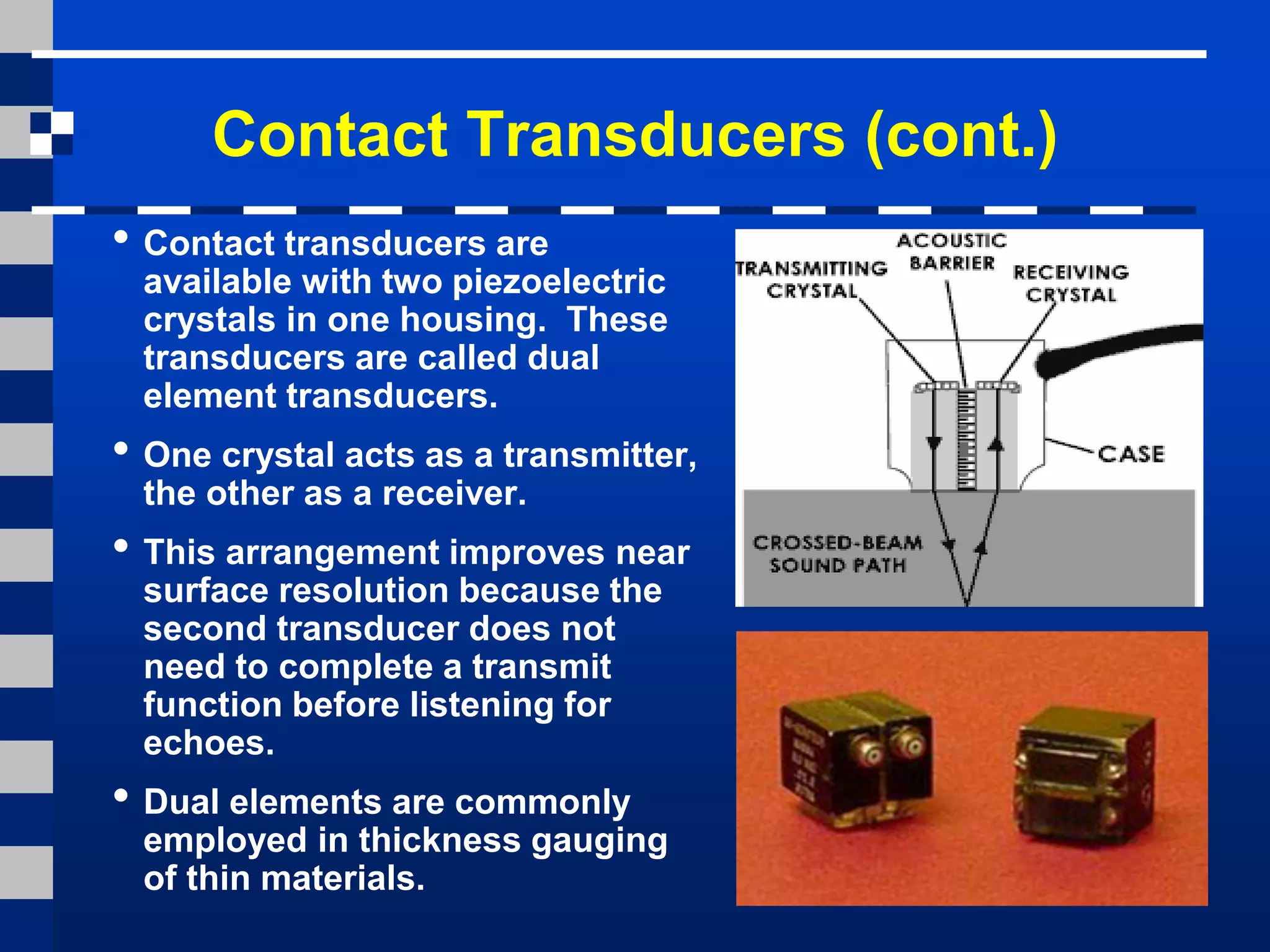
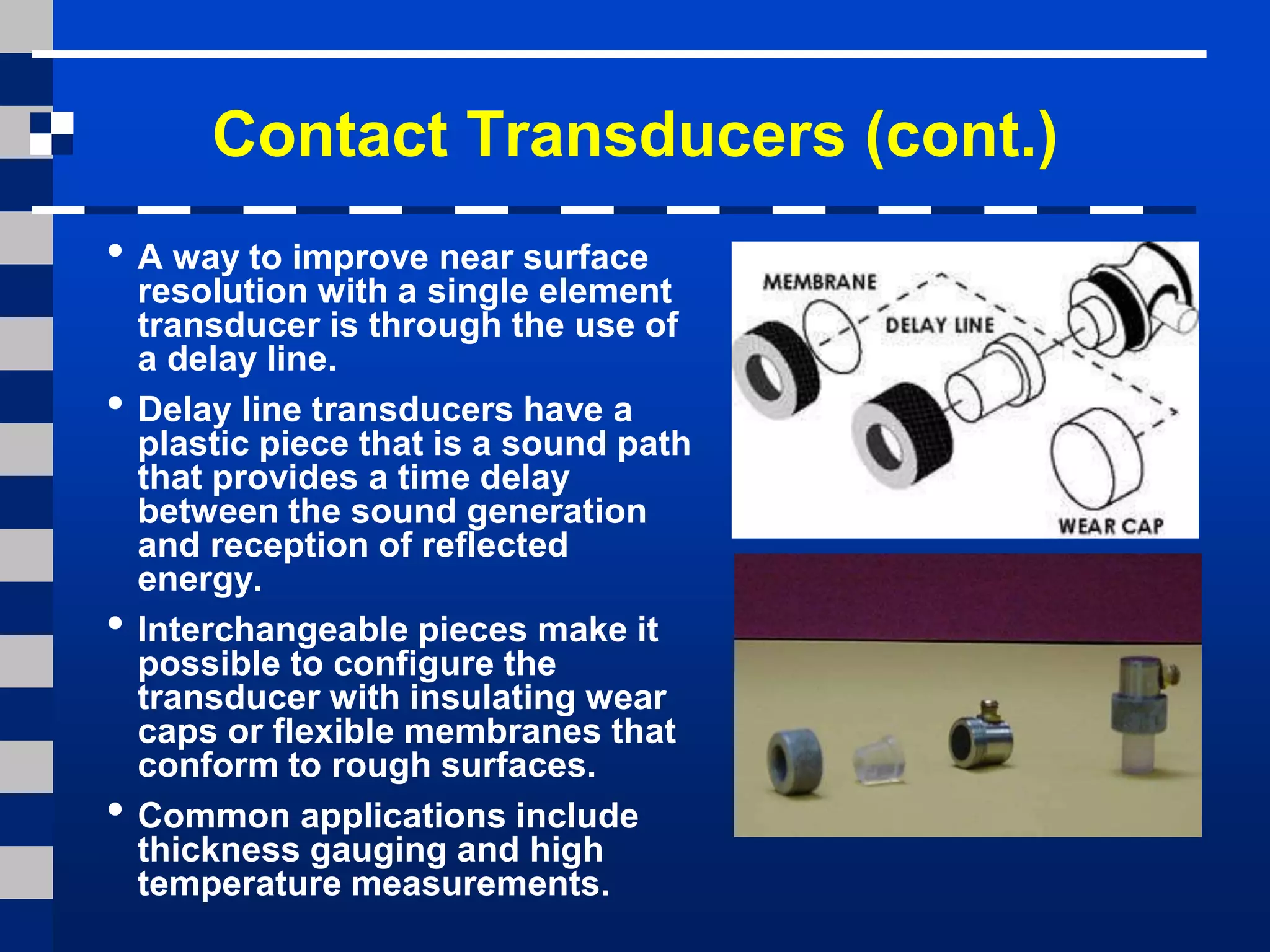

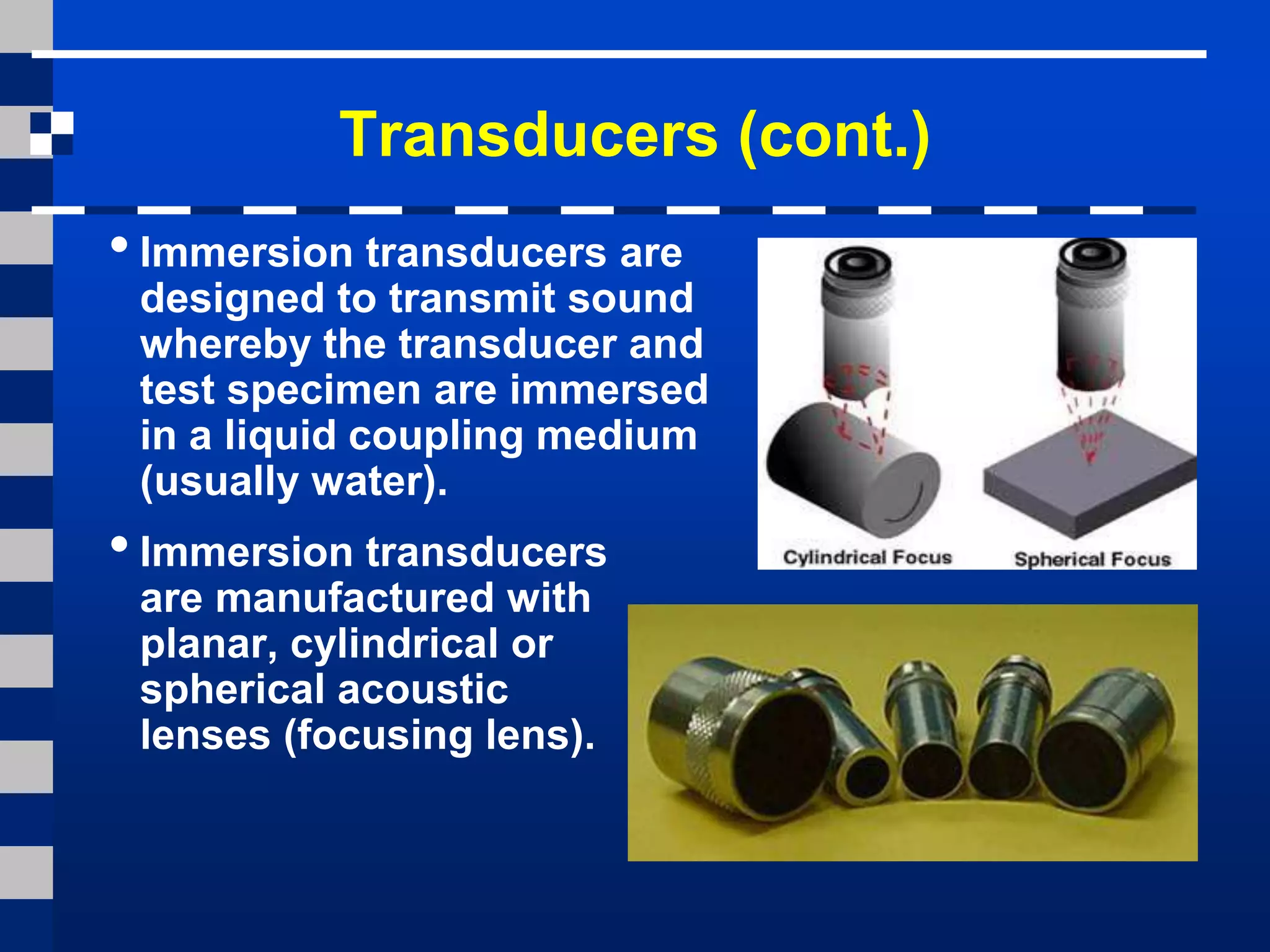


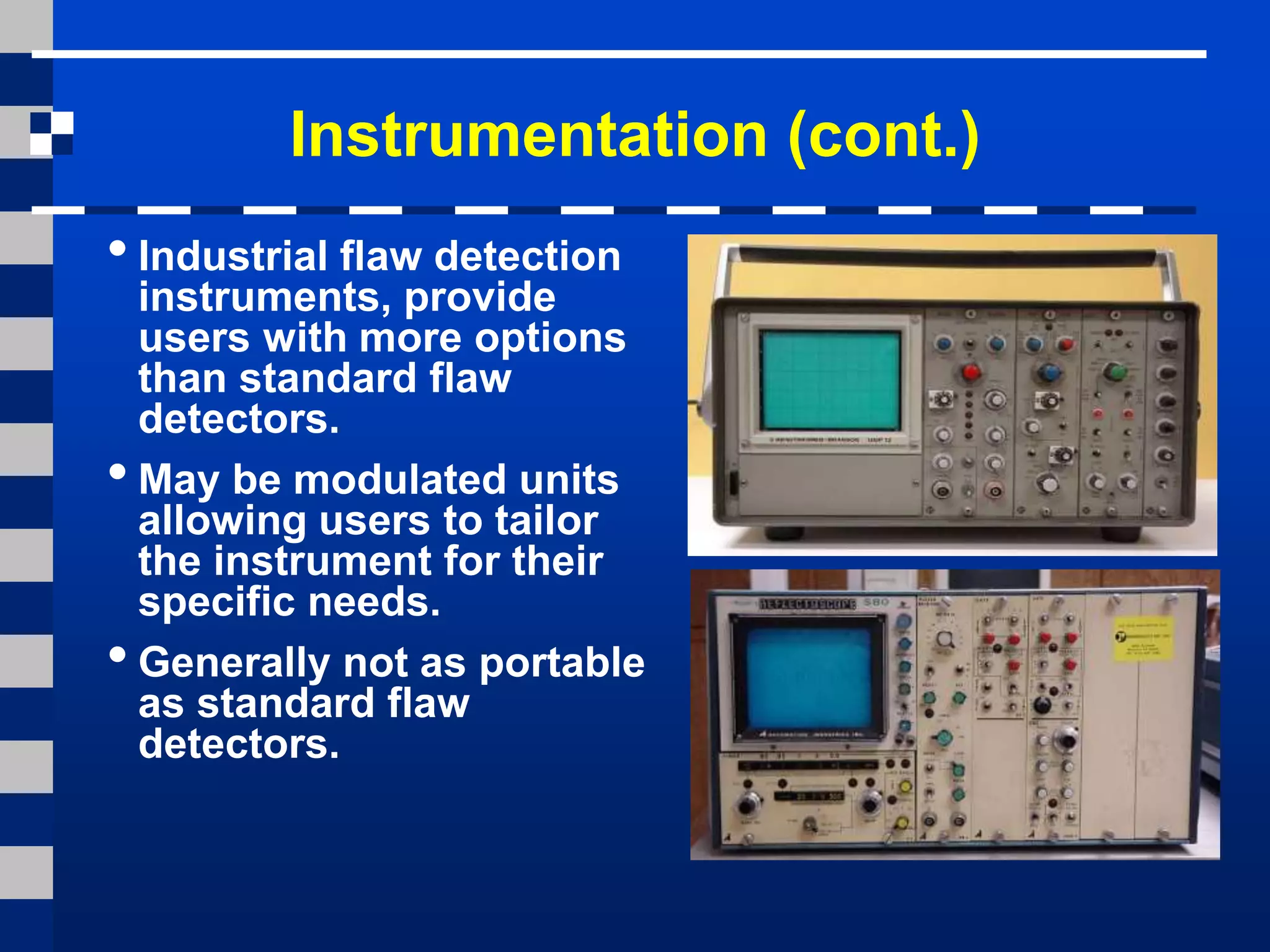



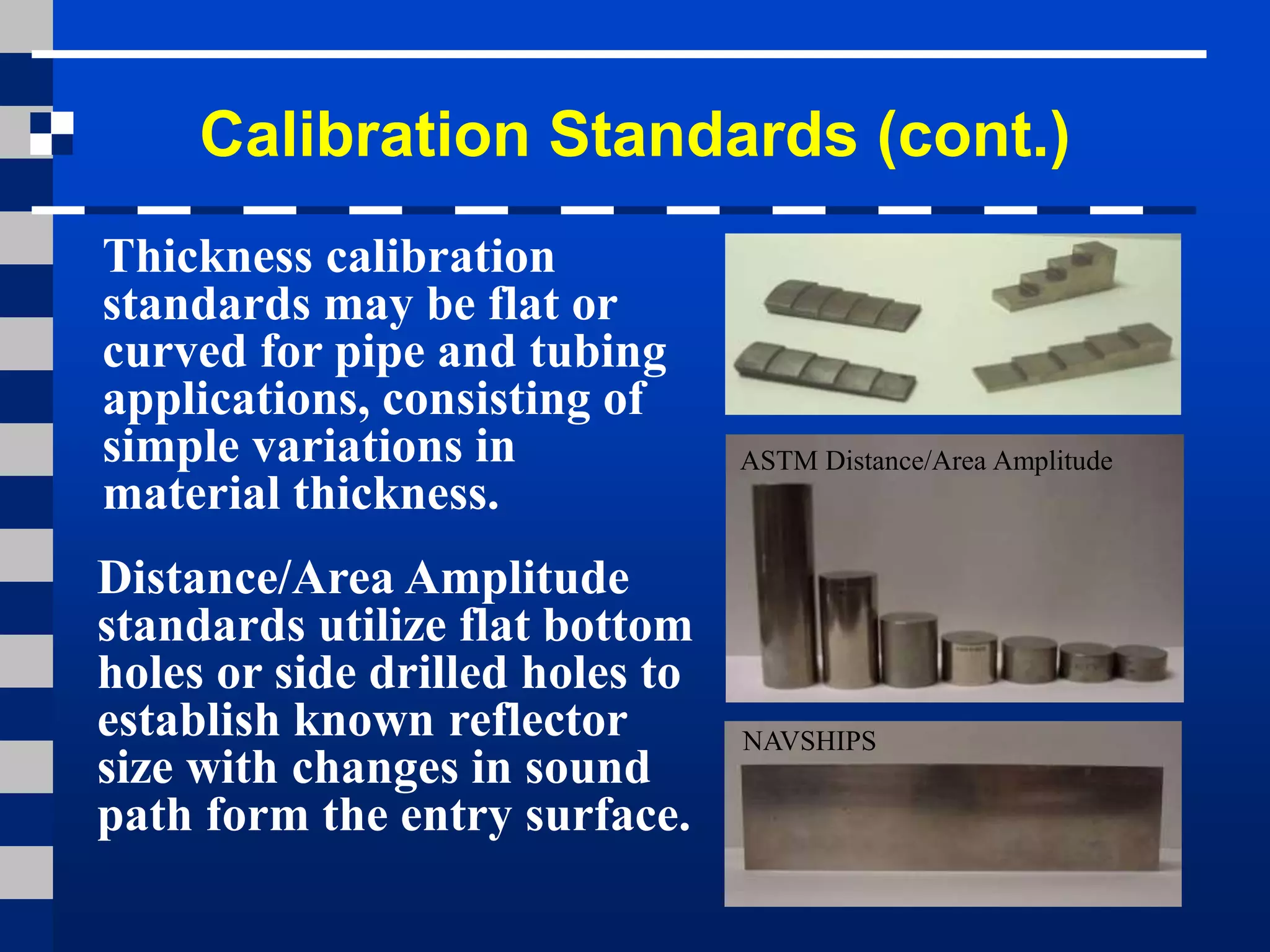


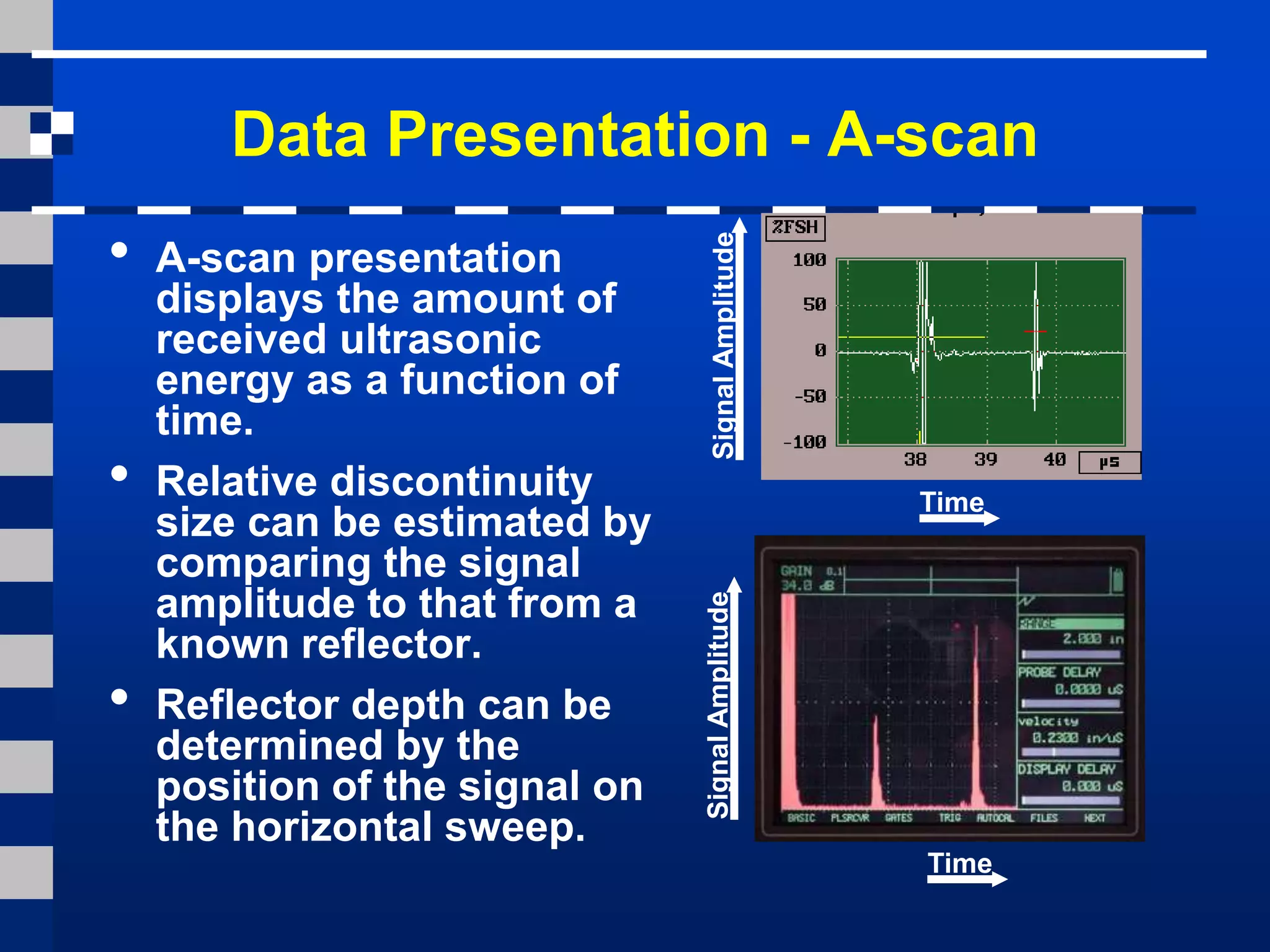








Ultrasonic testing uses high frequency sound waves to inspect materials for flaws and thickness measurements. It can be used on a variety of materials like castings, forgings and composites. There are different techniques like pulse-echo and through transmission. Equipment includes transducers to generate and receive sound, instrumentation to display signals, and calibration standards. Signals can be displayed as A-scans, B-scans or C-scans. Ultrasonic testing is sensitive to subsurface flaws but requires skilled technicians and may not work well on rough surfaces.





























































