Downloaded 629 times
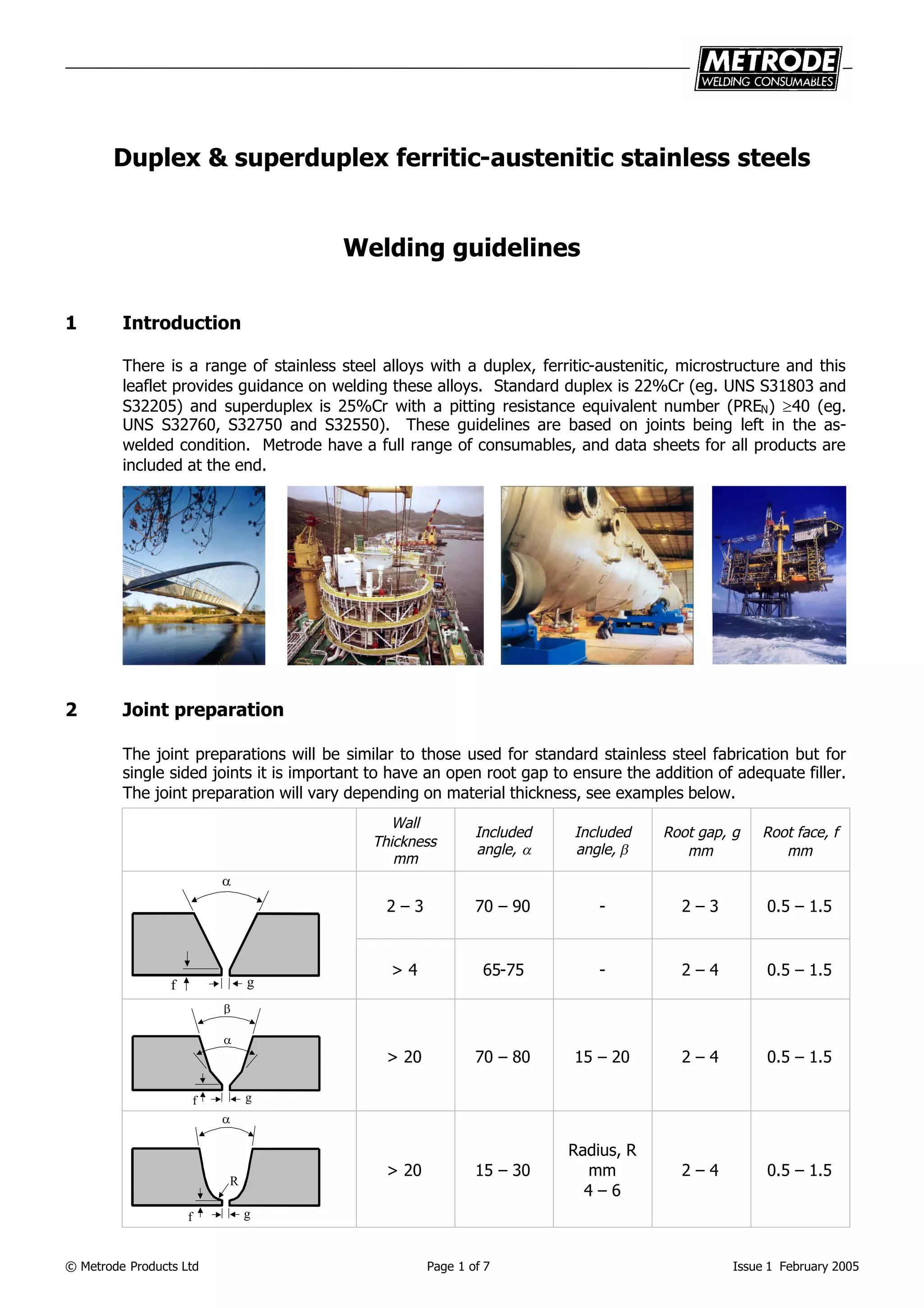
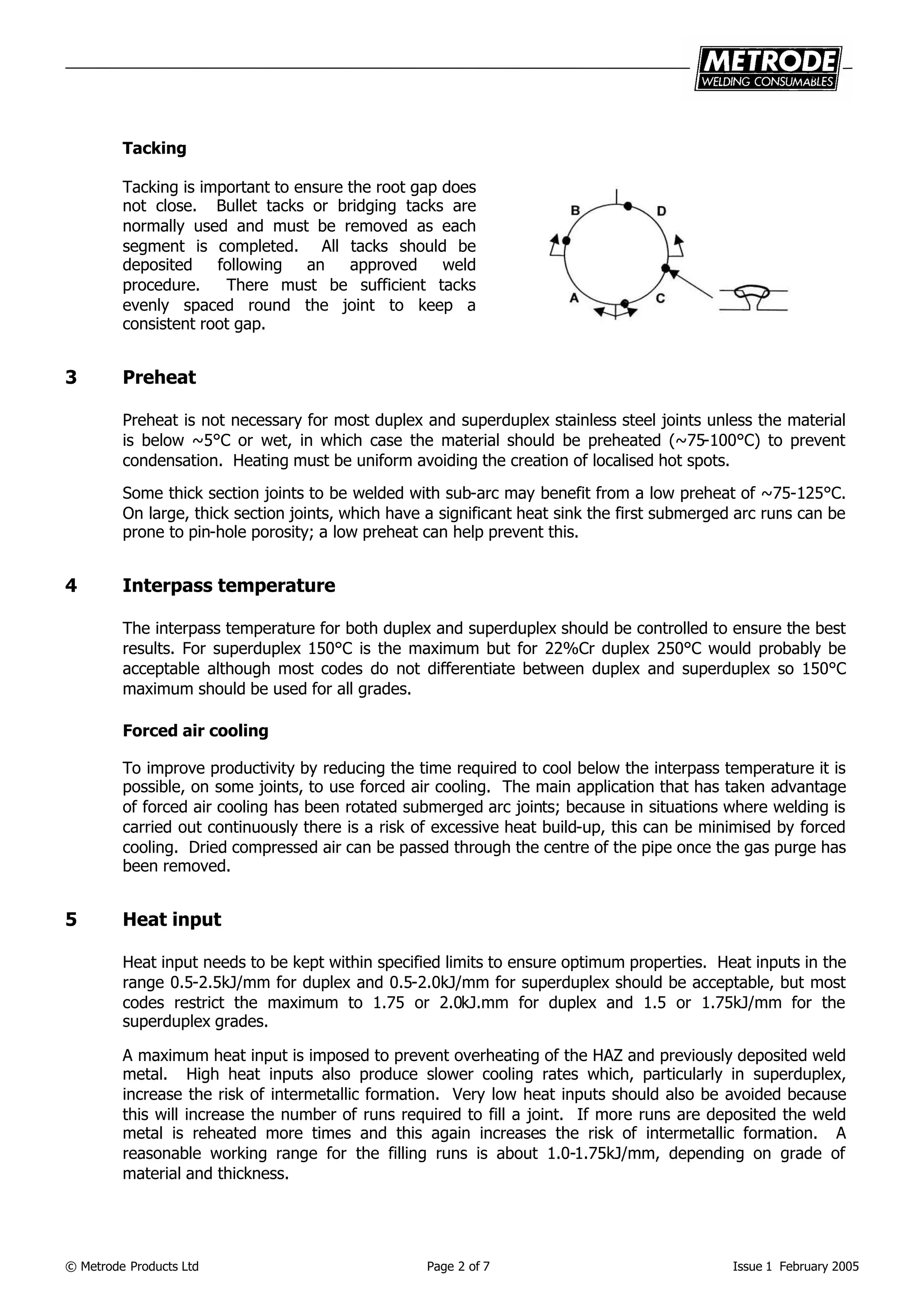
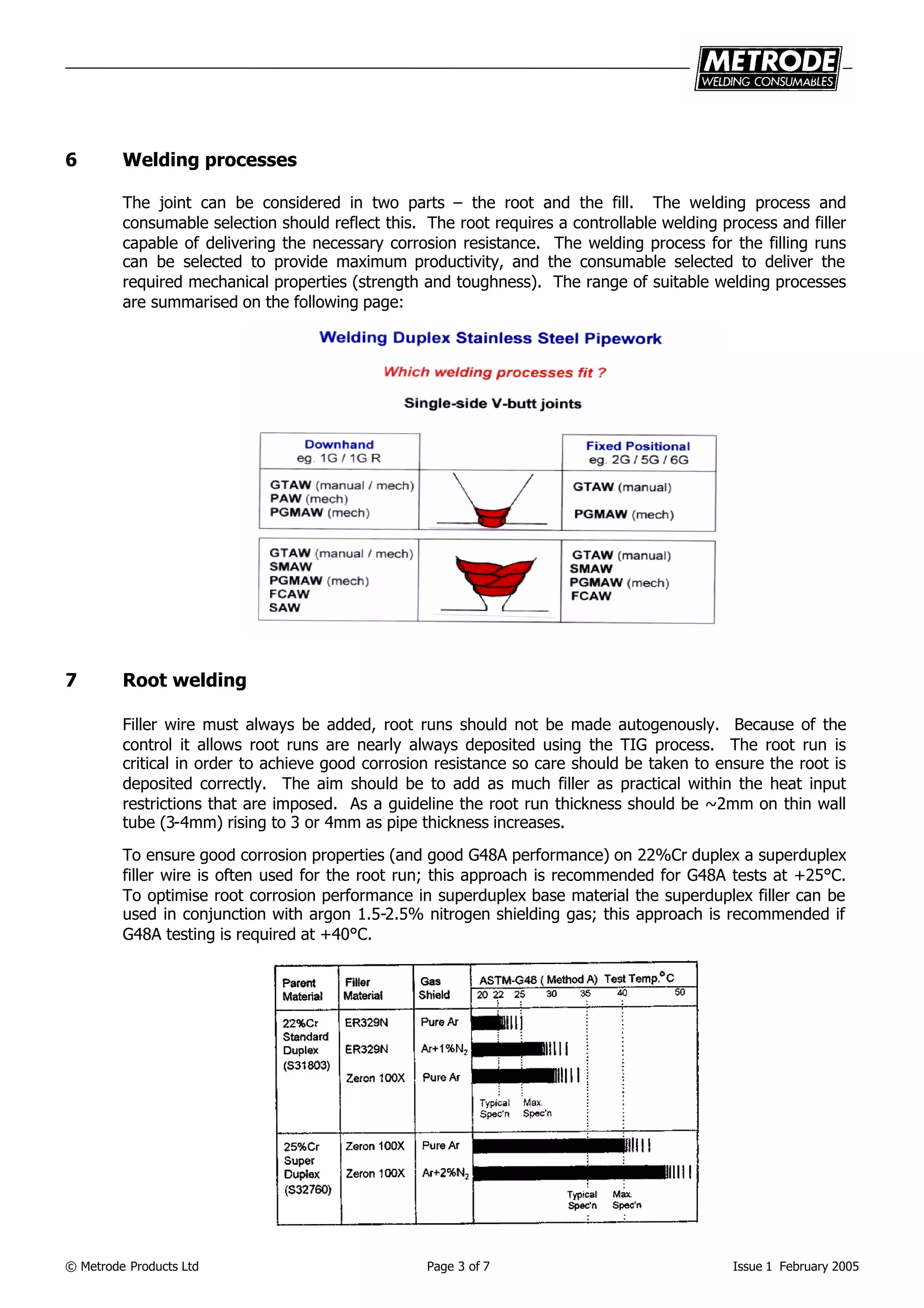
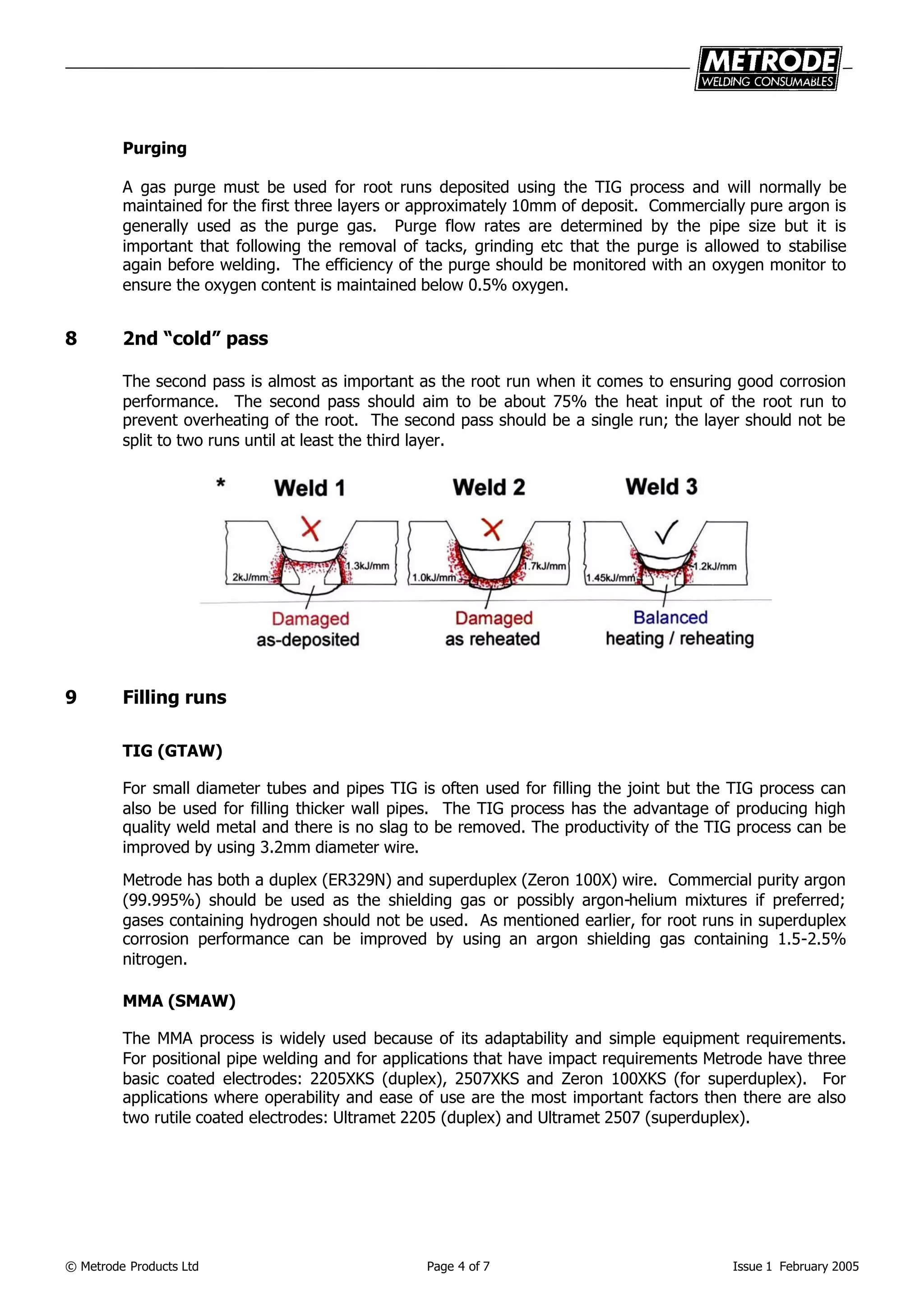
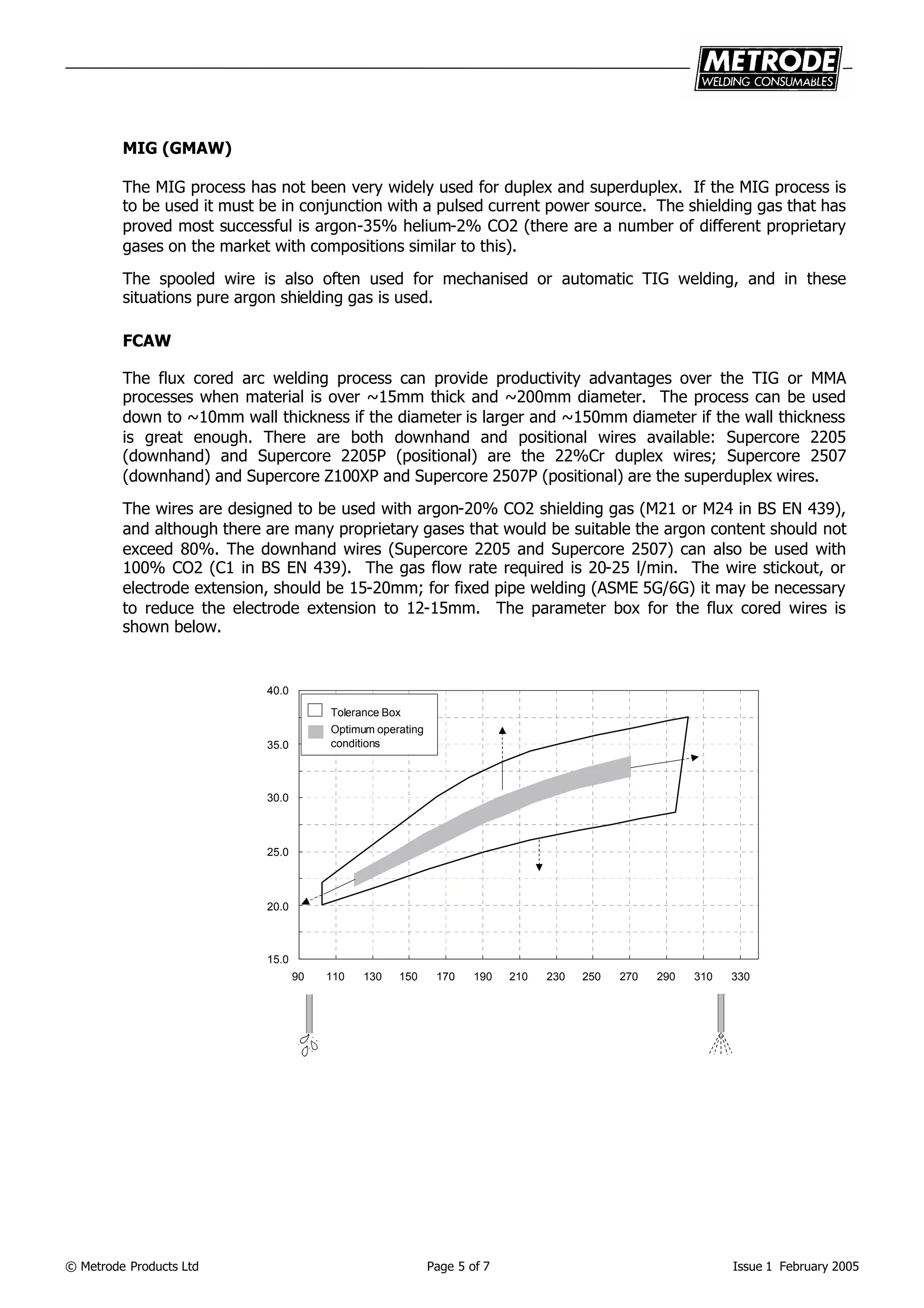
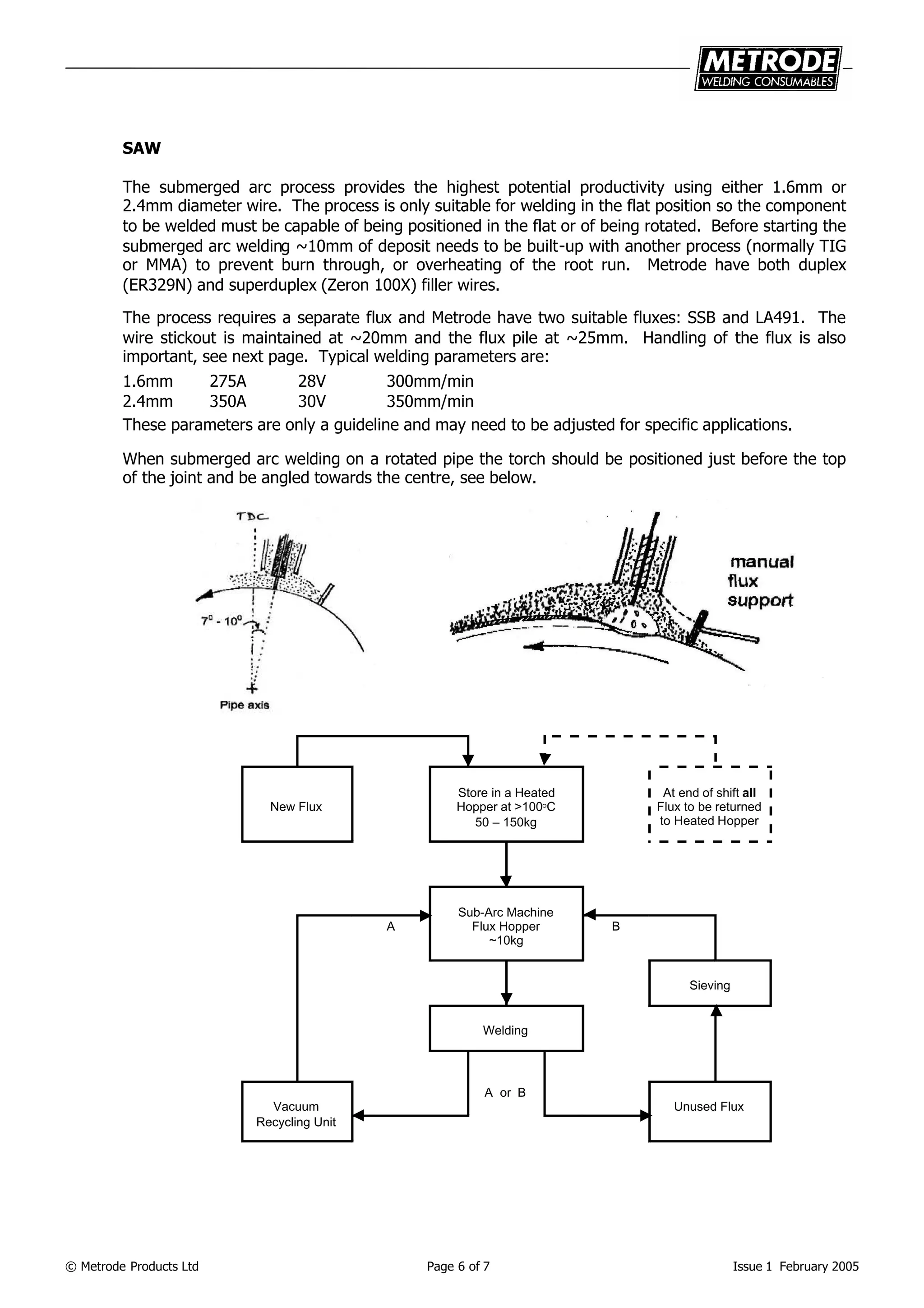
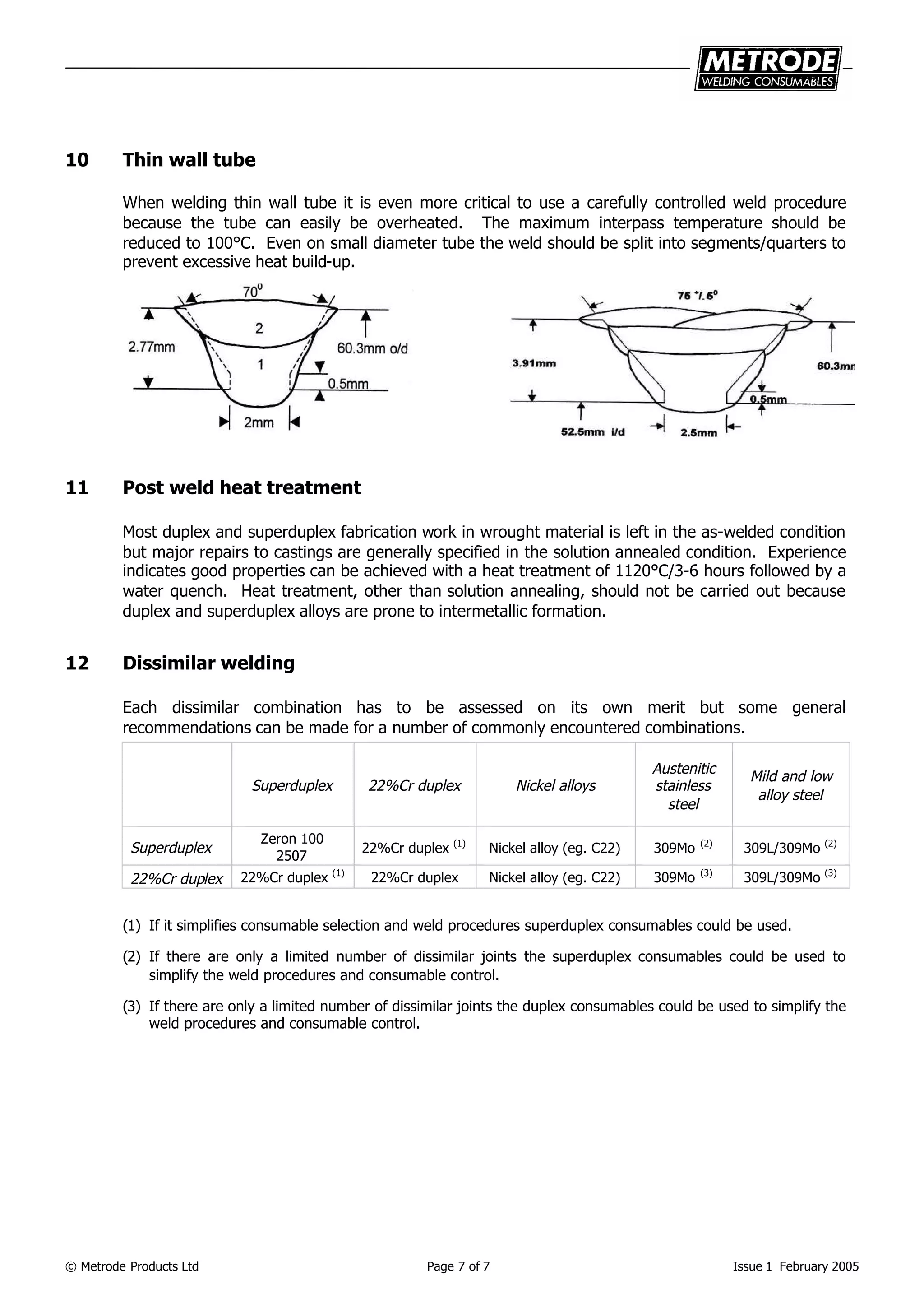
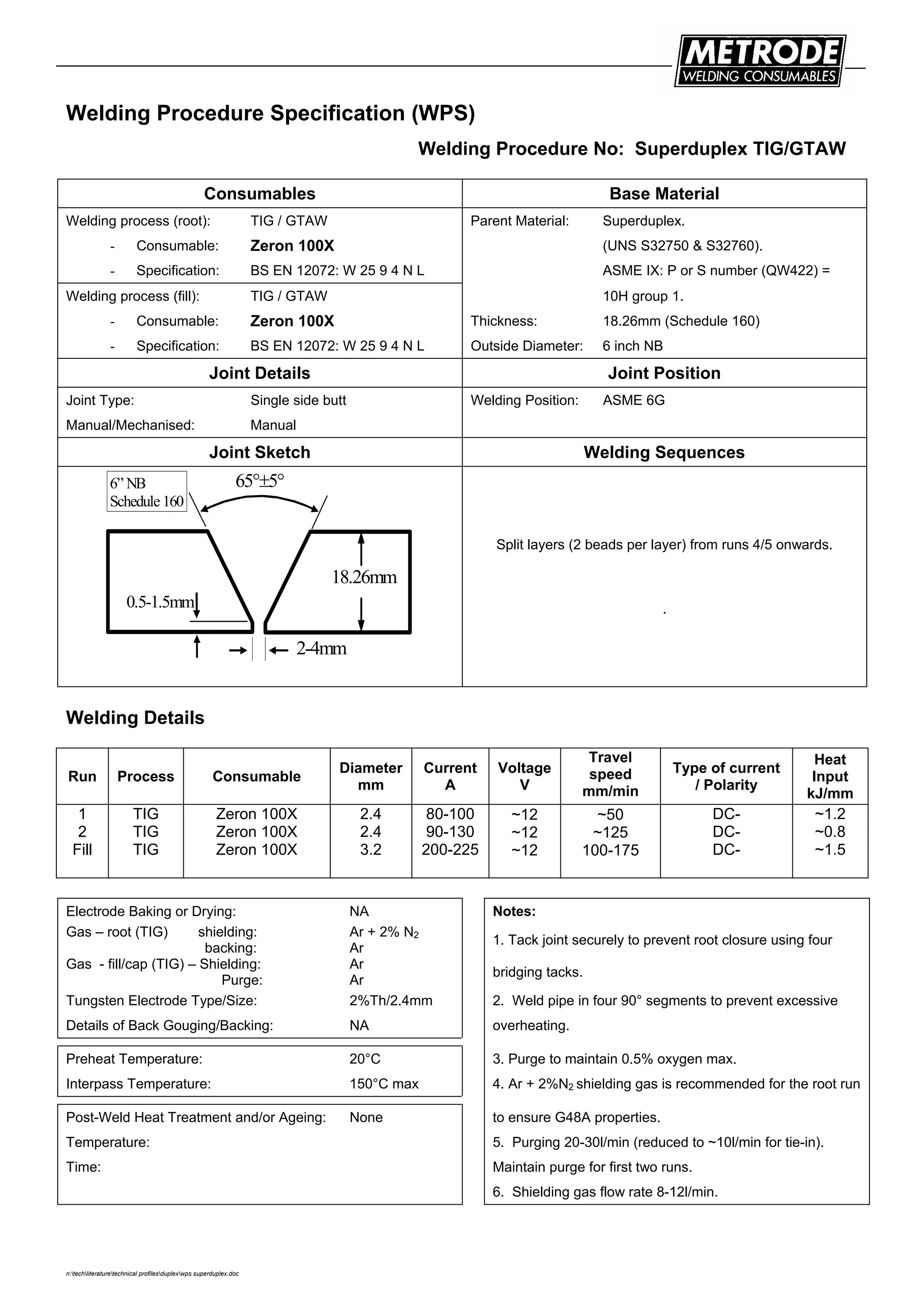
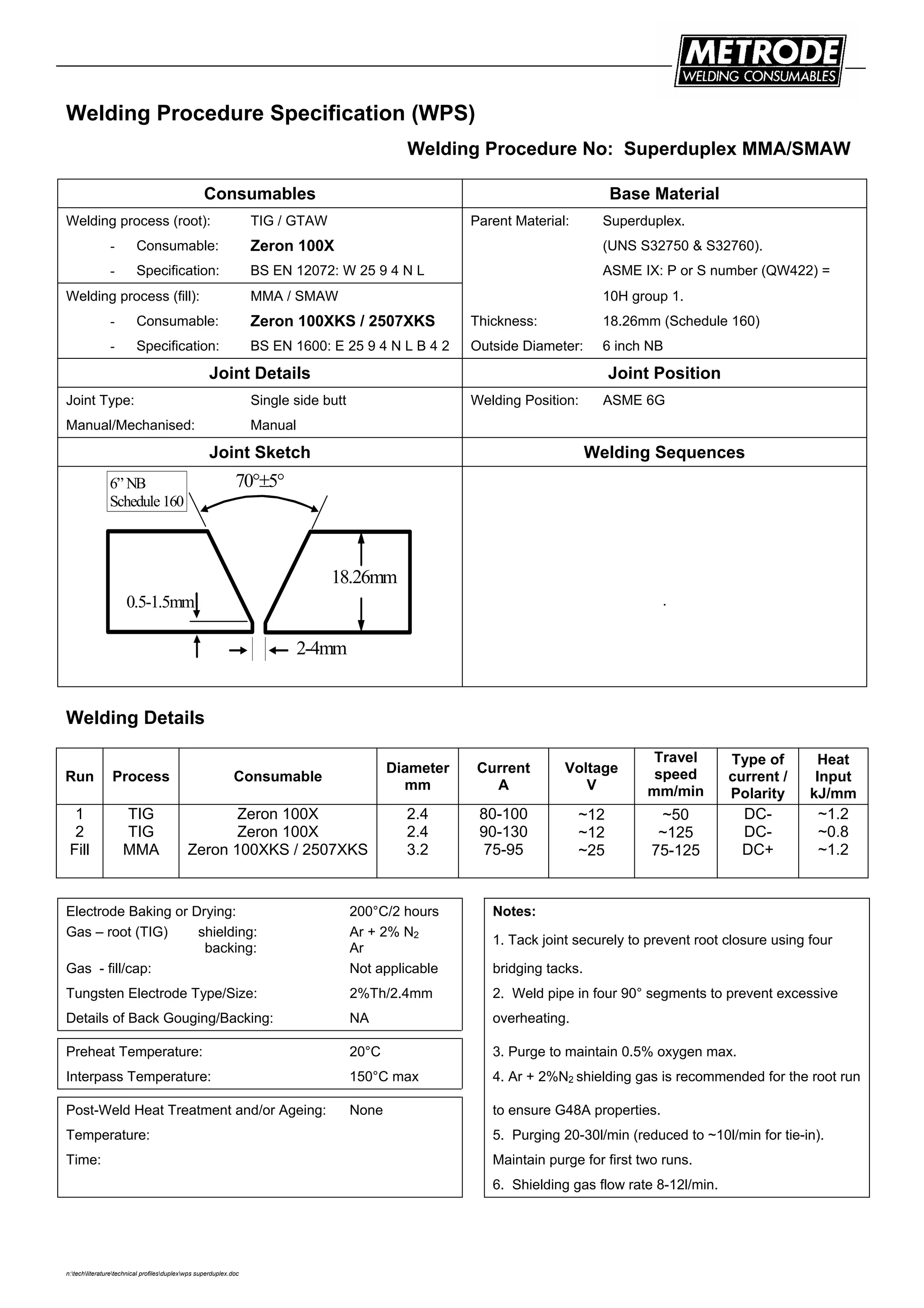
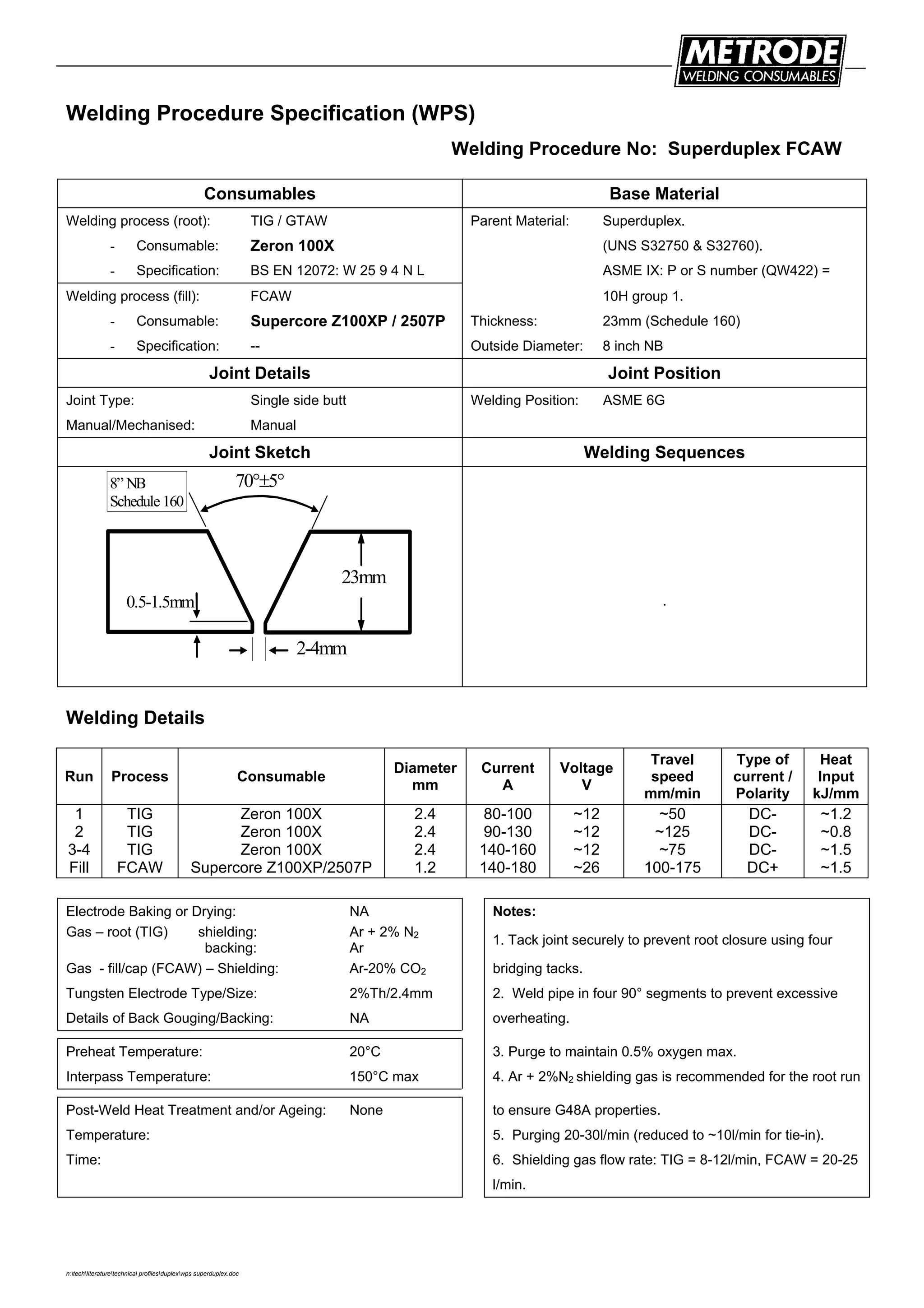
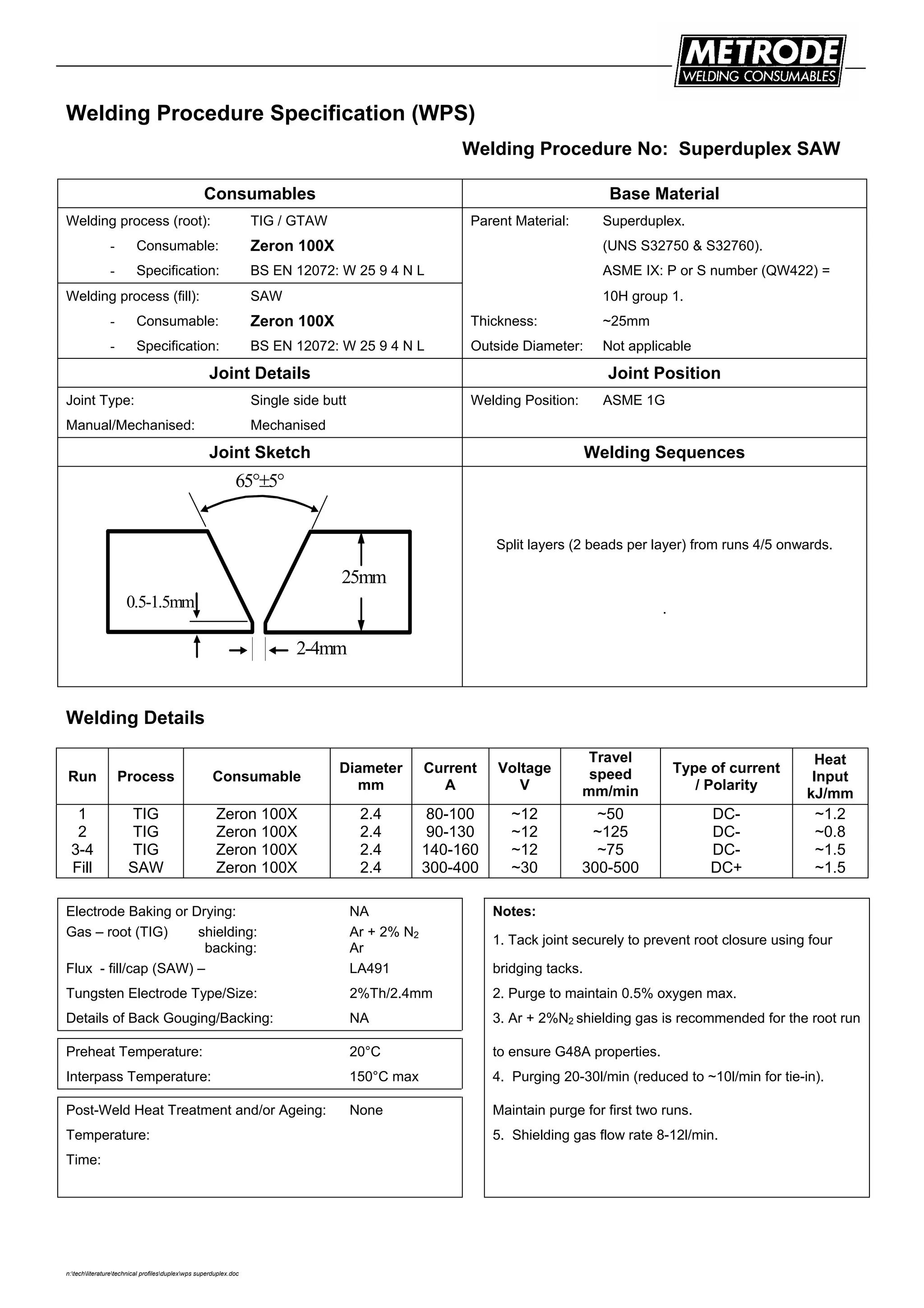

This document provides guidelines for welding duplex and superduplex stainless steels. It discusses joint preparation, preheat and interpass temperature requirements. For root welding, it recommends using TIG with a superduplex filler to ensure corrosion resistance. For filling runs, it describes suitable welding processes like TIG, MMA, MIG, FCAW and SAW. Post weld heat treatment and dissimilar welding combinations are also covered.