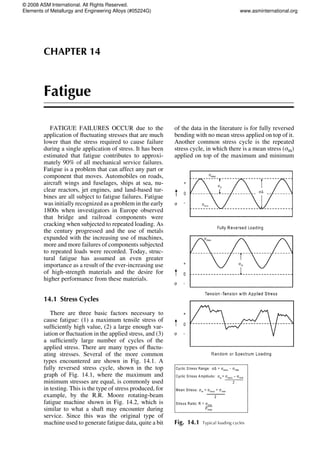
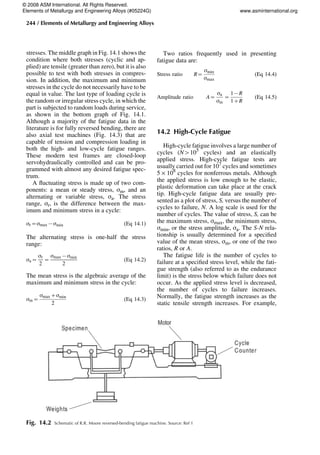
This document discusses fatigue, which refers to failures caused by fluctuating stresses that are lower than the stress required to cause failure from a single application of stress. Fatigue contributes to approximately 90% of mechanical failures. There are two main types of fatigue: high-cycle fatigue involving a large number of cycles (over 105 cycles) and low-cycle fatigue involving plastic deformation. Several factors influence fatigue life including stress range, mean stress, surface condition, and material properties. Fatigue data is commonly presented using S-N curves or strain-life curves to relate the applied stress or strain to the number of cycles until failure.