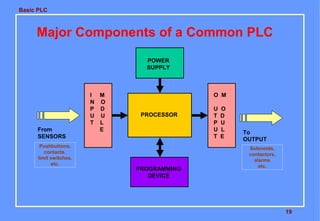
This document provides an overview of a basic PLC training course. It describes the major components of a PLC including the processor, memory, I/O modules, and programming device. It also outlines the course contents which will cover the history of PLCs, programming concepts, applications, and troubleshooting. The objectives are for participants to understand PLC components, programming, applications, and basic troubleshooting.