Документ описывает полезную модель алмазного шлифовального круга, который включает медный сплав и гранулы из оксида и карбида бора для повышения качества обработки стекла и снижения расхода алмаза. Предлагаемая конструкция улучшает крепление алмазных зерен и предотвращает их выкрашивание, что ведет к стабильности профиля и меньшему износу инструмента. Результаты испытаний показывают улучшенные показатели качества обработки по сравнению с известными инструментами.
![BY 6954 U 2011.02.28
2
(56)
1. Кизиков Э.Д., Верник Е.Б., Кошевой Н.С. Алмазометаллические композиции. - Ки-
ев: Тэхнiка, 1988. - С. 22.
2. Кизиков Э.Д., Верник Е.Б., Кошевой Н.С. Алмазометаллические композиции. - Ки-
ев: Тэхнiка, 1988. - С. 29.
Полезная модель относится к области алмазного инструмента, а именно алмазоабра-
зивного, используемого для обработки стекла, хрусталя и других хрупких материалов.
Известен алмазный шлифовальный круг [1], включающий корпус и режущий алмазо-
носный слой, состоящий из связки выполненной из медного сплава, и закрепленных в ней
алмазных зерен при следующих соотношениях компонентов в связке, мас. %:
медь 80
олово 20.
Недостатком известного технического решения является значительный расход алмаза
при обработке стекла.
Наиболее близким к заявляемому техническому решению является алмазный шлифо-
вальный круг [2], включающий корпус и режущий алмазоносный слой, состоящий из
связки, выполненной из медного сплава и частиц оксида и карбида бора, в которой закре-
плены алмазные зерна, при следующих соотношениях компонентов в связке, мас. %:
медь 25-35
цинк 25-38
олово 19-22
карбид бора 6-12
оксид бора 4-8.
Недостатком известного технического решения является низкое качество обработки
стекла. При глубинном шлифовании стекла связка разрушается. Это вызвано тем, что час-
тицы карбида бора непрочно закреплены в медном сплаве и выкрашиваются в процессе
глубинного шлифования. Частицы оксида бора препятствуют взаимодействию металличе-
ских компонентов связки, в результате в медном сплаве присутствуют индивидуальные
частицы исходных компонентов, которые изнашиваются быстрее, чем окружающий
сплав. Следствием этого является быстрый неоднородный износ связки, что приводит к
изменениям профиля и формы пазов.
Задачей предлагаемого технического решения является повышение качества обработ-
ки стекла.
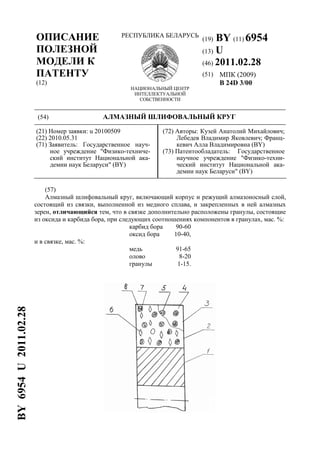
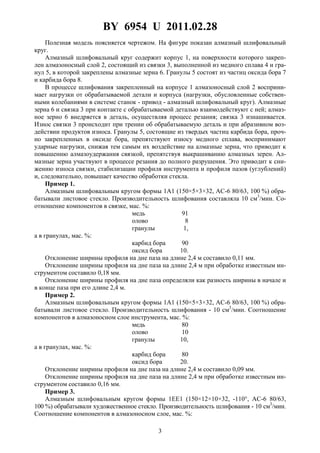
Задача решается тем, что в алмазном шлифовальном круге, включающем корпус и ре-
жущий алмазоносный слой, состоящий из связки, выполненной из медного сплава, и за-
крепленных в ней алмазных зерен, в связке расположены гранулы, содержащие оксид и
карбид бора, при следующих соотношениях компонентов в гранулах, мас. %:
карбид бора 90-60
оксид бора 10-40,
и в связке, мас. %:
медь 91-65
олово 8-20
гранулы 1-15.
Такая конструкция алмазного шлифовального круга обеспечивает не только более
прочное закрепление алмазных зерен в связке, но и предотвращает выкрашивание частиц
карбида бора из связки в процессе обработки стекла. Помимо этого, частицы карбида бора
в гранулах участвуют в процессе резания. Все это позволяет снизить износ связки, повы-
сить алмазоудержание и стабилизировать профиль пазов при глубинном шлифовании
стекла, т.е. повысить качество обработки.](https://image.slidesharecdn.com/6954-151010215217-lva1-app6892/85/6954-2-320.jpg)




























![757.концертные пьесы для русского народного оркестра [ноты] вып 2 партитура](https://cdn.slidesharecdn.com/ss_thumbnails/757-150606082418-lva1-app6892-thumbnail.jpg?width=640&height=640&fit=bounds)
![605.как под яблонькой [ноты]](https://cdn.slidesharecdn.com/ss_thumbnails/605-150606081058-lva1-app6891-thumbnail.jpg?width=640&height=640&fit=bounds)









![601.озорные наигрыши [ноты]](https://cdn.slidesharecdn.com/ss_thumbnails/601-150606081046-lva1-app6892-thumbnail.jpg?width=640&height=640&fit=bounds)
![661.березовый храм [ноты]](https://cdn.slidesharecdn.com/ss_thumbnails/661-150523210234-lva1-app6891-thumbnail.jpg?width=640&height=640&fit=bounds)
![563.пойду ль я, выйду ль я [ноты]](https://cdn.slidesharecdn.com/ss_thumbnails/563-150523205055-lva1-app6891-thumbnail.jpg?width=640&height=640&fit=bounds)
![713.концертные пьесы для русского народного оркестра [ноты] вып 3 партитура](https://cdn.slidesharecdn.com/ss_thumbnails/713-150523211043-lva1-app6892-thumbnail.jpg?width=640&height=640&fit=bounds)

![775.концертные пьесы для русского народного оркестра [ноты] вып 4 партитура](https://cdn.slidesharecdn.com/ss_thumbnails/775-150606082623-lva1-app6891-thumbnail.jpg?width=640&height=640&fit=bounds)






















