Download to read offline



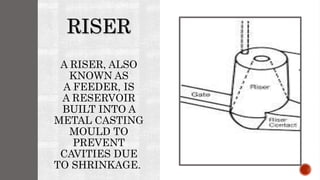




The document explains the components and functions of gating systems in casting, detailing their crucial role in ensuring high-quality castings by directing molten metal from the pouring basin to the mould cavity. It discusses different types of gates, the purpose of chills for solidification, and the importance of proper design to avoid defects like oxidation and shrinkage. Additionally, it introduces the concept of gating ratio, differentiating between pressurized and non-pressurized systems.






































![SY Lectures Gating designe, Raisers Problems[1].pdf](https://cdn.slidesharecdn.com/ss_thumbnails/sylecturesgatingdesigneraisersproblems1-240402183803-58d6d3a8-thumbnail.jpg?width=640&height=640&fit=bounds)




























