Документ описывает полезную модель устройства для термогазодинамического напыления, которая включает источники сжатого газа и сопловой узел из трех частей, предназначенных для улучшения скорости и температуры наносимого потока. Целью разработки является расширение возможностей напыления материалов, включая более тугоплавкие компонеенты, с минимальным абразивным воздействием на оборудование. Устройство представляет собой инновационное решение в области термического напыления, обеспечивающее высокое качество покрытий.

![BY 6865 U 2010.12.30
2
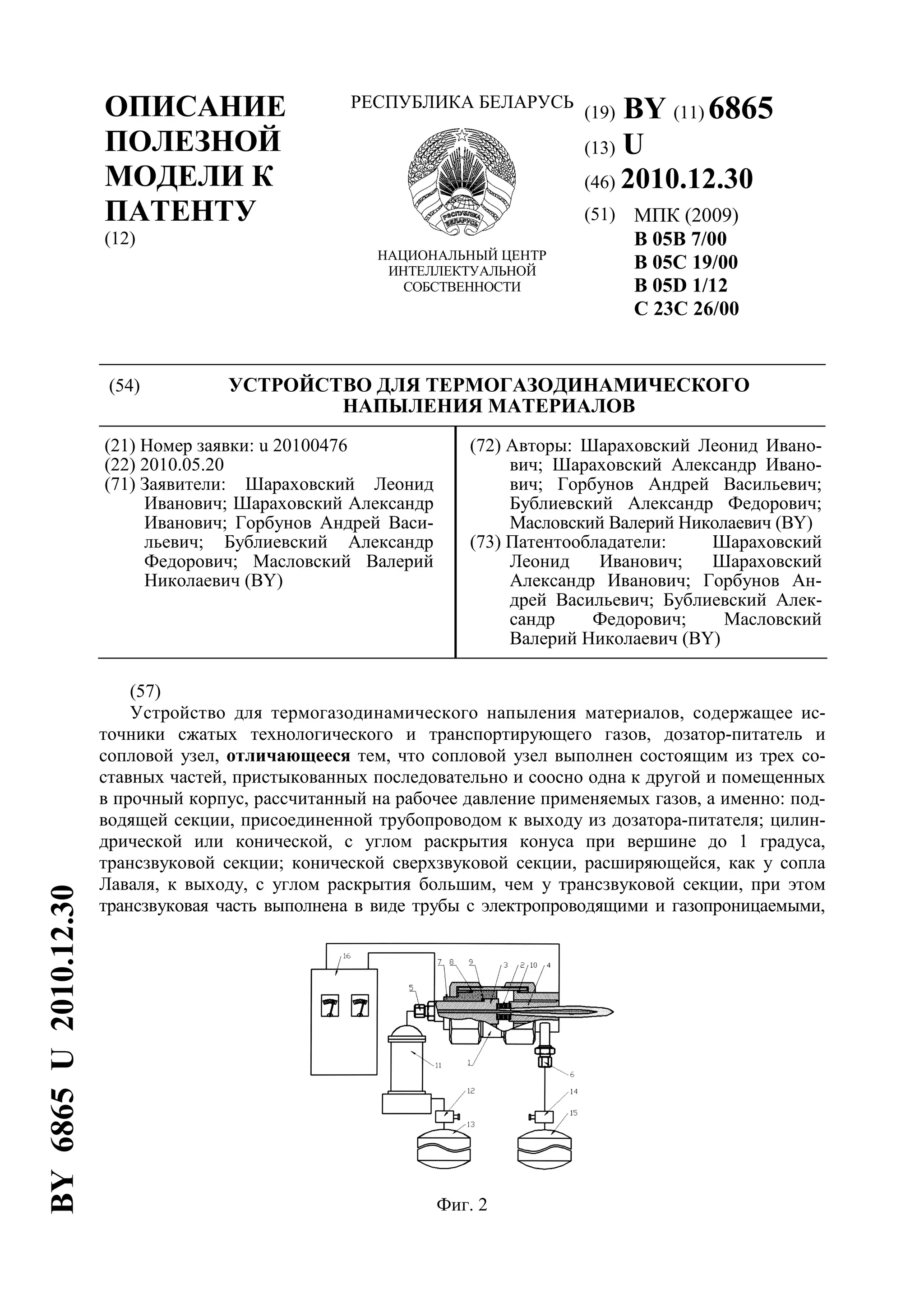
например, пористыми стенками и подключена к источнику электропитания с возможно-
стью пропускания через нее электрического тока для нагрева, а полость прочного корпуса
соединена магистралью с источником технологического чистого газа без частиц.
(56)
1. What is thermal spray? Inform. Page of International Thermal Spray Association.
www.thermalspray.org.
2. The processes of thermal spray. Page of ASM Thermal Spray Society.
http://asmcommunity.asminternational.org/portal/site/tss/.
3. Патент США 4 416 421, 1983.
4. TriplexPro-200 Advanced Plasma Spray Gun. Рекламный проспект, выпуск 2, March
2006, С. 8, http://www.iwsco.co.kr/cgi/data/Product Data Sheets/TriplexPro.pdf.
5. Патент США 7 491 907, 2009.
6. Li W-Y., Liao H., Wang H-T., Li C-J., Zhang G., Coddet C. Optimal Design of a Conver-
gent-Barrel Cold Spray Nozzle by Numerical Method. Applied Surface Science, 253 (2006), pp.
707-713. Available at www.sciencedirect.com.
7. Патент США 2006/0040048 A1, 2006.
8. А.с. СССР 1674585 A1, МПК С 23С 26/00, 1993.
9. Патент США 5 302 414, 1994.
10. Патент США 6 139 913, 2000.
11. Wen-Ya Li, Chang-Jiu Li. Optimal Design of a Novel Cold Spray Gun Nozzle at a Limi-
ted Space. Journal of Thermal Spray Technology.- Vol. 14(3), 2005.- Р. 391-396.
12. Hackett C.M., Settles G.S. The Influence of Nozzle Design on HVOF Spray Particle Ve-
locity and Temperature. Proc. Of the 8th
National Thermal Spray Conference, Houston, Texas,
Sept. 11-15, 1995.
13. Kosarev V., Klinkov S., Sova A. Recently Patented facilities in Cold Spray Engineering.
Recent Patents on Engineering, 2007.- Р. 35-42.
14. Патент США 2006/0027687 A1, 2006.
Полезная модель относится к области напыления дисперсных материалов с целью по-
лучения износостойких, термостойких, коррозионно-стойких и других покрытий деталей
машин и конструкций со специальными свойствами.
Термическое напыление дисперсных материалов является важной и перспективной
областью современной технологии, с широко развитым во многих странах производством
как основного, так и сопутствующего оборудования и материалов.
К настоящему времени известно большое разнообразие напылительного оборудова-
ния, реализующего множество технологических принципов этого процесса [1-4]. Наибо-
лее наглядно это разнообразие можно представить согласно [4] в координатах:
температура и скорость частиц материала в процессе напыления (фиг. 1). Эти параметры
являются наиболее важными, определяющими виды напыляемых материалов и качество
получаемых покрытий в отношении плотности и адгезии к напыляемой поверхности.
На фиг. 1 изображены области параметров современных технологий по температуре и
скорости частиц напыляемых материалов согласно [4].
На фиг. 2 - принципиальная схема устройства, реализующего предлагаемый метод при
Джоулевом нагреве.
На фиг. 3 предлагаемое устройство изображено в увеличенном виде.
Как видно из фиг. 1, плазменное оборудование позволяет достигать наиболее высоких
температур частиц, но скорость их ограничена диапазоном 70-350 м/с, так как известные
напылительные плазмотроны позволяют вводить дисперсный материал в плазменную](https://image.slidesharecdn.com/6865-151010204252-lva1-app6891/85/6865-2-320.jpg)
![BY 6865 U 2010.12.30
3
струю только за соплом, в поперечном к струе направлении. Из-за низкой плотности
плазмы частицы материала ускоряются здесь неэффективно, а наиболее крупные и тяже-
лые пробивают струю и уходят из нее. Чтобы устранить этот недостаток, фирма Zultzer-
Metco разработала напылительный плазмотрон TriplexPro-200 с осесимметричным вводом
материала с трех сторон, достигнув таким образом скоростей частиц до 550 м/с [4]
(фиг. 1). Однако и это не позволило достигнуть скоростей, характерных для оборудования
пламенного высокоскоростного кислородно-топливного напыления, впервые разработан-
ного Браунингом (оборудование для HVOF процесса - High Velocity Oxygen-Fuel) [3], -
700 м/с и тем более - для оборудования газодинамического холодного напыления ("kinetic
spray" согласно [4], термину, иногда применяемому к этому процессу за рубежом) - 850 м/с и
более [1-4].
Еще одна попытка улучшения параметров плазменного напылительного оборудования
представлена в [5]. Здесь авторы использовали для ввода дисперсного материала кольце-
вую коническую струю транспортирующего газа, окружающую осевую цилиндрическую
плазменную струю, генерируемую плазмотроном высокого давления с рабочим давлением
0,2-0,4 МПа. Коническая струя с частицами материала сужается по направлению к выходу
из аппарата, смешиваясь с центральной плазменной струей и ускоряясь вместе с ней внут-
ри профилированного или непрофилированного сопла за счет перепада давления в аппа-
рате и наружной атмосфере.
Недостатком этой конструкции является то, что частицы материала вводятся в плаз-
менную струю хотя и симметрично, но с периферии, перемешиваясь с ней вдоль потока по
мере движения. Поэтому концентрация твердых частиц в пограничных слоях потока, вза-
имодействующих со стенками сопла, особенно высока, и защита его стенок от воздей-
ствия горячего двухфазного потока практически отсутствует, что подвергает сопло
интенсивному износу. Кроме сопла, анод плазмотрона работает также в очень теплона-
пряженных условиях из-за его малых размеров, ограниченных надетым на него кониче-
ским соплом для подачи дисперсного материала, при высокой температуре и давлении
плазмы во внутреннем канале очень малого диаметра, где горит электрическая дуга, и
очень ограниченном газовом охлаждении по наружной поверхности. Еще одним неблаго-
приятным обстоятельством является то, что в такой конструкции температура струи с ча-
стицами всегда сильно превышает температуру окружающих ее охлаждаемых стенок
сопла - тепловой поток здесь направлен от плазменной струи к стенкам сопла. При попа-
дании даже слегка оплавленных частиц материала на более холодные стенки это стимули-
рует их застывание и "примерзание" к холодной поверхности, нарушая работу сопла. Так
как ускорение потока в данной конструкции происходит за счет расширения газа с одно-
временным падением давления и плотности в направлении к выходу, это уменьшает эф-
фективность ускорения частиц потоком, поскольку они ускоряются силой
аэродинамического сопротивления, а эта сила пропорциональна плотности потока. Значи-
тельное отставание частиц по скорости от газа внутри геометрического сопла убедительно
показано в [6] численным моделированием, причем оно формируется в сужающейся ча-
сти, а затем мало уменьшается в сверхзвуковой.
Чтобы уменьшить это отставание и улучшить прогрев частиц за счет увеличения вре-
мени пребывания в дозвуковой части потока высокой плотности, в [7] предложено снаб-
дить сопло удлиненной дозвуковой предкамерой перед сужающейся секцией сопла Лаваля.
Известно устройство для газодинамического напыления, запатентованное в СССР со-
гласно патенту [8, 9], принятое нами за прототип. Еще одно очень похожее устройство за-
патентовано в [10], отличаясь практически только некоторыми заявленными размерными
соотношениями (отношением площадей газовых трактов). В этих устройствах формирует-
ся двухфазная струя с частицами дисперсного материала, обладающая скоростью до
1200 м/с и температурой до 650 °С, достаточно низкой, чтобы предотвратить оплавление](https://image.slidesharecdn.com/6865-151010204252-lva1-app6891/85/6865-3-320.jpg)
![BY 6865 U 2010.12.30
4
поверхности частиц, при их размере до 200 мкм. Авторы [10] нашли, что это устройство
наиболее эффективно при размерах частиц дисперсного материала более 50 мкм.
В устройствах [8-10] содержится внешний нагреватель типа резистивного теплооб-
менника для нагрева потока технологического чистого газа без частиц, а перед сужаю-
щейся частью сопла смонтирована смесительная форкамера, перегороженная перфо-
рированной диафрагмой и соединенная с двумя параллельными пневмопроводами. При
этом в центральное отверстие диафрагмы помещен подвод первого пневмопровода транс-
портирующего газа с частицами материала, а весь объем смесительной камеры перед диа-
фрагмой соединен со вторым пневмопроводом, подводящим горячий технологический газ
от нагревателя. Таким образом, струя транспортирующего газа с частицами окружена в
форкамере параллельными струями горячего технологического газа, которые смешивают-
ся и поступают в сужающуюся часть сопла Лаваля.
Серьезным недостатком такой конструкции является интенсивное абразивное воздей-
ствие твердых частиц на сопло, особенно на его самое узкое критическое сечение, что
приводит к его ускоренному износу, увеличению диаметра и нарушению газодинамиче-
ского режима. Предотвратить это воздействие в данной конструкции невозможно, так как
подача воздуха в виде нескольких спутных струй во входную часть сопла неизбежно вы-
зывает интенсивную турбулизацию и быстрое перемешивание осевой запыленной струи с
периферийными струями чистого воздуха с образованием на стенках сопла запыленного
твердыми частицами пограничного слоя, механически интенсивно взаимодействующего с
материалом стенки. Эта проблема является типичной для сопла Лаваля, в котором самое
узкое критическое сечение всегда характеризуется локальным максимумом плотности то-
ка pv (p - плотность газа, v - его скорость), приводящим к максимальному обмену тепло-
вой и механической энергией именно в этом сечении, наиболее нагруженном, как это
известно из практики ракетных двигателей. Кроме того, численным моделированием [11]
и экспериментами [12] показано, что для эффективного разгона частиц и уменьшения их
отставания от газа, а также прогрева разгон целесообразно проводить в потоке с высокой
плотностью, а для этого хорошо иметь удлиненный трансзвуковой участок разгона. Кроме
того, прогрев частиц также более эффективен в дозвуковой части сопла с высокой плотно-
стью тока, чем в сверхзвуковой [13]. Для компенсации этого эффекта в [14] предложено
дополнительно прогревать частицы в сверхзвуковой части микроволновым излучением,
что существенно усложняет устройство.
Расчетные параметры напылительного устройства с хромитлантановым нагревателем
Газ
P T H k G N d D I U v
МПа K МДж/кг г/с кВт мм мм А В м/с
N2 1 1500 1,13 1,3 20 22,6 5,4 13,4 379 59,7 1260
N2 3,5 1500 1,13 1,3 20 22,6 2,8 10,8 322 70,2 1470
He 1 1500 7,15 1,66 7 50 4,9 12,9 548 91,2 3066
He 3,5 1500 7,15 1,66 7 50 2,6 10,6 472 106 3440
Обозначения: Р - рабочее давление; Т - температура газа; H - энтальпия; k - показатель
адиабаты; G - расход газа; N - мощность нагревателя; d - диаметр канала в звуковом сече-
нии; D -диаметр струи на выходе из сопла; I - ток; U - напряжение; v - скорость струи.
Целью настоящей полезной модели является улучшение качества и технологических
возможностей оборудования для высокоскоростного газодинамического напыления в сто-
рону расширения гаммы наносимых материалов с обеспечением возможности нанесения
более тугоплавких и твердых компонентов по сравнению с применяемыми сегодня за счет
достижения более высоких температур и скоростей двухфазной струи, при одновремен-
ном уменьшении абразивного воздействия напылительной струи на напылительное
устройство.](https://image.slidesharecdn.com/6865-151010204252-lva1-app6891/85/6865-4-320.jpg)














































































