Документ описывает полезную модель устройства для нанесения слоя вещества на металлические детали с использованием энергии взрыва. Устройство включает взрывную камеру и два ускорителя, расположенных под углом друг к другу, что позволяет достигать высоких скоростей потока легирующего вещества и улучшает качество покрытия, избегая повреждений обрабатываемой поверхности. Благодаря использованию сопла лаваля для регулирующих опор, устройство расширяет технологические возможности процесса, позволяя равномерное нанесение слоя на площади от 100 мм и улучшая адгезию.

![BY 10271 U 2014.08.30
2
3. Патент РФ 2078661, МПК B 21D 26/06, 1997.
4. Патент РБ 3847, МПК B 23K 20/08, 2007 (прототип).
Полезная модель относится к порошковой металлургии, в частности к устройствам
для нанесения переходных слоев в многослойных композициях с применением энергии
взрыва, и может быть использована для получения многослойных материалов с особыми
физико-механическими свойствами.
Для получения композиционных материалов с уникальными свойствами нередко ис-
пользуется энергия взрыва, например: при сварке разнородных материалов взрывом, син-
тезе композиционных керамических материалов и гидровзрывной штамповке давлением
взрыва, упрочнении металлов взрывом и т.д. При высокоэнергетическом нагружении ме-
таллов потоками микрочастиц различного состава, ускоренных взрывом, получены со-
вершенно необычные изменения структуры и свойств на поверхности твердых тел.
Для получения высокоскоростных потоков наносимого на поверхность вещества не-
обходимы устройства (ускорители), позволяющие разогнать поток до скоростей 1000 м/с
и более. Одним из таких ускорителей является предлагаемое устройство.
Известно устройство для легирования металлов взрывом, включающее регулирующую
опору, контейнер для легирующего состава, размещенный на опоре, и обойму для заряда
взрывчатого вещества [1]. Однако известное устройство для легирования обеспечивает
получение в изделиях обработанных зон небольшого размера (диаметром 30-40 мм), что
ограничивает технологические возможности широкого применения процесса нанесения
слоя вещества на поверхность.
Известно также устройство для легирования взрывом, включающее недеформируемую
регулирующую опору, контейнер для легирующего состава и заряд взрывчатого вещества
[2]. Данное устройство предназначено для объемного упрочнения, обеспечивающего про-
никание ускоряемых частиц в объем материала, что может приводить к его разрушению.
Кроме того, при его использовании имеет место достаточно большой удельный расход
взрывчатого вещества.
Еще одним устройством является устройство для упрочнения взрывом, включающее
камеру, которая содержит корпус, состоящий из центральной части, крышки, днища и
предметного стола для установки на нем обрабатываемого материала. Крышка и днище
снабжены расположенными соосно центральными отверстиями. Предметный стол разме-
щен в верхней части отверстия крышки, а днище снабжено радиальными наклонными от-
верстиями, сопряженными с его центральным отверстием. Крышка может быть
выполнена в виде толстостенной трубы. Камера может быть снабжена рассекателем про-
дуктов взрыва в виде конуса, расположенным в центральном отверстии днища [3].
Однако указанное устройство позволяет проводить обработку деталей лишь за счет
давления, создаваемого продуктами взрыва, т.е. упрочнение материала осуществляется за
счет деформационных процессов. Нанесение слоя материала на обрабатываемую поверх-
ность неприемлемо. Размещение обрабатываемой детали на столе вблизи взрывчатых ве-
ществ может привести к серьезным повреждениям ее поверхности.
Еще одним недостатком является то, что устройство имеет один взрывной заряд, что
позволяет проводить одностороннюю обработку деталей и ограничивает технологические
возможности всестороннего легирования за один технологический цикл.
Решением, наиболее близким предложенному по технической сущности и принятым
за прототип, является устройство для упрочнения взрывом, включающее взрывную каме-
ру, предметный стол для размещения на нем обрабатываемого материала, верхнюю
крышку, днище и элементы крепления, камера имеет два взрывных ускорителя, располо-
женных под углом друг к другу, в которых размещены фокусирующие воронки, являю-](https://image.slidesharecdn.com/10271-151011100509-lva1-app6892/85/10271-2-320.jpg)
![BY 10271 U 2014.08.30
3
щиеся одновременно контейнерами для легирующего вещества в виде цилиндра со сфе-
рическим верхом. Ускорители выполнены из металлического корпуса, где размещается
взрывчатое вещество, детонатор и кумулятивная цилиндрическая воронка. Ускорители
соединены с регулирующими опорами, которые обеспечивают направление потока веще-
ства [4].
Однако указанное устройство имеет регулирующую опору в виде толстостенного ци-
линдра с фиксированным диаметром, что является существенным недостатком, так как
после подрыва заряда ускоряемый поток частиц порошка имеет ограничение по размеру
обрабатываемой площади, связанной с диаметром регулирующей опоры, высокую ско-
рость и плотность потока, который, попадая на поверхность обрабатываемой детали, при-
водит к дефектообразованию в виде кратеров и каверн, что требует дополнительной
механической обработки и снижает технологические возможности процесса. Кроме этого,
ускоритель с обычной цилиндрической формой канала (сопла) не позволяет регулировать
скорость и плотность потока наносимого вещества.
Технической задачей полезной модели является создание устройства для получения
высокоскоростных потоков вещества, наносимого на поверхность в виде покрытия без
проникания в объем материала, расширение технологических возможностей процесса на-
несения слоев на поверхность изделий без ее повреждения, что позволит избежать допол-
нительной механической обработки, а также в зависимости от режима процесса
производить нанесение слоев на поверхность большей площади ≥ 100 мм с хорошей адге-
зией.
Технический результат достигается тем, что в устройстве для упрочнения поверхности
металлических деталей, содержащем взрывную камеру, два взрывных ускорителя, соеди-
ненных с регулирующими опорами и расположенных под углом друг к другу, в которых
размещены фокусирующие воронки, являющиеся одновременно контейнерами для леги-
рующего вещества, взрывчатое вещество, детонатор, предметный стол для размещения на
нем обрабатываемого материала, верхнюю крышку, днище и элементы крепления, соглас-
но полезной модели, взрывные ускорители соединены с регулирующими опорами, выпол-
ненными в виде сопла Лаваля (фиг. 1).
Выбор регулирующей опоры в виде сопла Лаваля обеспечивает фокусировку и рас-
пределение потока вещества, что делает процесс контролируемым и позволяет расширить
технологические возможности нанесения напыляемого слоя, улучшить качество и увели-
чить площадь обрабатываемой поверхности. Анализ с прототипом показывает, что заяв-
ляемое устройство принципиально отличается конструктивными особенностями,
позволяющими достигнуть эффекта нанесения слоев на поверхности обрабатываемого ма-
териала в виде покрытия с хорошей адгезией и качества. Наличие технологического кана-
ла в виде сопла Лаваля (регулирующей опоры фиг. 2) с набором размерных параметров
центрального отверстия, подобранных экспериментально, позволяет сформировать поток
вещества со скоростями от 300 до 3000 м/с в зависимости от применяемого сопла.
Конструктивно-технологические параметры устройства с регулирующей опорой в ви-
де сопла Лаваля определены на основании оценки кинетических и динамических условий
процесса истечения газа из сопла Лаваля, распределения скоростей и давлений по оси со-
пла Лаваля, а также зависимости плотности массы потока от соотношения давлений вдоль
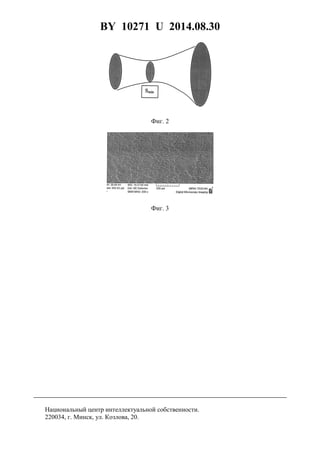
оси потока при адиабатических обратимых течениях. Наличие ускорителей с регулирую-
щими опорами в виде сопла Лаваля позволяет производить обработку поверхности без
повреждений (фиг. 3), обеспечивая ее модификацию и увеличивая эффективность устрой-
ства.
Анализ сферы применения данного устройства в условиях взрывной обработки мате-
риалов показывает, что ускорители, входящие в предлагаемое устройство, известны. Од-
нако при их применении с дополнительными изменениями в указанном конструктивном
решении и другими элементами в заявляемом устройстве для обработки поверхности ма-](https://image.slidesharecdn.com/10271-151011100509-lva1-app6892/85/10271-3-320.jpg)