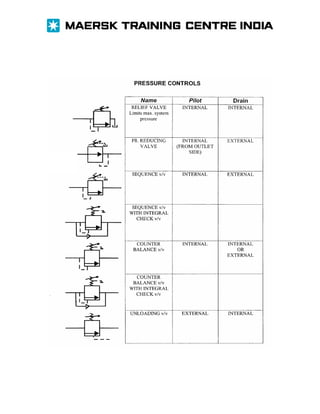
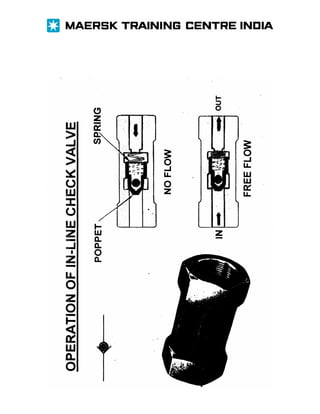
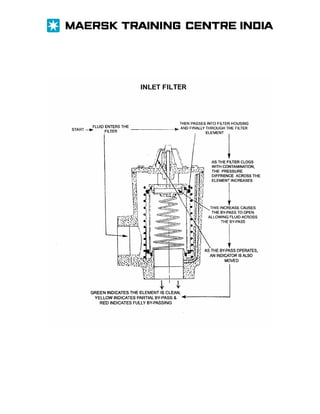
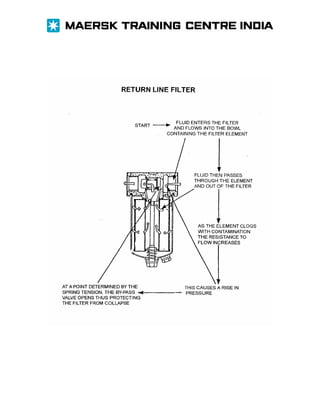
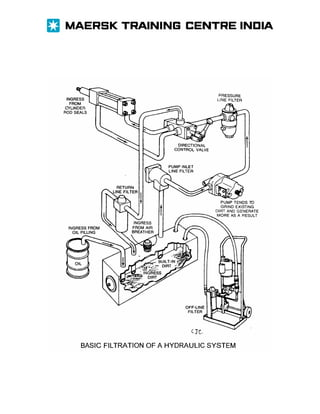
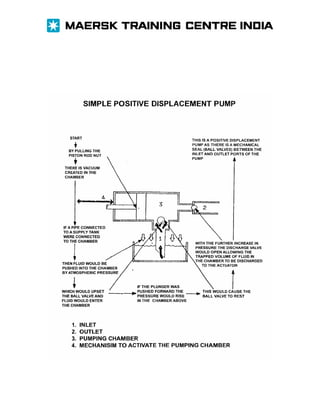
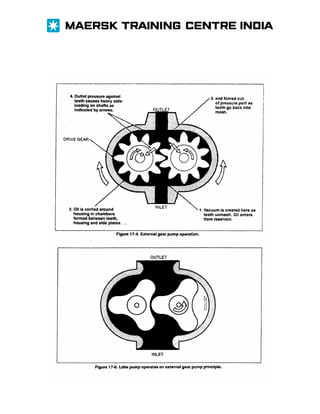
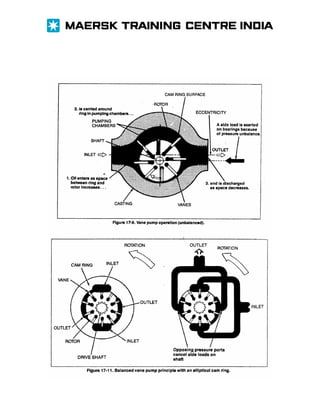
The document outlines objectives for understanding fundamental hydraulic principles, reading hydraulic diagrams, and operating hydraulic systems safely and reliably. It discusses advantages like automatic lubrication and precise motion control. It explains Pascal's law of fluid pressure transmission and fundamental principles like flow determining speed. It provides an overview of key hydraulic components like reservoirs, filters, pumps, valves, actuators and their functions. It also covers important concepts like cleanliness levels, contamination sources, and best practices for fluid handling and storage to prevent system contamination.