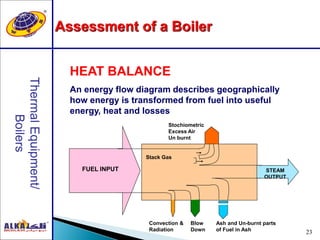
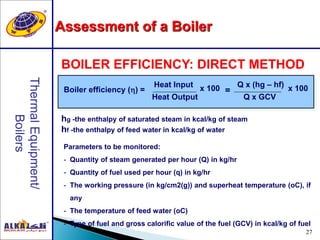
The document discusses energy efficiency opportunities for improving steam boilers. It provides an overview of assessing boiler performance through heat balance calculations and determining thermal efficiency. Key areas covered include proper water treatment to prevent scaling, effective blowdown procedures, and maintaining optimal stack temperatures, combustion air preheating, and excess air levels to maximize efficiency. The document recommends various maintenance, control, and design upgrades to minimize heat losses and maximize boiler output.