Download as PDF, PPTX

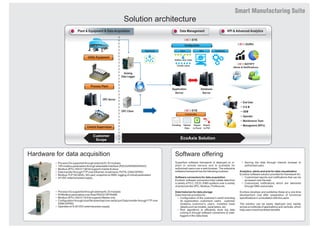
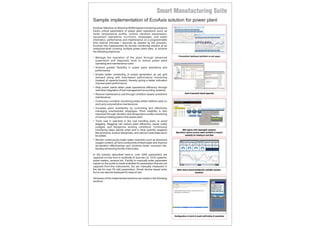


The document describes a smart manufacturing suite called SUPERAxis developed by A.T.E. Enterprises to provide real-time plant monitoring and analytics. The suite involves continuous monitoring of remote plant assets and critical process parameters. It provides real-time reporting of KPIs and alerts to keep plant users informed of critical conditions. The solution includes hardware for data acquisition and a software framework for data storage, visualization of trends, reports, alerts and notifications to empower plant personnel.










![[Oil & Gas White Paper] Best Practices Support Success in the Open Natural Ga...](https://cdn.slidesharecdn.com/ss_thumbnails/bestpracticessupportsuccess2012-130830025223-phpapp01-thumbnail.jpg?width=640&height=640&fit=bounds)


























































































