Документ описывает полезную модель станка для магнитно-абразивной обработки прямозубых зубчатых колёс внутреннего зацепления, разработанного Белорусским государственным аграрным техническим университетом. Станок включает в себя с-образную станину, магнитную систему и уникальные конструкции, обеспечивающие повышенную производительность и качество обработки. Модель нацелена на решение проблем, связанных с существующими методами обработки зубчатых колёс, и содержит детали с инновационными особенностями для улучшения рабочих характеристик.

![BY 6961 U 2011.02.28
2
диском поверхности конуса, сопряженное с внутренней поверхностью выполненного в
виде цилиндрической трубы борта, наружный диаметр которого равен диаметру ведущего
диска, причем в углублении установлена копирующая его форму вставка толщиной 4…6 мм,
выполненная из диамагнитного материала, причем борта имеют с верхнего края до встав-
ки расположенные симметрично относительно оси ведущего колеса вертикальные прорези
шириной 10...15 мм, а на вставку соосно с ведущим диском установлено прямозубое зуб-
чатое колесо внутреннего зацепления с возможностью его фиксации в горизонтальном
положении с помощью ввинченных в борт ведущего диска винтов с горизонтальными
осями, причем пространство между внутренней стенкой борта и цилиндрической наруж-
ной поверхностью зубчатого колеса заполнено ферромагнетиком, имеющим высокий по-
казатель магнитной проницаемости, например порошком технического железа, а прижимной
диск расположен с двумя минимальными зазорами 1…3 мм внутри прямозубого зубчатого
колеса внутреннего зацепления соосно ему и имеет форму пластины с верхней и нижней
поверхностями в виде эллипса с отношением большего диаметра к меньшему, равным
2…5, и вертикальными боковыми стенками, установленной с перекрытием ширины зубча-
того венца на 1…2 мм сверху и снизу и закрепленной на нижнем конце стержня, связанного
с приводом возвратно-поступательных перемещений вдоль и вращения вокруг его оси.
(56)
1. А.с. СССР 1030147, МПК B 24 B 31/00 // Бюл. № 27. - 1983.
2. Скойбеда А.Т. и др. Детали машин и основы конструирования. - Минск: Вышэйшая
школа, 2000. - С. 408.
Полезная модель относится к чистовой обработке изделий ферроабразивным порош-
ком (ФАП) в магнитном поле и может быть использована в различных отраслях машино-
строения при обработке рабочих поверхностей прямозубых зубчатых колес внутреннего
зацепления.
Известен станок для магнитно-абразивной обработки шариков [1], содержащий С-об-
разную станину и магнитную систему, состоящую из проходящего через станину ярма и
электромагнитных катушек, установленных на ведущем и прижимном дисках, первый из
которых связан с приводом вращения вокруг вертикальной оси, а второй - с приводом
возвратно-поступательных перемещений вдоль той же оси, причем на обращенных друг к
другу торцах дисков выполнены канавки полукруглого профиля, а в канавке каждого дис-
ка установлены вставки из диамагнитного материала, которые расположены поочередно
по обе стороны от оси симметрии полукруглого профиля канавки.
Такое устройство не позволяет производить качественную и производительную маг-
нитно-абразивную обработку рабочих поверхностей прямозубых зубчатых колес внутрен-
него зацепления.
Задачей, которую решает полезная модель, является повышение качества и произво-
дительности магнитно-абразивной обработки рабочих поверхностей прямозубых зубча-
тых колес внутреннего зацепления.
Поставленная задача решается с помощью станка для магнитно-абразивной обработки
прямозубых зубчатых колес внутреннего зацепления, содержащего C-образную станину и
магнитную систему, состоящую из проходящего через станину ярма и электромагнитных
катушек, установленных на нижнем ведущем и верхнем прижимном дисках, где привод
вращения ведущего диска выполнен с постоянно изменяющимся направлением, а сам ве-
дущий диск имеет в своей верхней поверхности углубление в виде обращенной вниз бо-
ковой соосной с ведущим диском поверхности конуса, сопряженное с внутренней
поверхностью выполненного в виде цилиндрической трубы борта, наружный диаметр ко-
торого равен диаметру ведущего диска, причем в углублении установлена копирующая
его форму вставка толщиной 4…6 мм, выполненная из диамагнитного материала, причем](https://image.slidesharecdn.com/6961-151010215223-lva1-app6891/85/6961-2-320.jpg)
![BY 6961 U 2011.02.28
3
борта имеют с верхнего края до вставки расположенные симметрично относительно оси
ведущего колеса вертикальные прорези шириной 10…15 мм, а на вставку соосно с ведущим
диском установлено прямозубое зубчатое колесо внутреннего зацепления с возможностью
его фиксации в горизонтальном положении с помощью ввинченных в борт ведущего дис-
ка винтов с горизонтальными осями, причем пространство между внутренней стенкой
борта и цилиндрической наружной поверхностью зубчатого колеса заполнено ферромаг-
нетиком, имеющим высокий показатель магнитной проницаемости, например порошком
технического железа, а прижимной диск расположен с двумя минимальными зазорами
1…3 мм внутри прямозубого зубчатого колеса внутреннего зацепления соосно ему и имеет
форму пластины с верхней и нижней поверхностями в виде эллипса с отношением большего
диаметра к меньшему, равным 2…5, и вертикальными боковыми стенками, установленной
с перекрытием ширины зубчатого венца на 1…2 мм сверху и снизу и закрепленной на
нижнем конце стержня, связанного с приводом возвратно-поступательных перемещений
вдоль и вращения вокруг его оси.
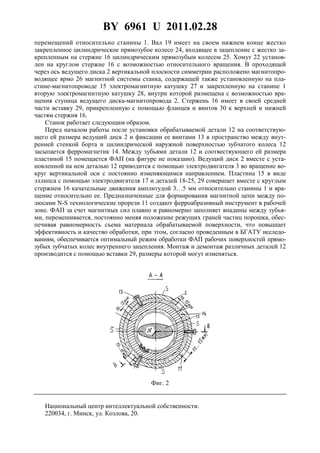
На фиг. 1 изображен общий вид станка и разрез B-B на фиг. 2; на фиг. 2 - разрез A-A
на фиг. 1.
Станок для магнитно-абразивной обработки прямозубых зубчатых колес внутреннего
зацепления содержит установленный с возможностью относительного перемещения на С-
образной станине 1 ведущий диск-магнитопровод 2. Ведущий диск 2 имеет привод вра-
щения вокруг вертикальной оси с постоянно изменяющимся направлением, для чего он
кинематически связан с электродвигателем 3 с помощью присоединенного к нему через
муфту 4 вала 5 с кривошипом камня 6, размещенного с возможностью перемещения внут-
ри паза расположенной в горизонтальной плоскости кулисы 7, прикрепленной своим кон-
цом к вертикальному валу 8, опирающемуся своим нижним концом на плоский упорный
подшипник-подпятник 9 [2], и закреплен на верхнем конце вала 8 с возможностью демон-
тажа и замены на ведущий диск других размеров (на фигуре не показано). Ведущий диск 2
имеет в своей верхней поверхности углубление в виде обращенной вниз боковой соосной
с ведущим диском поверхности конуса, сопряженное с внутренней поверхностью выпол-
ненного в виде цилиндрической трубы борта, наружный диаметр которого равен диаметру
ведущего диска, причем в углублении установлена копирующая его форму вставка 10
толщиной 4…6 мм, выполненная из диамагнитного материала, например алюминия, при-
чем борта имеют с верхнего края до вставки расположенные симметрично относительно
оси ведущего колеса вертикальные технологические прорези 11 шириной 10…15 мм с па-
раллельными стенками, а на вставку 10 соосно с ведущим диском установлено прямозубое
зубчатое колесо внутреннего зацепления 12 с возможностью его фиксации в горизонтальном
положении с помощью ввинченных в борт ведущего диска 2 винтов 13 с горизонтальными
осями, причем пространство между внутренней стенкой борта и цилиндрической наружной
поверхностью зубчатого колеса 12 заполнено ферромагнетиком 14, имеющим высокий
показатель магнитной проницаемости 100…150 мкГ/м, например порошком технического
железа типа ПЖ2М. Внутри прямозубого зубчатого колеса внутреннего зацепления 12
соосно ему и с двумя минимальными зазорами 1…3 мм относительно зубчатого колеса
расположена пластина 15 с верхней и нижней горизонтальными поверхностями в виде
эллипса с отношением большего диаметра к меньшему, равным 2…5, и вертикальными
боковыми стенками, установленная с перекрытием ширины зубчатого венца на 1…2 мм
сверху и снизу и закрепленная на нижнем конце стержня 16, связанного с приводом воз-
вратно-поступательных перемещений вдоль и вращения вокруг его оси. Этот привод со-
держит электродвигатель 17, направленный вниз вал которого с помощью муфты 18
соединен с валом 19. В средней части вала 19 своей центральной частью под углом к его
оси жестко закреплен круглый плоский диск 20. К периферийной части плоского диска 20
прижимается снизу пружиной растяжения 21 с помощью хомута 22 круглый стержень 16 с
присоединенной к его нижнему концу пластиной 15. Стержень 16 имеет на своем верхнем
конце сферический башмак 23 и возможность возвратно-поступательных и вращательных](https://image.slidesharecdn.com/6961-151010215223-lva1-app6891/85/6961-3-320.jpg)