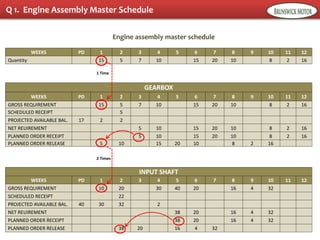
1. Phil Harris, the Production Control Manager at Brunswick Motors, wants to illustrate time-phased requirements planning using an example with the company's Model 1000 engine. He prepares a master schedule for the engine over 12 weeks.
2. Phil considers two components for the engine, the gear box and input shaft. He includes their manufacturing lead times and product structure. The gear box takes 2 weeks to produce and the input shaft takes 3 weeks.
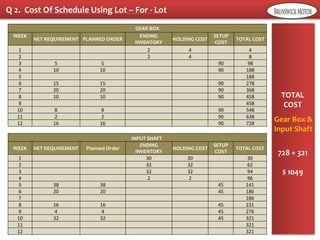
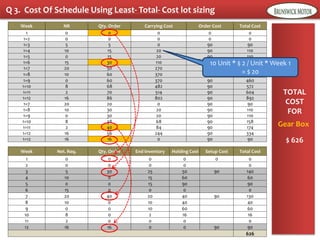
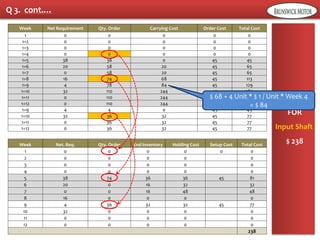
3. Phil plans to use MRP worksheets and make assumptions about starting inventory levels and scheduled deliveries for the gear box and input shaft. He will calculate net requirements and planned order releases using lot-for-lot ordering.


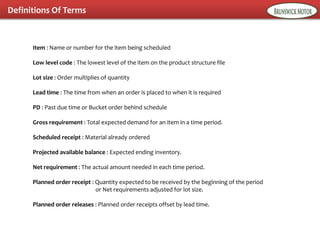




































![Pushandpullproductionsystems chap7-ppt-100210005527-phpapp01[1]](https://cdn.slidesharecdn.com/ss_thumbnails/pushandpullproductionsystems-chap7-ppt-100210005527-phpapp011-111202191538-phpapp01-thumbnail.jpg?width=640&height=640&fit=bounds)































