TEMEL MALZEME BĐLGĐSĐ
Malzeme nedir?
Malzeme, bir şeyin oluştuğu veya
yapıldığı madde olarak tanımlanabilir.
Biz malzemeleri yer kabuğundan ve
atmosferden elde ederiz.
Örnekler: Silikon ve Demir, yer
kabuğunun ağırlıkça
%27,72 ve %5 ini
oluşturur.
Azot ve Oksijen, havanın
hacmen %78,08 ve %20,95 ini
oluşturur.
2
3.
TEMEL MALZEME BĐLGĐSĐ
Malzeme Türleri
Metalik Malzemeler
Bir ya da daha fazla metalik elementten oluşanlar.
Ör: Demir, Bakır, Alüminyum
Metalik elementlerin metalik olmayan elementlerle birlikte
olduğu malzemeler
Ör: Silikon karpit, Demir oksit
Organik olmayan ve kristal yapıya sahip olanlar
Đyi ısı ve elektrik iletenler
Metaller ve Alaşımlar
Demir içeren Demir içermeyen
Ör: Çelik, Ör: Bakır,
dökme demir Alüminyum
3
4.
TEMEL MALZEME BĐLGĐSĐ
Malzeme Türleri
Polimer (Plastik) Malzemeler
Dev organik moleküller, çoğunlukla kristal yapıda
değildirler.
Bazıları kristalli ve kristalli olmayan bölgelerin karışımıdır.
Elektrik iletkenlikleri kötüdür ve izolasyon malzemesi
olarak kullanılırlar.
Mukavemet ve süneklik değerleri tipten tipe değişkenlik
gösterir.
Yoğunlukları düşüktür.
Ör: Poli vinil klorid (PVC), Polyester
Uygulamaları: Pencereler, DVD ler, Tekstil
ürünleri 4
5.
TEMEL MALZEME BĐLGĐSĐ
Malzeme Türleri
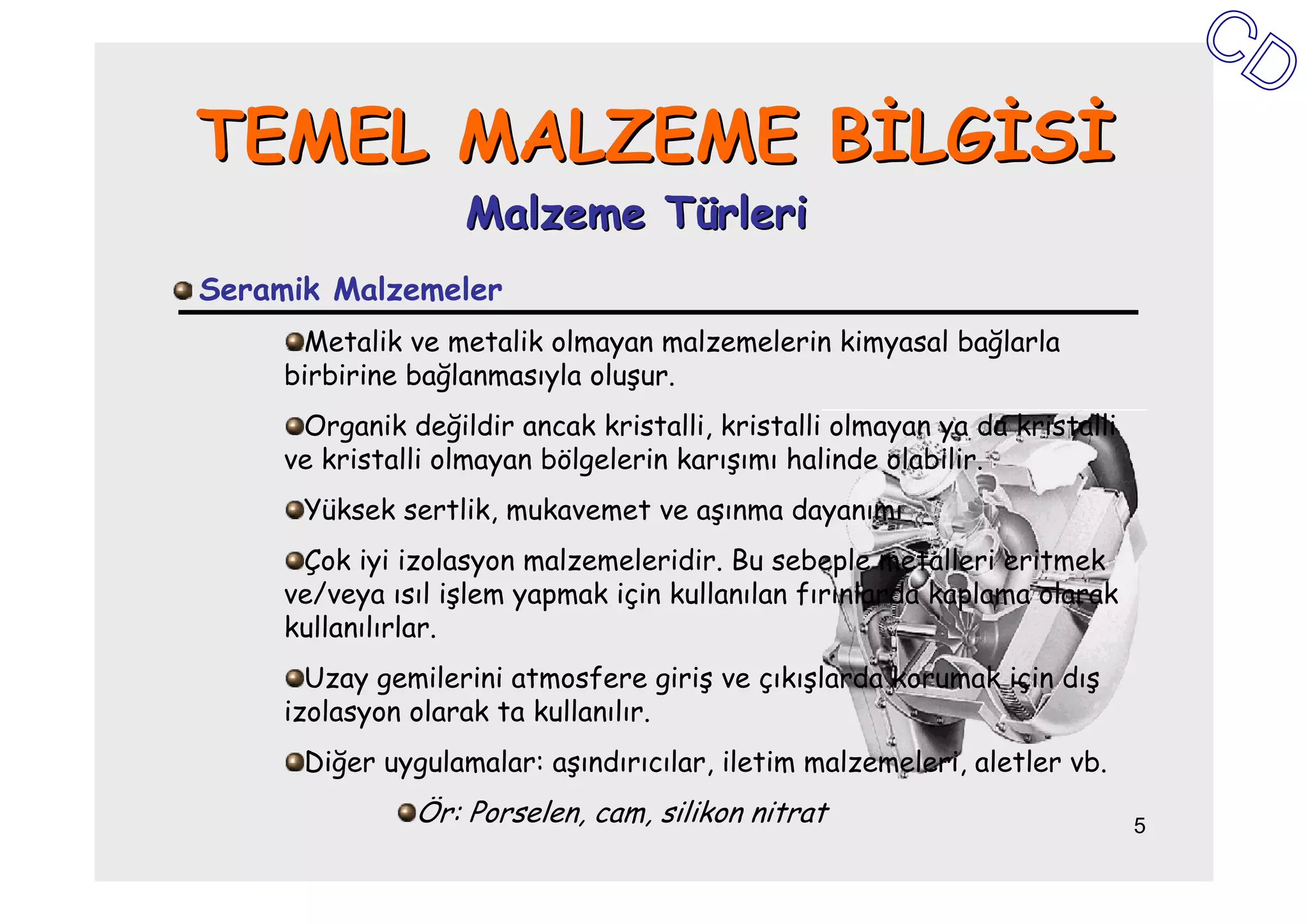
Seramik Malzemeler
Metalik ve metalik olmayan malzemelerin kimyasal bağlarla
birbirine bağlanmasıyla oluşur.
Organik değildir ancak kristalli, kristalli olmayan ya da kristalli
ve kristalli olmayan bölgelerin karışımı halinde olabilir.
Yüksek sertlik, mukavemet ve aşınma dayanımı
Çok iyi izolasyon malzemeleridir. Bu sebeple metalleri eritmek
ve/veya ısıl işlem yapmak için kullanılan fırınlarda kaplama olarak
kullanılırlar.
Uzay gemilerini atmosfere giriş ve çıkışlarda korumak için dış
izolasyon olarak ta kullanılır.
Diğer uygulamalar: aşındırıcılar, iletim malzemeleri, aletler vb.
Ör: Porselen, cam, silikon nitrat 5
6.
TEMEL MALZEME BĐLGĐSĐ
Malzeme Türleri
Kompozit Malzemeler
Đki ya da daha fazla malzemenin birleşiminden oluşur.
Bir dolgu malzemesi ve bağlayıcı malzemeden meydana gelir.
Malzemeler sadece bağ oluştururlar, birbirleri içinde
çözünmezler.
Đki ana tür:
Lifli: Matrix içinde lifler
Tanecikli: Matrix içinde tanecikler
Matrix metaller, seramik ya da polimer olabilir
Ör: Fiberglas (Polyester ya da epoksi matrix içinde takviye
malzemesi)
Ör: Beton (Kum ve çimento içinde nervürlü inşaat demirleri)
6
Uygulamalar: Uçak kanatları ve motoru, yapı
7.
TEMEL MALZEME BĐLGĐSĐ
Malzeme Türleri
Yarı Đletken (Elektronik) Malzemeler
Çok çeşidi yoktur ancak çok önemlidirler.
Silikon yaygın bir elektronik malzemedir.
Elektriksel karakteristikleri katkılar eklenerek
değiştirilir.
Ör: Silikon çipler, transistörler
Uygulamalar: Bilgisayarlar,
entegre devreler, uydular vb.
7
8.
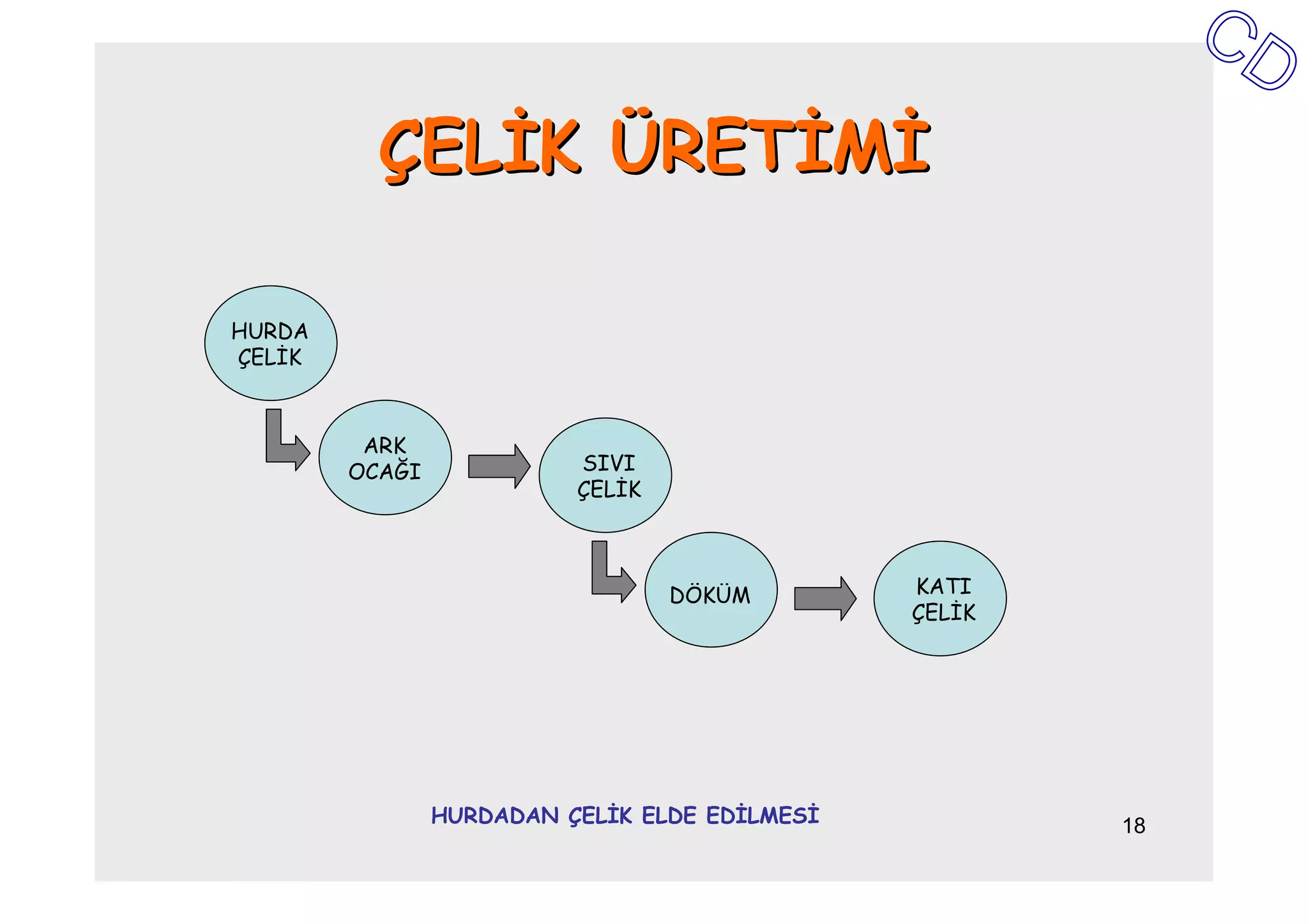
ÇELĐK ÜRETĐMĐ
DEMĐR
CEVHERĐ
YÜKSEK
FIRIN
HAM
DEMĐR
(sıvı)
ÇELĐK SIVI
OCAĞI ÇELĐK
Biraz KATI
hurda DÖKÜM ÇELĐK
metal
8
HAM DEMĐRDEN ÇELĐK ELDE EDĐLMESĐ
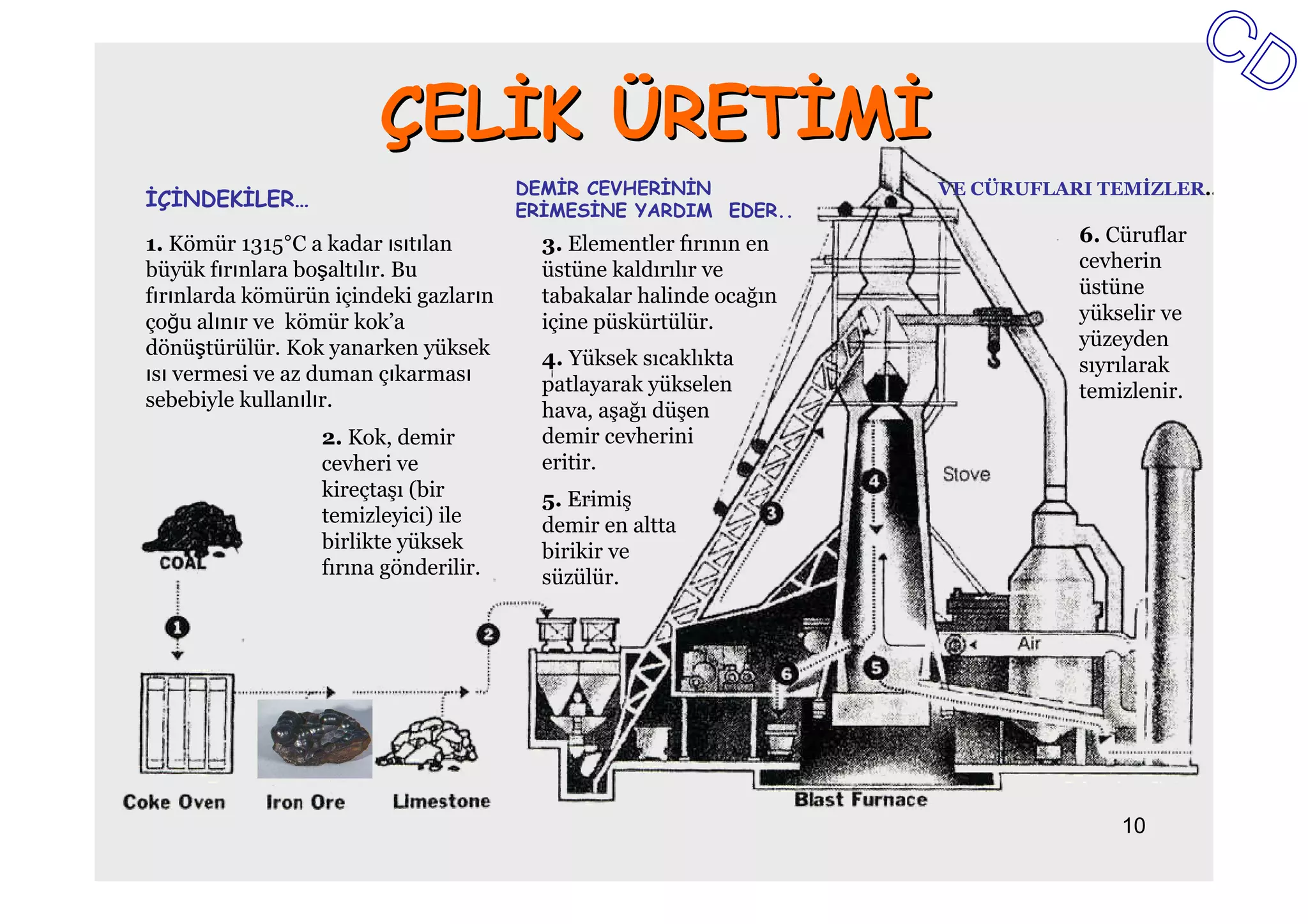
ÇELĐK ÜRETĐMĐ
DEMĐR CEVHERĐNĐN VE CÜRUFLARI TEMİZLER..
ĐÇĐNDEKĐLER… ERĐMESĐNE YARDIM EDER..
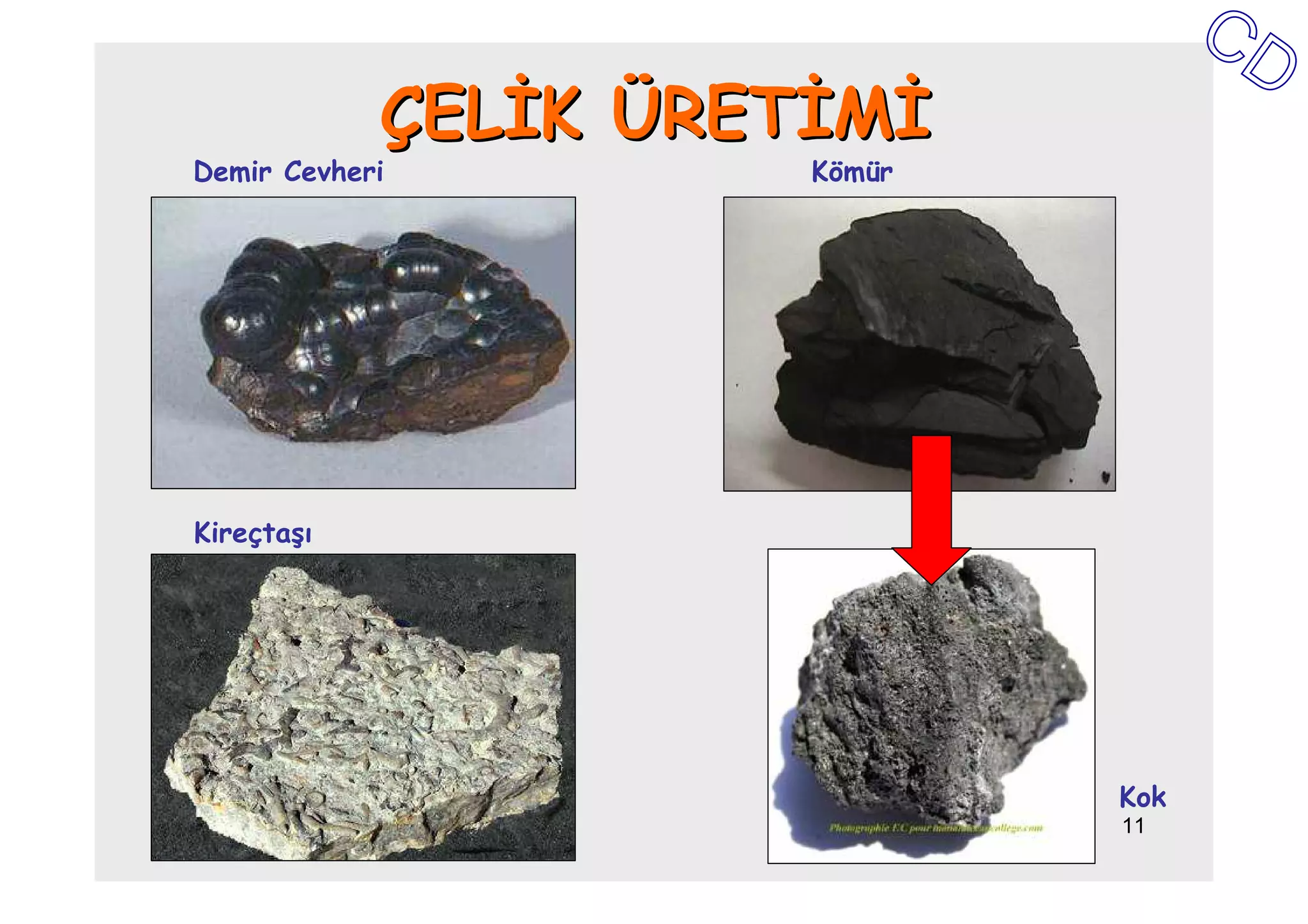
1. Kömür 1315°C a kadar ısıtılan 3. Elementler fırının en 6. Cüruflar
büyük fırınlara boşaltılır. Bu üstüne kaldırılır ve cevherin
fırınlarda kömürün içindeki gazların tabakalar halinde ocağın üstüne
çoğu alınır ve kömür kok’a içine püskürtülür. yükselir ve
dönüştürülür. Kok yanarken yüksek yüzeyden
4. Yüksek sıcaklıkta sıyrılarak
ısı vermesi ve az duman çıkarması patlayarak yükselen
sebebiyle kullanılır. temizlenir.
hava, aşağı düşen
2. Kok, demir demir cevherini
cevheri ve eritir.
kireçtaşı (bir 5. Erimiş
temizleyici) ile demir en altta
birlikte yüksek birikir ve
fırına gönderilir. süzülür.
10
ÇELĐK ÜRETĐMĐ
ERĐMĐŞ DEMĐRÇELĐĞE ÇEVRĐLĐR ÇELĐK KÜTÜKLER HALĐNDE HADDELENĐR VE
DÖKÜLÜR… MAKARALARA SARILIR..
7. Biraz hurda metal, ve ardından erimiş demir 9. Erimiş çelik, alaşım elementleri 12. Rafine edilmiş
temel oksijen fırınına eklenir. eklendikten sonra, dökülmek üzere çelik yeniden ısıtılır ve
en üste çıkarılır. bir çok şekillendiriciden
8. Safsızlıkları giderip, erimiş demiri çeliğe
dönüştürmek için demirin içine geçerek plaka haline
10. Çelik, kepçenin en altından,
oksijen üflenir. getirilir.
tundiş adı verilen bir hazneye,
oradan da kalıplara dökülür Makinelerin içinde saatte
50 mile varan hızlara
ulaşan plakalar yıkanır,
soğutulur ve makaralara
sarılır.
11. Tamamıyla katılaşana
kadar su püskürtülerek
soğutulur.
12
ÇELĐK ÜRETĐMĐ
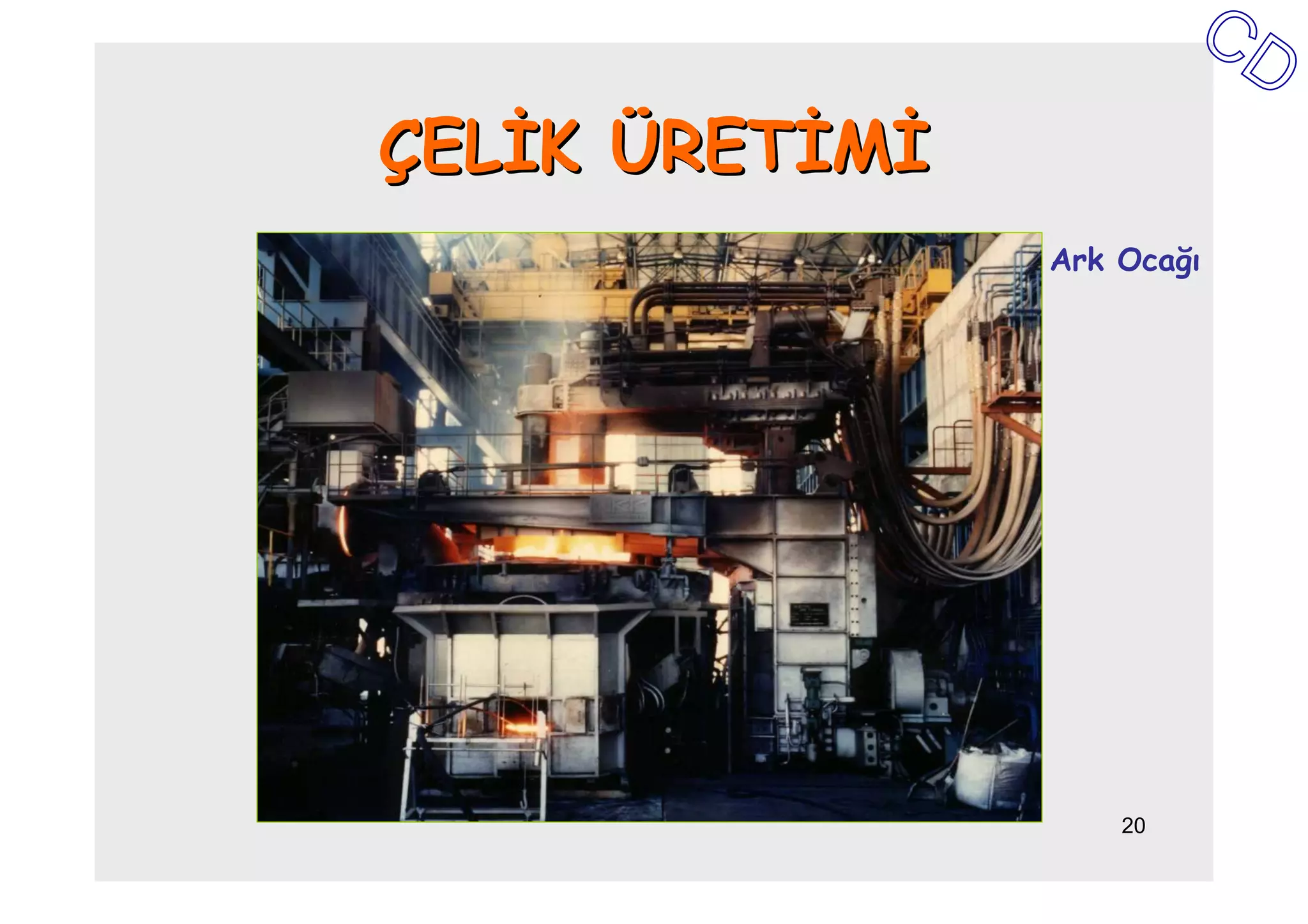
Çelik ocağı
Hurdametalin yüklenmesinden sonra, potalarla erimiş demir yüklenir. Bu
yüksek fırından gelen erimiş demir ile birleşerek bir “döküm(heat)”ü oluşturur.
Fırın yüklendikten sonra içine bir oksijen kanalı indirilir. Kanal, fırının içine
süpersonik hızlarda saf oksijen zerk eder. Bu şekilde fırının sıcaklığı binlerce
dereceye çıkarılır ve erimiş çelik karıştırılır.
15
16.
ÇELĐK ÜRETĐMĐ
Çelik ocağı
Yaklaşık yarım saat sonra, çelik dökümü devrilmeye hazırdır. Đlk olarak
çelikten süzülerek ayrılan safsızlıklar cüruf şeklinde alınır. Ve dışarıda
soğumaya bırakılır.
16
17.
ÇELĐK ÜRETĐMĐ
Çelik ocağı
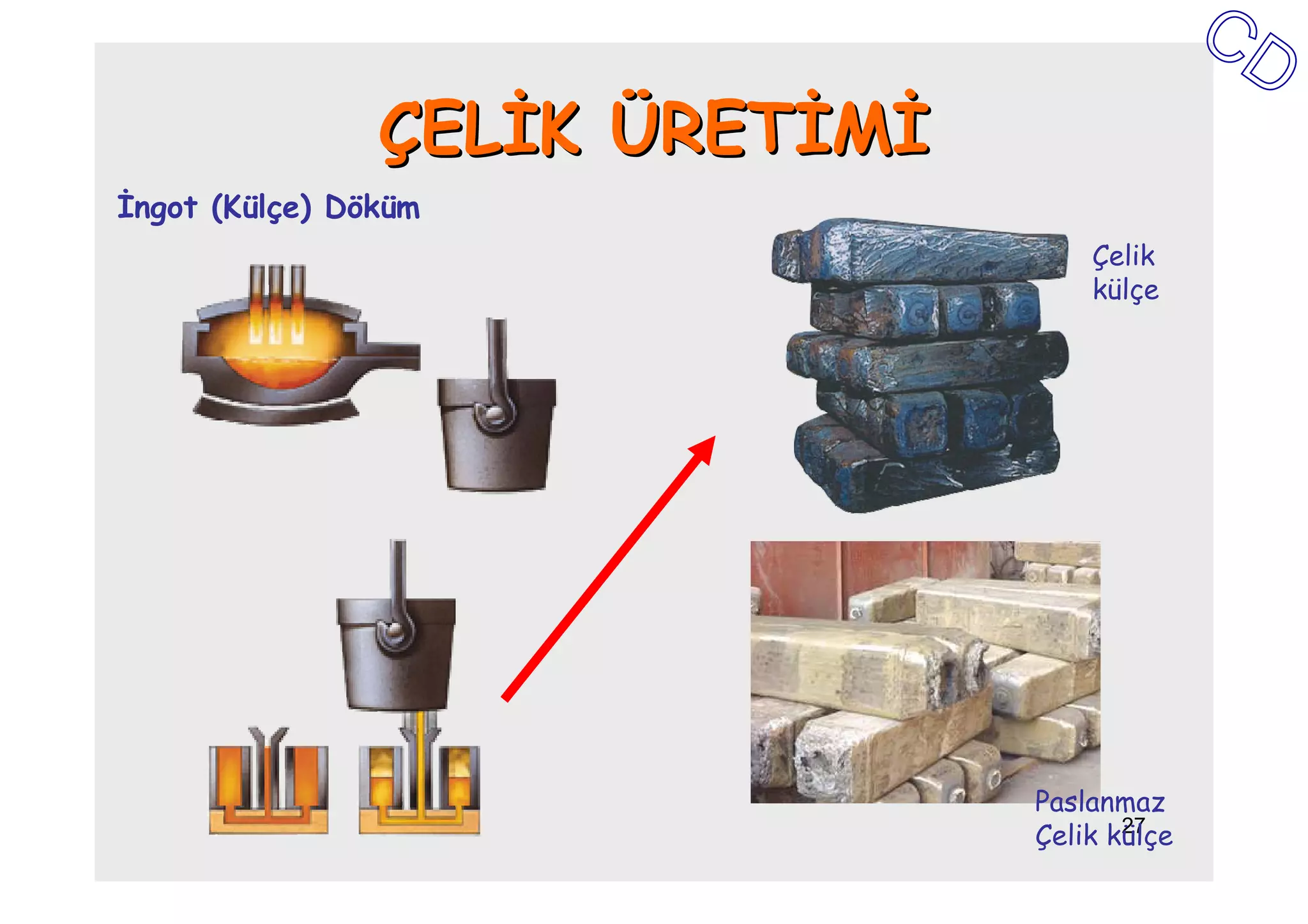
Sıvı haldeki çelik zemindeki bir boşlukta bulunan potalara dökülür. Fırın
kabı tamamen boşaldığında, yukarı kalkar ve yeni bir döküm için
hazırdır. Sıcak çelik ile dolu olan pota, külçeler halinde dökülebilir veya
sürekli döküme gidebilir.
17
ÇELĐK ÜRETĐMĐ
Oksit haldekidemir cevheri yüksek fırından geçirilerek oksijeni alınmış bir
ham demir elde edilir. Yüksek fırından çıkan sıvı çelik de % 4 C vardır. Bu
karbon oranının istenilen değere getirilmesi , ayarlanması sürecine çeliğin
üretimi diyoruz. Karbon oranının düşürülmesi oksijen vererek karbonun
oksitlenmesi ile sağlanmaktadır.Böylece % C azalır.
C + O = CO Karbon monoksit oluşur ve sistemi terk ederek C azalmış olur.
Ayrıca döküm ingot veya tandişlere alındığında sıcaklığın düşmesi ile katılaşma
başlayacak ve CO oluşumu olacaktır.Böylece ne kadar çok CO atılırsa gözenek
riski de azalacaktır.
28
29.
ÇELĐK ÜRETĐMĐ
Ama karbonoranı azaltılırken oksijeni de artırmış olmaktayız. Oksijen de
istenmemektedir.Oksijenin varlığı çeliğin kalitesini olumsuz
etkilemektedir.Çelikte oksijen oranının düşürülmesi gerekmektedir.Đşte
oksijen seviyesinin düşürülme işlemine DEOKSĐDASYON diyoruz.Bu da
oksijenin Al , Si ve Mn ile bağlanması ile gerçekleşmektedir.
Si + 2O = SiO2 curufa gider Si tamamı oksitlenir.
Mn + O = MnO curufa gider Mn 3/4 ü oksitlenir.
2Al + 3O = Al2O3
2P + 5O = P2O5 belli şartlar sağlanması gerek.(T düşük olmalı)
S (kükürt) oksitlenmez. S+O= S+O
29
30.
DEOKSĐDASYON TÜRÜNE GÖREÇELĐKLER
SÖNDÜRÜLMEMĐŞ (KAYNAR) ÇELĐK
Çelik Oksijeni bağlayacak bir element yok.
DIN EU EN
U FU G1
Saf P,S P,S bir arada
oranları düşük ve oranları yüksek
30
31.
DEOKSĐDASYON TÜRÜNE GÖREÇELĐKLER
SÖNDÜRÜLMÜŞ (DURGUN) ÇELĐK
Çelik
DIN EU EN
R FN G2
Oksijen Si ile deoksidasyona tabi tutulur.P,S
P,S homojen dağılmış olur. N (azot) yaşlanma oluşur.
Homojen dağılmış
% 0,1 fazla Si olan çelikler söndürülmüş çeliklerdir.
31
32.
DEOKSĐDASYON TÜRÜNE GÖREÇELĐKLER
ÖZEL SÖNDÜRÜLMÜŞ ÇELĐK
Çelik
DIN EU EN
RR FF G3
Đki kere söndürülmüş çeliklerdir.Si mevcuttur.Tek farkı
P,S
Al ile azotun bağlaması yaşlanmayı ortadan kaldırmış olur.
Homojen dağılmış Buda %0.02 fazla Al ile olur. N oranı %0,01 den az ise
yaşlanma olmaz. Yaşlanma ; Alaşımsız çeliklerdeki N sebep
olduğu gevrek kırılganlıktır.Soğuk şekillendirme ile ortaya
çıkar.Günümüz de çeliklerde N bağlandığı için yaşlanma riski
Ortadan kalkmıştır.
32
33.
ÇELĐK ÜRETĐMĐ
ALAŞIM ELEMENTLERĐNĐNÇELĐĞĐN ÖZELLĐKLERĐNE ETKĐSĐ
Çelik de en önemli element karbondur.Bir işlem
gerektirmeden dövülebilen çelikler %0,40 ile %2,06
arasında karbon içerirler. %2,06 den fazla karbon içeren
Fe-C alaşımları dövülemez. Aksi takdirde kırılırlar.
Karbon artışı mekanik değerleri ve sertliği
artırır.Haddelenmiş çeliklerde %0,1 C artışı 90 N/mm2
çekme dayancını , 40-50 N/mm2 akma dayancını
artırır.Fakat C artışı şekillendirmeyi zorlaştırmaktadır.
33
34.
ÇELĐK ÜRETĐMĐ
ALAŞIM ELEMENTLERĐNĐNÇELĐĞĐN ÖZELLĐKLERĐNE ETKĐSĐ
Mangan da karbon gibi üretim
işlemlerinde çelik yapısında yer alan bir
elementtir ve çeliğin dayanımını
arttıran etki gösterir.
Çekme dayancını ve tokluğu artırır.
Manganın en önemli özelliği kükürtle
MnS bileşiği yapması ve demir kükürt
FeS bileşiği oluşumunu engellemesidir.
FeS sıcak kırılganlığa neden olur.
34
35.
ÇELĐK ÜRETĐMĐ
ALAŞIM ELEMENTLERĐNĐNÇELĐĞĐN ÖZELLĐKLERĐNE ETKĐSĐ
Silisyum oksijen giderici olarak
kullanıldığı için çelik içinde yer alır.
Çeliğin akma, çekme dayanımını ve
elastikiyetini artırır.
Çelik yapısındaki silisyum miktarı
azaldıkça tufal yapma oranı artar.
35
36.
ÇELĐK ÜRETĐMĐ
ALAŞIM ELEMENTLERĐNĐNÇELĐĞĐN ÖZELLĐKLERĐNE ETKĐSĐ
Fosfor çeliğin akma ve çekme
dayanımını arttırır, yüzde uzamayı
ve eğme özelliklerini çok fazla
kötüleştirir, soğuk kırılganlık
yaratır, talaşlı şekillendirme
kabiliyetini arttırır.
Fosfor çelik içinde üretim
işlemlerinden kalan bir elementtir
ve istenmeyen özellikleri nedeniyle
mümkün mertebe yapıdan
uzaklaştırılır.
36
37.
ÇELĐK ÜRETĐMĐ
ALAŞIM ELEMENTLERĐNĐNÇELĐĞĐN ÖZELLĐKLERĐNE ETKĐSĐ
Akma ve çekme mukavemetine etkisi yok denecek kadar
azdır. Fakat malzemenin yüzde uzamasına ve tokluğuna
etkisi çok fazladır.
Kükürt malzemenin tokluğunu ve sünekliğini önemli ölçüde
azaltır. Ayrıca kaynaklanabilirliği kötü yönde etkiler.
Kükürt demirle birleşerek FeS fazını oluşturur. Bu faz
düşük ergime sıcaklığına sahip olduğu için haddeleme
sıcaklığında ergiyerek sıcak kırılganlığa sebep olur. Bu
olumsuz etki kükürdün manganla birleşmesi sağlanarak
önlenir.
Kükürt çelik içinde çeliğin üretiminden kalan bir elementtir
ve yukarıda belirtilen istenmeyen özellikleri nedeniyle
yapıdan mümkün mertebe uzaklaştırılır.
Sadece talaşlı şekillendirilmeye uygun otamat çeliklerinde
kükürt miktarı yüksek tutulur. 37
38.
ÇELĐK ÜRETĐMĐ
ALAŞIM ELEMENTLERĐNĐNÇELĐĞĐN ÖZELLĐKLERĐNE ETKĐSĐ
Krom paslanmaz çeliklerin temel alaşımıdır.Krom
paslanmaz çeliklerin temel alaşım elementidir.
Krom, korozyon ve oksidasyon direnci sağlar.
Sertleşebilme kabiliyetini artırır.
Yüksek karbonlu çeliklerde aşınma direncini yükseltir.
Krom karbon ile tane sınırlarında biriken Cr23C6
bileşiğini oluşturur. Oluşan bu bileşik paslanmaz
çeliklerde tane sınırlarındaki krom miktarını
paslanmazlık sınırı olan %12 nin altına çeker. Bu bileşik
yüksek sıcaklıklarda karbon yayınımının hızlanması ile
kolayca meydana gelir ve kaynaklı paslanmaz çeliklerde,
kaynak dikişi yakınlarında kaynak bozulmalarına neden
olur. 38
39.
ÇELĐK ÜRETĐMĐ
ALAŞIM ELEMENTLERĐNĐNÇELĐĞĐN ÖZELLĐKLERĐNE ETKĐSĐ
Nikel darbe tokluğunu ve tavlı çeliklerde
dayanımı artırır.
Nikel östenitik paslanmaz çeliklerin kromdan
sonra ikinci en önemli alaşım elementidir.
39
40.
ÇELĐK ÜRETĐMĐ
ALAŞIM ELEMENTLERĐNĐNÇELĐĞĐN ÖZELLĐKLERĐNE ETKĐSĐ
Tane büyümesini önler, sertleşebilme
kabiliyetini artırır. Molibden çeliklerin sürünme
dayancını ve aşınma direncini yükseltir. Alaşımlı
takım çeliklerinde önemli bir alaşım elementidir.
Paslanmaz çeliklerde özellikle çukurcuk
korozyonunu engellediği için korozyon direncini
önemli ölçüde artırır.
40
41.
ÇELĐK ÜRETĐMĐ
ALAŞIM ELEMENTLERĐNĐNÇELĐĞĐN ÖZELLĐKLERĐNE ETKĐSĐ
Đstenmeyen bir elementtir.
Azot kırılganlığına neden olur,
eğme özelliklerini çok kötüleştirir.
41
42.
ÇELĐK ÜRETĐMĐ
ALAŞIM ELEMENTLERĐNĐNÇELĐĞĐN ÖZELLĐKLERĐNE ETKĐSĐ
Hidrojen gevrekliğine neden olur.
Azottan daha tehlikelidir.
Malzemenin elastikiyetini azaltır.
42
43.
METALLERĐN ÖZELLĐKLERĐ
Metallerin dışarıdanuygulanan kuvvetlere karşılık
gösterdikleri tepkiler “mekanik özellikler” olarak bilinir.
Bir özellikteki değişiklik genellikle bir ya da bir çok
başka özellikteki değişikliklere yol açar. Örneğin, bir
metalin sertliği artarsa, gevrekliği de genellikle artar
ve tokluğu genellikle azalır.
43
44.
METALLERĐN ÖZELLĐKLERĐ
• ÇEKMEMUKAVEMETĐ:
Çekme mukavemeti, bir metalin tek bir eksen üzerinde
etkiyen zıt kuvvetler tarafından çekilmesine
gösterdiği dirençtir. Malzemenin bir milimetre
karesinin kopmadan önce dayanabileceği maksimum
kuvvet olarak tanımlanır.
44
45.
METALLERĐN ÖZELLĐKLERĐ
• KESMEMUKAVEMETĐ:
Kesme mukavemeti, metalin tek bir eksen üzerinde
uygulanmayan iki zıt kuvvet tarafından kesilmesine
karşı gösterdiği dirençtir.
Kesme mukavemeti metalin sertliği değiştirilerek
kontrol edilebilir.
45
46.
METALLERĐN ÖZELLĐKLERĐ
• SIKIŞMAMUKAVEMETĐ:
Sıkışma mukavemeti, metalin şekilde gösterilen
düzlemde etkiyen baskılara gösterdiği dayanımdır.
46
47.
METALLERĐN ÖZELLĐKLERĐ
• ELASTĐSĐTE:
Elastisite, metalin uzatıldıktan ya da şekil
değiştirildikten sonra kendi orijinal boyutlarına geri
dönebilme yeteneğidir.
ÖNCE
SONRA 47
48.
METALLERĐN ÖZELLĐKLERĐ
• SÜNEKLĐK:
Süneklik metalin kırılmadan ya da yırtılmadan kalıcı
olarak çekilip uzatılabilme yeteneğidir. Sünekliği az
olan metaller eğilemeden çatlar ya da kırılırlar.
48
49.
METALLERĐN ÖZELLĐKLERĐ
• DÖVÜLEBĐLĐRLĐK:
Dövülebilirlik, metalin kırılmadan ya da yırtılmadan
çekiçlenebilme, haddelenebilme ya da presle
sıkıştırılabilme yeteneğidir.
49
50.
METALLERĐN ÖZELLĐKLERĐ
• TOKLUK:
Tokluk, metalin kırılmaya ve hasar başladıktan
sonra tamamen kopmaya gösterdiği dirençtir. Tok
bir metal yavaş yavaş ya da aniden uygulanan
oldukça büyük gerilimlere karşı koyabilir ve
kopmadan deforme olur.
• SERTLĐK:
Sertlik bir metalin başka bir metal ya da malzeme
tarafından batma ya da aşındırılmaya karşı
gösterdiği dirençtir. Bir metalin sertliği onun
işlenebilirliğini sınırlar. Sertlik, genellikle ısıl işlem
ile kontrol edilebilir.
50
51.
METALLERĐN ÖZELLĐKLERĐ
• KOROZYONDAYANIMI:
Korozyon dayanımı metalin hava, nem ya da diğer
etkenler tarafından aşınmaya karşı gösterdiği
dirençtir.
• GEVREKLĐK:
Gevreklik bir malzemenin az ya da hiç
deformasyon, eğilme ya da burulma
göstermeksizin kırılma eğilimidir. Gevreklik
genellikle istenen bir mekanik özellik değildir. Ve
normalde, metal ne kadar sert ise o kadar
gevrektir.
51
52.
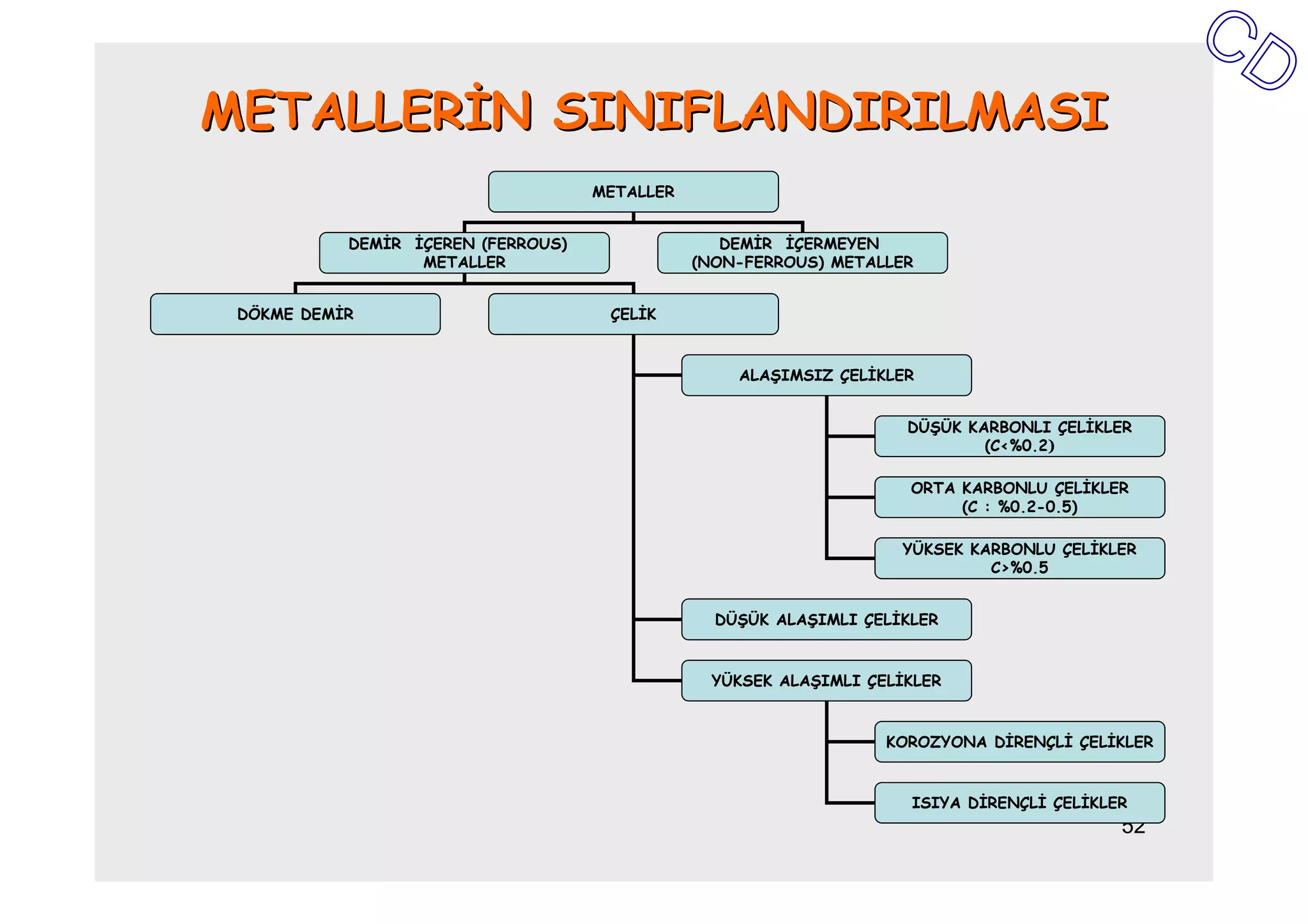
METALLERĐN SINIFLANDIRILMASI
METALLER
DEMĐR ĐÇEREN (FERROUS) DEMĐR ĐÇERMEYEN
METALLER (NON-FERROUS) METALLER
DÖKME DEMĐR ÇELĐK
ALAŞIMSIZ ÇELĐKLER
DÜŞÜK KARBONLI ÇELĐKLER
(C<%0.2)
ORTA KARBONLU ÇELĐKLER
(C : %0.2-0.5)
YÜKSEK KARBONLU ÇELĐKLER
C>%0.5
DÜŞÜK ALAŞIMLI ÇELĐKLER
YÜKSEK ALAŞIMLI ÇELĐKLER
KOROZYONA DĐRENÇLĐ ÇELĐKLER
ISIYA DĐRENÇLĐ ÇELĐKLER
52
53.
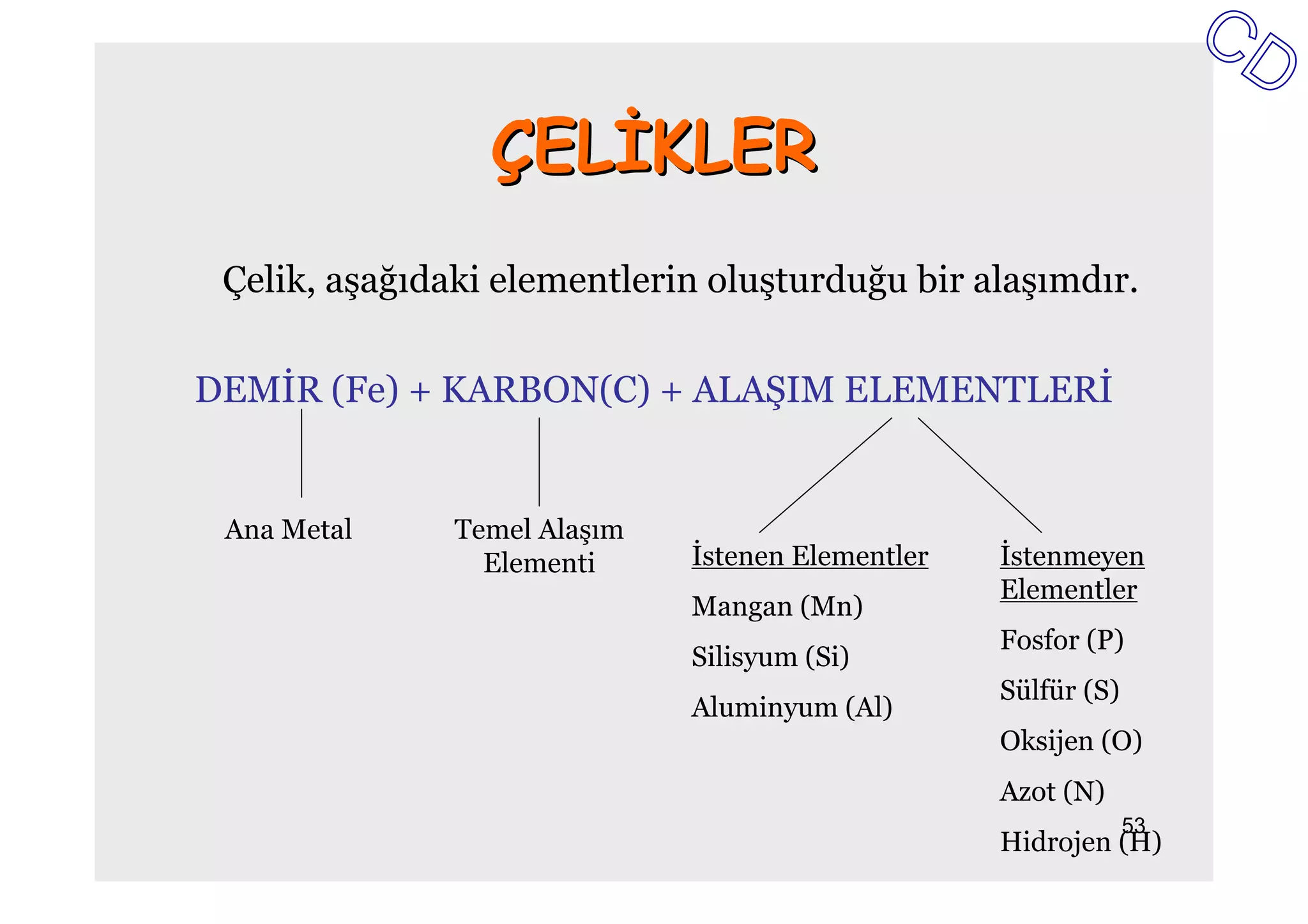
ÇELĐKLER
Çelik, aşağıdakielementlerin oluşturduğu bir alaşımdır.
DEMİR (Fe) + KARBON(C) + ALAŞIM ELEMENTLERİ
Ana Metal Temel Alaşım
Elementi İstenen Elementler İstenmeyen
Elementler
Mangan (Mn)
Fosfor (P)
Silisyum (Si)
Sülfür (S)
Aluminyum (Al)
Oksijen (O)
Azot (N)
53
Hidrojen (H)
54.
EN STANDARTLARINA GÖREÇELĐKLERĐN GÖSTERĐMĐ
EU Euro norm: Ulusal bağlayıcılığı yok (eski)
EN Avrupa standardı: Ulusal bağlayıcılığı var (yeni)
DIN EN 10 020 Çeliklerin sınıflandırılması için belirlenen kavramlar:
DIN EN 10 020 EURONORM 20’ nin yerini almıştır.
Bundan başka sadece çeliklerin sınıflandırılması ile
ilgilidir.
DIN EN 10 027-1 Çelikler için adlandırma sistemi:
DIN EN 10 027-1, ECISS-Bildiri CR 10260-1998 -
DIN V 17 006 Kısım 100 ile bağlantılı olarak, çelikler
için kısa gösterimleri kapsar. Sembol ve
sayılar,malzemenin mekanik, fiziksel özelliklerine ve
bilişimine göre belirlenen ana kullanım alanlarının
nitelikleri açısından başlıca ipuçları verir.
54
55.
EN STANDARTLARINA GÖREÇELĐKLERĐN GÖSTERĐMĐ
DIN EN 10 027-2 ÇELĐKLER ĐÇĐN NUMARA SĐSTEMĐ
DIN EN 10 027-2, DIN 17 007 Kısım 1 ve 2’nin yerini
almıştır ve eski norma büyük ölçüde benzerlik gösterir.
Tereddüt edilen durumlar karşısında çelik gösteriminde
kullanılmasıyla tavsiye edilir.
A = Malzeme Ana grubu B,C,D,E = Sıra numarası F,G = Ek sayı
Önemli malzeme ana grupları ve sıra numaraları:
Çelik - Ana grup 1 Ağır metaller (çelik hariç) - Ana grup 2
1.0000 - 1.0099 Temel çelikler (BS) 2.0000 - 2.1799 Cu ve Cu alaşımları
1.0100 - 1.0299 Genel yapı çelikleri
Hafif metaller - Ana grup 3
1.0300 - 1.0799 Alaşımsız kaliteli çelikler
1.0800 - 1.0999 Alaşımlı kaliteli çelikler 3.0000 - 3.4999 Al ve Al alaşımları
1.1000 - 1.1900 Alaşımsız özel çelikler 3.5000 - 3.5999 Mg ve diğerleri
1.2000 - 1.2900 Alaşımlı takım çelikler
1.4000 - 1.4599 Korozyona dirençli çelikler,
yüksek sıcaklıkta dayançlı çelikler 55
56.
EN STANDARTLARINA GÖREÇELĐKLERĐN GÖSTERĐMĐ
EN 10027-1 DIN V 17 006 T 100 ECISS-Bildiri CR 10260-1998
Çeliklerin kısa gösterimleri, deoksidasyon türüne, teslim durumuna, yüzey durumuna,
düşük ve yüksek sıcaklıklarda kullanıma uygunluğuna ve diğer niteliklere göre, ilave
semboller kullanılarak genişletilebilir.
56
57.
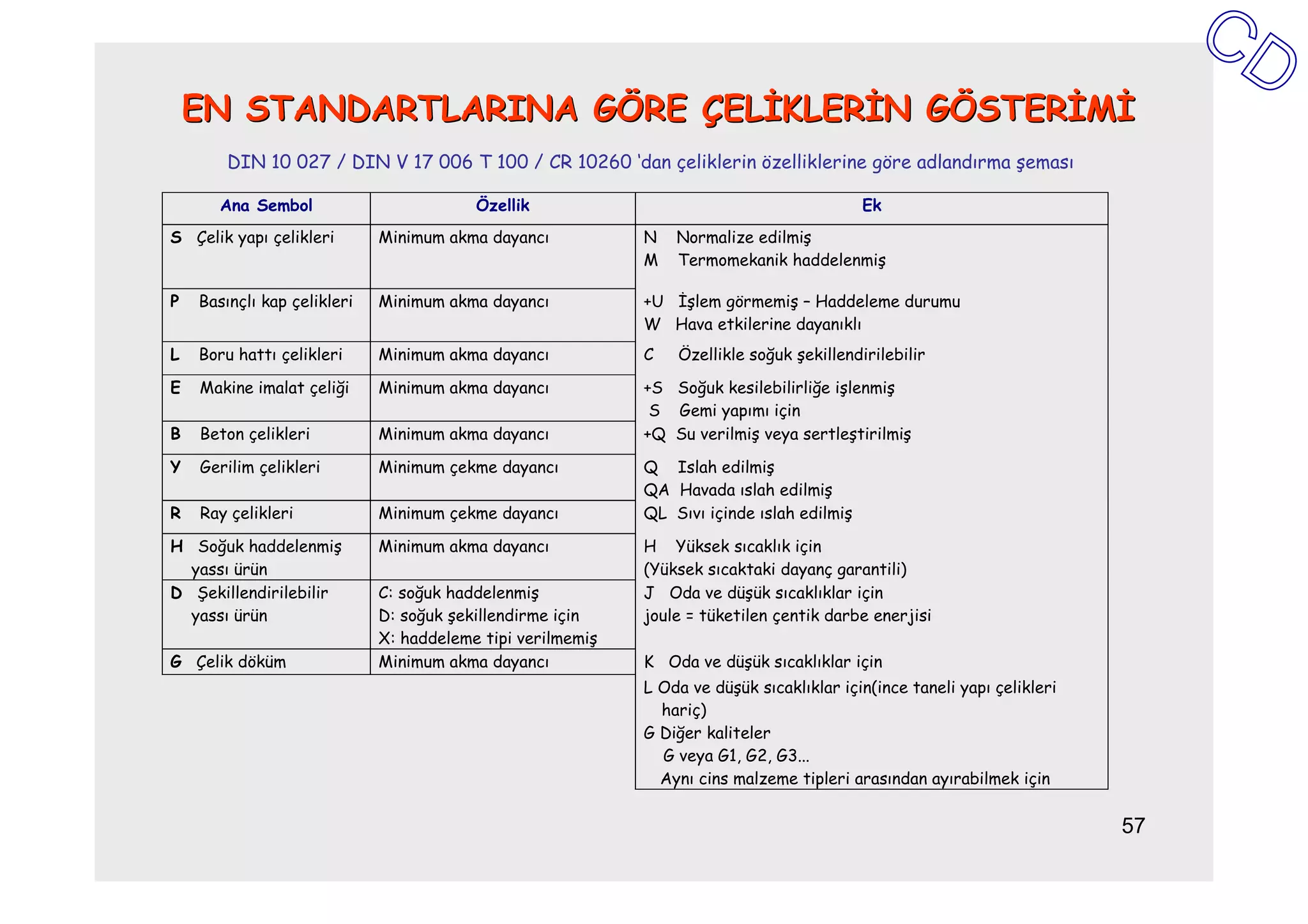
EN STANDARTLARINA GÖREÇELĐKLERĐN GÖSTERĐMĐ
DIN 10 027 / DIN V 17 006 T 100 / CR 10260 ‘dan çeliklerin özelliklerine göre adlandırma şeması
Ana Sembol Özellik Ek
S Çelik yapı çelikleri Minimum akma dayancı N Normalize edilmiş
M Termomekanik haddelenmiş
P Basınçlı kap çelikleri Minimum akma dayancı +U Đşlem görmemiş – Haddeleme durumu
W Hava etkilerine dayanıklı
L Boru hattı çelikleri Minimum akma dayancı C Özellikle soğuk şekillendirilebilir
E Makine imalat çeliği Minimum akma dayancı +S Soğuk kesilebilirliğe işlenmiş
S Gemi yapımı için
B Beton çelikleri Minimum akma dayancı +Q Su verilmiş veya sertleştirilmiş
Y Gerilim çelikleri Minimum çekme dayancı Q Islah edilmiş
QA Havada ıslah edilmiş
R Ray çelikleri Minimum çekme dayancı QL Sıvı içinde ıslah edilmiş
H Soğuk haddelenmiş Minimum akma dayancı H Yüksek sıcaklık için
yassı ürün (Yüksek sıcaktaki dayanç garantili)
D Şekillendirilebilir C: soğuk haddelenmiş J Oda ve düşük sıcaklıklar için
yassı ürün D: soğuk şekillendirme için joule = tüketilen çentik darbe enerjisi
X: haddeleme tipi verilmemiş
G Çelik döküm Minimum akma dayancı K Oda ve düşük sıcaklıklar için
L Oda ve düşük sıcaklıklar için(ince taneli yapı çelikleri
hariç)
G Diğer kaliteler
G veya G1, G2, G3...
Aynı cins malzeme tipleri arasından ayırabilmek için
57
58.
EN STANDARTLARINA GÖREÇELĐKLERĐN GÖSTERĐMĐ
Örnek: “G” işareti için
Çentik darbe enerjisi Muayene
sıcaklığı EN 10 025 ‘e göre yapı çelikleri
27J 40J 60J ºC S.....JRG1 kaynar dökülmüş
JR KR LR +20 S.....JRG2 durgun dökülmüş
J0 K0 L0 0 S.....J2G3 özel durgun dökülmüş ve normalize
edilmiş (yassı ürün)
J2 K2 L2 -20
S.....J2G4 teslim durumu serbest bırakılmış
J3 K3 L3 -30 (yassı ürün)
J4 K4 L4 -40
J5 K5 L5 -50 EN 10 155 ‘e göre hava etkilerine dayanıklı
J6 K6 L6 -60 yapı çelikleri
S.....G1 normalize edilmiş (yassı ürün)
Tablo: Çentik darbe enerjisi için ek semboller S.....G2 teslim durumu serbest bırakılmış
(yassı ürün)
58
59.
EN STANDARTLARINA GÖREÇELĐKLERĐN GÖSTERĐMĐ
St 37-2 S235JRG2
S235J2
St 37-3 S235J2G3
St 52-3 S355J2G3 S355J2
59
60.
EN STANDARTLARINA GÖREÇELĐKLERĐN GÖSTERĐMĐ
Çeliklerin Sınıflandırılmasına Bakış
A ) Ana kalite sınıfına göre: Temel Çelikler
Saflık derecesine, gevrek kırılmaya hassasiyetine, Kaliteli çelikler
sıcaktaki dayanç değerlerine vb. göre ayırma (Tablo 1) Özel çelikler
B ) Garanti konusuna göre:
Kimyasal bilişimine göre Alaşımsız çelikler
(Düşük-) alaşımlı çelikler
(Yüksek-) alaşımlı çelikler
(Avrupa standardı EN 10 020 ‘ye göre sadece alaşımsız ve
alaşımlı
Dayanç değerlerine göre Yapı çelikleri eskiden çekme dayancına göre, şimdi akma
sınırlarına göre
Đnce taneli yapı çelikleri akma dayancına göre
Çelik boru çekme dayancına veya akma sınırına göre
Isıl işlem durumlarına göre Sementasyon çelikleri
Islah çelikleri
Takım çelikleri
Kullanım özelliklerine göre Đnce plakalar
Beton çelikleri
Otomat çelikleri
Soğukta tok çelikleri
Yüksek sıcaklıkta dayançlı çelikler
Korozyona dirençli çelikler
Isıya dirençli çelikler
60
61.
EN STANDARTLARINA GÖREÇELĐKLERĐN GÖSTERĐMĐ
A ) ANA KALĐTE SINIFINA GÖRE SINIFLANDIRMA
Temel çelikler Kaliteli çelikler Özel çelikler
Metalik olmayan kalıntılar % 0.045’den daha düşük P, S ve % 0.035’den daha düşük P, S ve
nedeniyle azalan saflık temel çeliklere göre daha yüksek kaliteli çeliklere göre daha yüksek
saflık derecesi ve garanti saflık derecesi ve garanti
Çelik gösterimi Çelik gösterimi Çelik gösterimi
Yeni Eski Yeni Eski Yeni Eski
S185 St 33 S235J2G3 St 37-3 N X5CrNi18-10 X5CrNi18 9
S235JRG2 RSt 37-2 S355J0 St52-3 U X6Cr13 X 7 Cr 13
S355JR - S355J2G3 St 52-3 N 13CrMo4-5 13 CrMo 4 4
E335 St 60-2 S355 St E 355 P460NL EStE 460
E360 St 70-2 C 15 C 15 Ck15 Ck 15
St 37.0 St 37.0 C35 C 35 C35 E Ck 35
Tablo 1: Fosfor (P) ve kükürt (S) durumuna ve saflık derecesine göre dayanç
davranışlarına ve diğer özelliklerine göre sınıflandırma
61
62.
EN STANDARTLARINA GÖREÇELĐKLERĐN GÖSTERĐMĐ
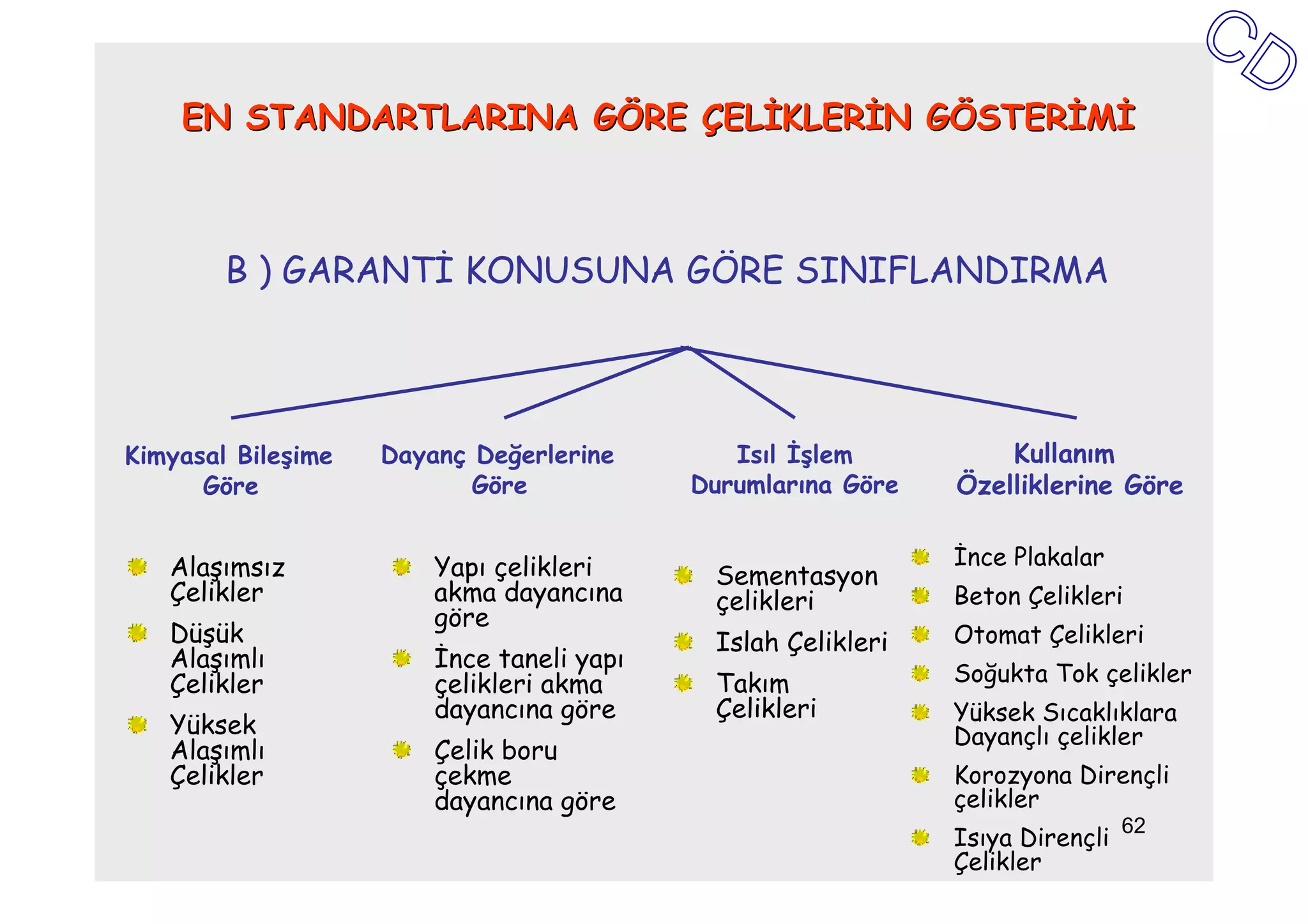
B ) GARANTĐ KONUSUNA GÖRE SINIFLANDIRMA
Kimyasal Bileşime Dayanç Değerlerine Isıl Đşlem Kullanım
Göre Göre Durumlarına Göre Özelliklerine Göre
Alaşımsız Yapı çelikleri Đnce Plakalar
Sementasyon
Çelikler akma dayancına çelikleri Beton Çelikleri
göre
Düşük Islah Çelikleri Otomat Çelikleri
Alaşımlı Đnce taneli yapı
Çelikler çelikleri akma Takım Soğukta Tok çelikler
dayancına göre Çelikleri Yüksek Sıcaklıklara
Yüksek Dayançlı çelikler
Alaşımlı Çelik boru
Çelikler çekme Korozyona Dirençli
dayancına göre çelikler
62
Isıya Dirençli
Çelikler
63.
EN STANDARTLARINA GÖREÇELĐKLERĐN GÖSTERĐMĐ
Kimyasal bileşimine göre sınıflandırma
Alaşım elementi Sınır
değer
% Ağırlık
Aliminyum Al 0.10
Kobalt Co 0.10
Krom Cr 0.30
Bakır Cu 0.40
Mangan Mn 1.65
Molibden Mo 0.08
Niobyum Nb 0.06
Nikel Ni 0.30
Silisyum Si 0.50
Titanyum Ti 0.05
Vanadyum V 0.10
Tungsten W 0.10
Tablo : Alaşımsız ve alaşımlı çeliklerin sınıflandırılması için sınır değerler
63
64.
EN STANDARTLARINA GÖREÇELĐKLERĐN GÖSTERĐMĐ
Kimyasal bileşimine göre sınıflandırma
Alaşımsız çelikler Örnek: Alaşımsız ıslah çeliği
“C” tanımlama işareti,
çeliğin karbondan başka Fosfor ve kükürt oranları < %0.045 (EN 10 083-2’ye göre C45
alaşım elementi içermediğini Alaşımsız karbon çeliği için tanımlama işareti
gösterir. Karbon oranı da % Karbon oranı %1/100
1/100 olarak verilir. Çelikleri
EN 10 083-1'e göre çok düşük P ve S oranlarına (<%0.035) C45 E
ayırt edebilmek ve belirli
ve yüksek saflığa sahip özel çelikler için tanımlama işareti
özelliklerini belirtebilmek Alaşımsız karbon çeliği için tanımlama işareti
için “C” harfinin arkasında Karbon oranı %1/100
başka tanımlama harfleri de
kullanılabilir. EN 10 083 kısım 1'e göre sınırlı fosfor ve kükürt oranları C45 R
(% 0.020 - 0.040)
Örneğin, “C” harfinden
sonraki E ve R gibi harfler
DIN EN 10 083’e göre,
alaşımsız ıslah çeliklerindeki
P ve S elementlerinin sınır
değerleri hakkında ipuçları
verir.
64
65.
EN STANDARTLARINA GÖREÇELĐKLERĐN GÖSTERĐMĐ
Kimyasal bileşimine göre sınıflandırma
Tablo 3: Tanım sayılarından alaşım
Düşük alaşımlı çelikler miktarlarını belirlemek amacıyla kullanılan
Düşük alaşımlı çelikler (DIN çarpım faktörleri
Standartlarına göre)
içerisinde toplam %5’ den Alaşım tanım
fazla alaşım elementleri sayısını Elementin
bulunduramazlar. Bütün bu oluşturmak için kimyasal
çeliklerde karbonu gösteren C kullanılan çarpım sembolü
harfi kalkmıştır. faktörü
Gösterimlerdeki ilk sayı % 1/100 Co, Cr, Mn,
olarak karbon oranını verir. 4
Ni, Si, W
Daha sonra içerisindeki ana
element kimyasal sembollerle Al, Be, Cu,
gösterilir. Bunun arkasından 10 Mo, Ta, Zr,
da alaşım tanımlama sayıları Nb, Ti, V, Pb
verilir.
100 C, N, P, S
Bu sayılar ayırma çizgisi ile
belirginleştirilmelidir.
Kısaltmalarda gösterilen 1000 B
elementlerin çelik içerisindeki
yüzdelerini bulabilmek için bu Örnek: Yüksek sıcaklıkta dayançlı yapı çeliği 13CrMo4-5
elementler için oluşturulmuş Karbon oranı % 1/100
çarpım faktörlerini (faktör 4, Alaşım elementleri (krom ve molibden)
10, 100) kullanmak gerekir.
Alaşım tanımlama sayısı (krom %1, molibden %0.5) 65
66.
EN STANDARTLARINA GÖREÇELĐKLERĐN GÖSTERĐMĐ
Kimyasal bileşimine göre sınıflandırma
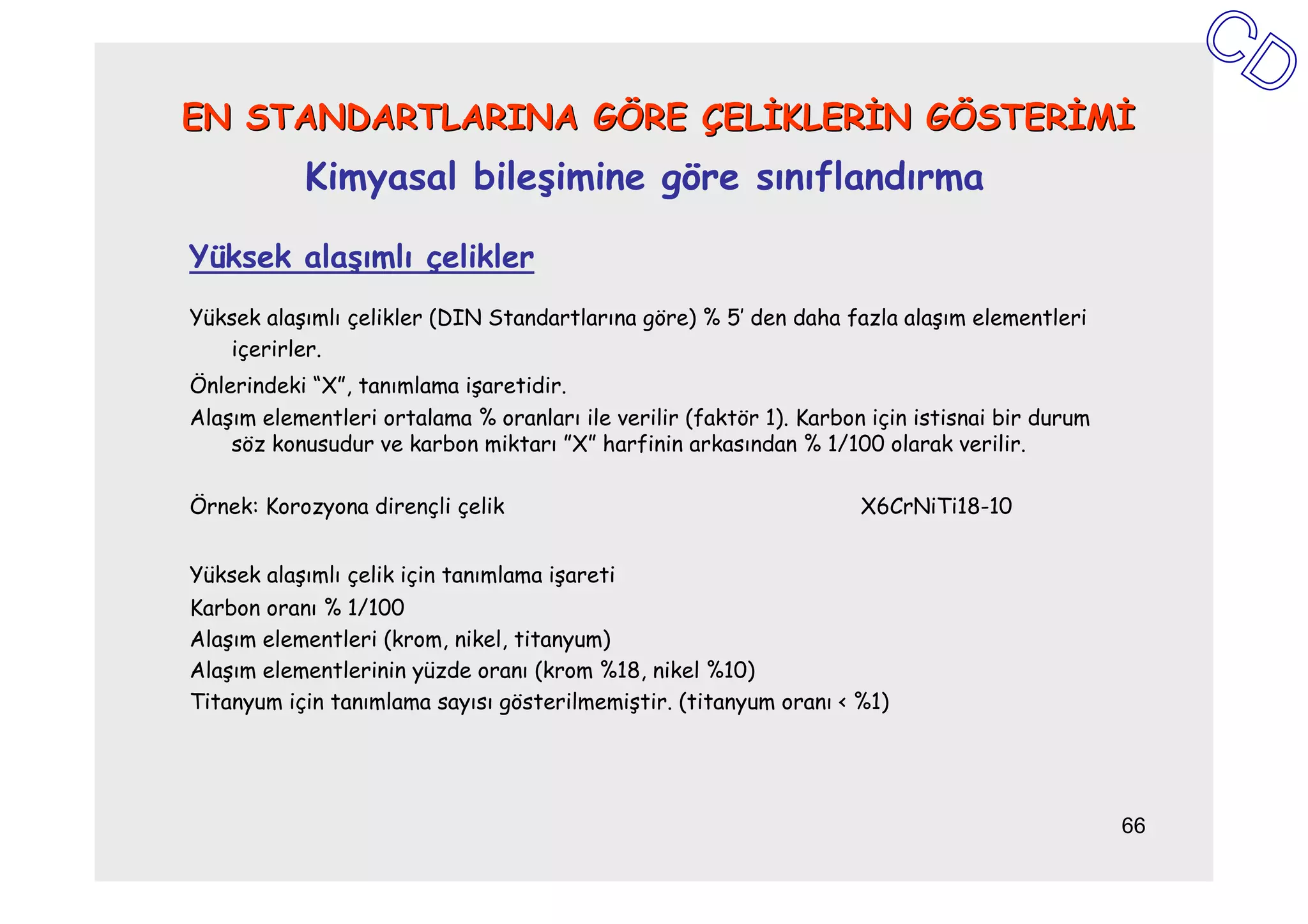
Yüksek alaşımlı çelikler
Yüksek alaşımlı çelikler (DIN Standartlarına göre) % 5’ den daha fazla alaşım elementleri
içerirler.
Önlerindeki “X”, tanımlama işaretidir.
Alaşım elementleri ortalama % oranları ile verilir (faktör 1). Karbon için istisnai bir durum
söz konusudur ve karbon miktarı ”X” harfinin arkasından % 1/100 olarak verilir.
Örnek: Korozyona dirençli çelik X6CrNiTi18-10
Yüksek alaşımlı çelik için tanımlama işareti
Karbon oranı % 1/100
Alaşım elementleri (krom, nikel, titanyum)
Alaşım elementlerinin yüzde oranı (krom %18, nikel %10)
Titanyum için tanımlama sayısı gösterilmemiştir. (titanyum oranı < %1)
66
67.
EN STANDARTLARINA GÖREÇELĐKLERĐN GÖSTERĐMĐ
Kimyasal Bileşime Göre
Alaşımsız Düşük Alaşımlı Yüksek Alaşımlı
Çelikler Çelikler Çelikler
• C10 • 10CrMo9-10 • X2CrNiMoN 25-6-2
P ve S oranları <%0,045 C %0,10 C %0,02
C %0,10 Alaşım elementleri Cr ve Mo Alaşım elementleri
Cr %2,25 Cr ,Ni ,Mo ve N
• C15 E Mo % 1 Cr %25
P ve S Ni % 6
oranları<%0,035 Mo % 2
C % 0,15 N <%1 67
68.
EN STANDARTLARINA GÖREÇELĐKLERĐN GÖSTERĐMĐ
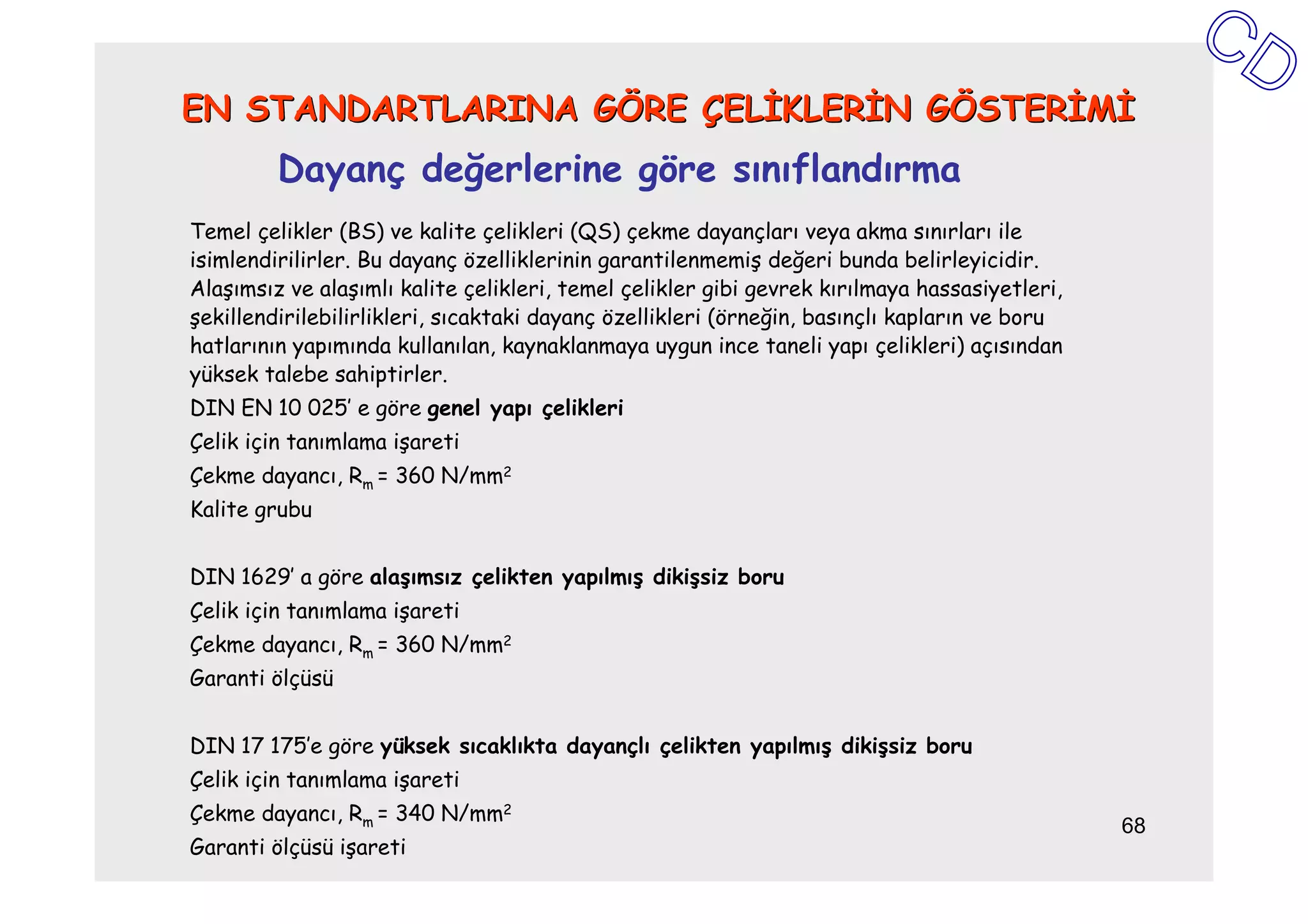
Dayanç değerlerine göre sınıflandırma
Temel çelikler (BS) ve kalite çelikleri (QS) çekme dayançları veya akma sınırları ile
isimlendirilirler. Bu dayanç özelliklerinin garantilenmemiş değeri bunda belirleyicidir.
Alaşımsız ve alaşımlı kalite çelikleri, temel çelikler gibi gevrek kırılmaya hassasiyetleri,
şekillendirilebilirlikleri, sıcaktaki dayanç özellikleri (örneğin, basınçlı kapların ve boru
hatlarının yapımında kullanılan, kaynaklanmaya uygun ince taneli yapı çelikleri) açısından
yüksek talebe sahiptirler.
DIN EN 10 025’ e göre genel yapı çelikleri
Çelik için tanımlama işareti
Çekme dayancı, Rm = 360 N/mm2
Kalite grubu
DIN 1629’ a göre alaşımsız çelikten yapılmış dikişsiz boru
Çelik için tanımlama işareti
Çekme dayancı, Rm = 360 N/mm2
Garanti ölçüsü
DIN 17 175’e göre yüksek sıcaklıkta dayançlı çelikten yapılmış dikişsiz boru
Çelik için tanımlama işareti
Çekme dayancı, Rm = 340 N/mm2
68
Garanti ölçüsü işareti
69.
EN STANDARTLARINA GÖREÇELĐKLERĐN GÖSTERĐMĐ
Dayanç değerlerine göre sınıflandırma
DIN 17 172’ ye göre yanıcı sıvı ve gazların Çelik gösterimi
boru hattı için yapılmış çelik boru Eski Yeni
Çelik için tanımlama işareti St 37-2 S235JR
Akma dayancı bilgi işareti St 37.4 Hala
En düşük akma dayancı değeri, Re = 385 N/mm2 geçerli
Garanti ölçüsü işareti St 35.8 Hala
geçerli
DIN 17 102 (eski) - yeni DIN EN 10 113’e göre
kaynağa uygun ince taneli yapı çeliği Çelik gösterimi
(kullanım özelliklerine göre DIN EN 10 028’e Eski Yeni
de bakılabilir StE 385.7 Hala
geçerli
Çelik için tanımlama işareti
StE 355 S355N
Akma dayancı bilgi işareti veya 355M
En düşük akma dayancı değeri, Re = 355 N/mm2
N :Normalize edilmiş hadde durumu
M:Termomekanik haddelenmiş
69
70.
EN STANDARTLARINA GÖREÇELĐKLERĐN GÖSTERĐMĐ
Dayanç Değerlerine Göre
St 37-2 EN 10025
S 235 JR G2 Genel yapı çeliği
S 235 JR
Deoksidasyon türü
Akma Çentik darbe
dayancı tokluğu
• St E385 . 7 Yanıcı sıvı ve gazların boru
hattı için yapılmış çelik boru
akma garanti
dayancı min. Akma ölçüsü
bilgi dayancı işareti
70
işareti
71.
EN STANDARTLARINA GÖREÇELĐKLERĐN GÖSTERĐMĐ
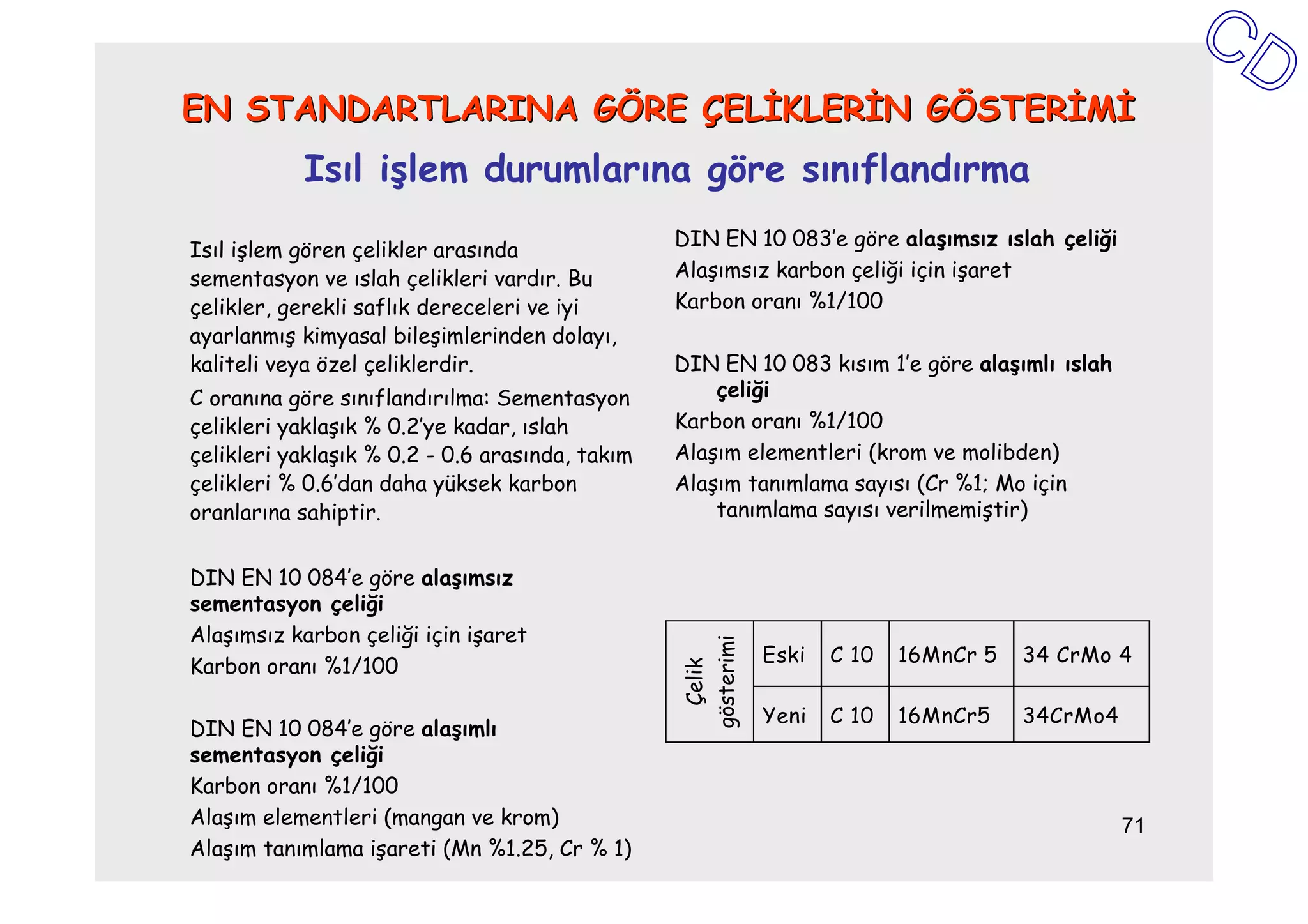
Isıl işlem durumlarına göre sınıflandırma
DIN EN 10 083’e göre alaşımsız ıslah çeliği
Isıl işlem gören çelikler arasında
sementasyon ve ıslah çelikleri vardır. Bu Alaşımsız karbon çeliği için işaret
çelikler, gerekli saflık dereceleri ve iyi Karbon oranı %1/100
ayarlanmış kimyasal bileşimlerinden dolayı,
kaliteli veya özel çeliklerdir. DIN EN 10 083 kısım 1’e göre alaşımlı ıslah
C oranına göre sınıflandırılma: Sementasyon çeliği
çelikleri yaklaşık % 0.2’ye kadar, ıslah Karbon oranı %1/100
çelikleri yaklaşık % 0.2 - 0.6 arasında, takım Alaşım elementleri (krom ve molibden)
çelikleri % 0.6’dan daha yüksek karbon Alaşım tanımlama sayısı (Cr %1; Mo için
oranlarına sahiptir. tanımlama sayısı verilmemiştir)
DIN EN 10 084’e göre alaşımsız
sementasyon çeliği
Alaşımsız karbon çeliği için işaret
gösterimi
Eski C 10 16MnCr 5 34 CrMo 4
Karbon oranı %1/100
Çelik
Yeni C 10 16MnCr5 34CrMo4
DIN EN 10 084’e göre alaşımlı
sementasyon çeliği
Karbon oranı %1/100
Alaşım elementleri (mangan ve krom) 71
Alaşım tanımlama işareti (Mn %1.25, Cr % 1)
72.
EN STANDARTLARINA GÖREÇELĐKLERĐN GÖSTERĐMĐ
Isıl işlem durumlarına göre sınıflandırma
Sementasyon Çelikleri
Sementasyon çelikleri relatif olarak düşük karbon oranına sahip yapı
çelikleridir. Bunlar, yüzeyleri genellikle karbonlama veya karbonitrürleme ile
sertleştirilmiş yapı elemanlarında kullanılırlar. Sementasyonla sertleştirilmiş
yapı elemanları kural olarak yüzeyde merkeze göre çok daha yüksek bir
sertlik gösterirler.
DIN EN 10084 göre Sementasyon
çelikleri Aşağıdaki işlem durumları mevcut olabilmektedir:
C10; Ck10
C15; Ck15; Cm15 C: Kesilebilirlik için işlem görmüş
17Cr3 G: Yumuşama tavına tabi olmuş (küresel
karbürler)
20Cr4; 20CrS4
BF: Dayanç için işlem görmüş
16MnCr5; 16 MnCrS5 BG: Ferrit-perlit yapı için işlem görmüş
20MoCr4; 20MoCrS4
22CrMoS3-5 Đşlem durumuna göre farklı temel sertlikler
21NiCrMo2; 21NiCrMoS2 sağlanmaktadır.
15CrNi6 72
17CrNiMo6
73.
EN STANDARTLARINA GÖREÇELĐKLERĐN GÖSTERĐMĐ
Isıl işlem durumlarına göre sınıflandırma
Islah Çelikleri
Islah çelikleri makine imalat çelikleridir. Bunlar kimyasal bileşimleri
sebebiyle sertleşmeye uygundur ve ıslah edilmiş halde verilen çekme
dayancının yanı sıra iyi tokluk özellikleri gösterirler
DIN EN 10083 standardı gösterim sistemi standardı DIN EN
10027’den önce hazırlandığından, aşağıda verilen kısaltmalar mevcut
en son durum ile uyumlu değildir. Yani, bir değişikliğin yapılacağı
hesaba katılmak üzeredir.
Islah çelikleri sertleştirme için uygun olduğundan kaynağa
uygunlukları düşükten kötüye kadar değerlendirilmektedir.
73
EN STANDARTLARINA GÖREÇELĐKLERĐN GÖSTERĐMĐ
Isıl Đşlem Durumlarına Göre
• C 10 Alaşımsız sementasyon çeliği
alaşımsız
karbon
çeliği C %0,1
işareti
• 16MnCr5 Alaşımlı sementasyon çeliği
C % 0,16 Mn %1,25
alaşım
elementleri Cr < %1
75
76.
EN STANDARTLARINA GÖREÇELĐKLERĐN GÖSTERĐMĐ
Kullanım Özelliklerine Göre
Otomat Çelikleri, düşük mekanik özelliklere sahip, kaynağa
uygunluğu kötü, talaş kaldırma işlemi kolay olan çeliklerdir.
9S20
10SPb20
35S20
X10CrNiS18 9
Paslanmaz Çelikler, yüksek alaşımlı çeliklerdir.
X5CrNi 18-10
X6CrNiMoTi 17-12-2
76
77.
EN STANDARTLARINA GÖREÇELĐKLERĐN GÖSTERĐMĐ
Kullanım Özelliklerine Göre
Yüksek sıcaklıkta dayançlı çelikler, basınçlı kap çeliklerinin
yassı ürünleri olarak anılan, sıcaklık özellikleri olan alaşımlı
ve alaşımsız çeliklerdir.
P265GH
P355GH
16Mo3
13CrMo4-5
Düşük sıcaklıkta tok çelikler
14Ni6
X8Ni9
77
78.
EN STANDARTLARINA GÖREÇELĐKLERĐN GÖSTERĐMĐ
Kullanım Özelliklerine Göre
Đnce taneli yapı çelikleri, normalize edilerek veya
termomekanik haddelenerek ince taneli yapıya sahip olan
çeliklerdir.
S275N
S275NL
S355M
S460ML
Hava etkilerine dayanıklı çelikler, atmosferik korozyona
karşı yüksek direnç gösteren alaşımlı çelikler.
S235J0W
S355K2G2W 78
79.
AMERĐKAN STANDARTLARINA GÖREÇELĐKLERĐN
GÖSTERĐMĐ
N Beraber çalışan organizasyonlar
KA INA
ERĐLAR bir metal parçasını kolayca
AM RM E tanıyabilmek için bir
NO GÖR numaralandırma sistemi
geliştirdiler.
•Otomotiv Mühendisleri Cemiyeti (SAE)
Society of Automotive Engineers
•Amerikan Test ve Malzeme Cemiyeti(ASTM)
American Society for Testing and Materials
•Amerikan Demir ve Çelik Enstitüsü (AISI)
American Iron and Steel Institute
•Amerikan Ulusal Standartlar Enstitüsü (ANSI)
American National Standarts Institute
•Alüminyum Birliği (AA)
79
Aluminium Association
80.
AMERĐKAN STANDARTLARINA GÖREÇELĐKLERĐN
GÖSTERĐMĐ
SAE KARBON ÇELĐĞĐ VE ALAŞIMLARI
- Farklı çelikler için çoğunlukla 4 hane (3 veya 5)
- Birinci hane çeliğin çeşidini verir.
- Đkinci hane, birinci hane tarafından temsil edilen
baskın alaşımın yaklaşık % sini verir.
- Son iki hane ortalama karbon içeriğinin % sini verir.
- Ör. 1050
1=karbon çeliği, 0=baskın alaşım yok, 50=% 0,5
karbon
80













































![EN STANDARTLARINA GÖRE ÇELĐKLERĐN GÖSTERĐMĐ
Isıl işlem durumlarına göre sınıflandırma
DIN EN 10083’e göre Islah Çelikleri
Normalize edilmiş Islah edilmiş
Çelik türü Re Rm A Re Rm A KV
2
[N/mm ] [N/mm2] [%] [N/mm2] [N/mm ]2
[%] [J]
2C22: 3C22 210-240 410-43 24 290-340 470-660 20 50
2C25: 3C25 230-260 440-470 22 320-370 500-700 19 45
2C30: 3C30 230-280 460-510 20 300-400 500-750 18 40
2C35: 3C35 245-300 500-550 18 320-430 550-780 17 35
2C40: 3C40 260-320 530-580 16 350-460 600-800 16 30
2C45: 3C45 275-340 560-620 14 370-490 630-850 16 30
2C50: 3C50 290-355 590-650 12 400-520 650-900 13 -
2C55: 3C55 300-370 620-680 11 420-550 700-950 12 -
2C60: 3C60 310-380 650-710 10 450-580 750-1000 11 -
28Mn6 290-345 590-630 17 440-590 650-950 13 40
38Cr2 - - - 350-550 600-950 14 35
46Cr2: 46CrS2 - - - 400-650 650-1100 12 35
34Cr4: 34CrS4 - - - 460-700 700-110 12 40
37Cr4: 37CrS4 - - - 510-750 750-1150 11 35
41Cr4: 41CrS4 - - - 560-800 800-1200 11 35
25CrMo4: 25CrMoS4 - - - 400-700 650-110 12 45
34CrMo4: 34CrMoS4 - - - 450-800 700-1200 11 45
42CrMo4: 42CrMoS4 - - - 500-900 750-1300 10 35
50CrMo4 - - - 550-900 800-1300 9 30
36CrNiMo4 - - - 550-90 750-1300 10 45
34CrNiMo6 - - - 600-1000 800-1400 9 45
30CrNiMo8 - - - 700-1050 900-1450 9 45
36CrNiMo16 - - - 800-1050 1000-1450 9 45
51 CrV12 - - - 600-900 800-1300 9 30
74](https://image.slidesharecdn.com/celikler-120622075337-phpapp02/75/Celikler-74-2048.jpg)