Предложен алмазный шлифовальный круг с улучшенной конструкцией, включающей гранулы из оксида и нитрида бора, что значительно снижает удельный расход алмаза при обработке стекла и других хрупких материалов. Это достигается за счет более надежного закрепления алмазных зерен и уменьшения тепловыделения на контакте с обрабатываемым материалом. Испытания показали, что новизна конструкции позволяет увеличить производительность и стабильность работы инструмента.

![BY 6953 U 2011.02.28
2
(56)
1. Кизиков Э.Д., Верник Е.Б., Кошевой Н.С. Алмазометаллические композиции. - Ки-
ев: Тэхнiка, 1988. - С.80.
2. Галицкий В.Н., Курищук А.В., Муровский В.А. Алмазоабразивный инструмент на
металлических связках для обработки твердого сплава и стали. - Киев: Наукова думка,
1986. - С. 102.
Полезная модель относится к области алмазного инструмента, а именно алмазоабра-
зивному, используемому для обработки стекла, хрусталя и других хрупких материалов.
Известен алмазный шлифовальный круг [1], включающий корпус и режущий алмазо-
носный слой, состоящий из связки, выполненной из медного сплава, и закрепленных в ней
алмазных зерен при следующих соотношениях компонентов в связке, мас. %:
медь 80
олово 20.
Недостатком известного технического решения является значительный расход алмаза
при обработке стекла.
Наиболее близким к заявляемому техническому решению является алмазный шлифо-
вальный круг [2], включающий корпус и режущий алмазоносный слой, состоящий из связ-
ки, выполненной из медного сплава и частиц нитрида бора, в которой закреплены
алмазные зерна при следующих соотношениях компонентов в связке, мас. %:
медь 75,5
олово 18
сурьма 5
нитрид бора 1,5.
Недостатком известного технического решения является высокий удельный расход
алмаза при шлифовании стекла, обусловленный периодической потерей режущей способ-
ности из-за выкрашивания алмазных зерен из связки и частыми вскрытиями алмазоносно-
го слоя для восстановления его режущей способности.
Задачей предлагаемого технического решения является снижение удельного расхода
алмаза.
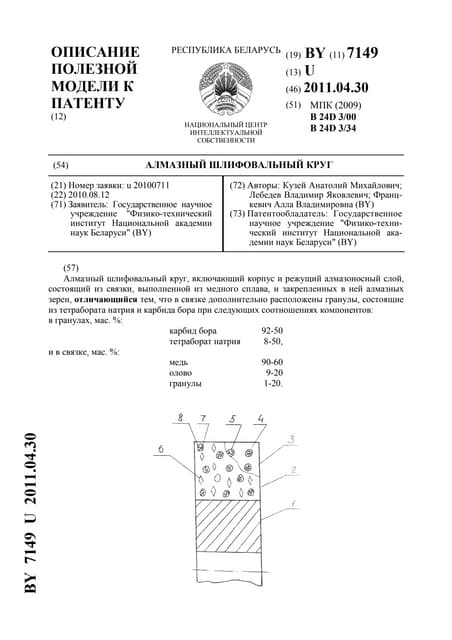
Задача решается тем, что в алмазном шлифовальном круге, включающем корпус и ре-
жущий алмазоносный слой, состоящий из связки и закрепленных в ней алмазных зерен, в
связке расположены гранулы из оксида бора и нитрида бора при следующих соотношени-
ях компонентов в грануле, мас. %:
оксид бора 97-15
нитрид бора 3-85,
и в алмазоносном слое, мас. %:
медь 93-58
олово 6-22
гранулы 1-20.
Такая конструкция алмазного шлифовального круга обеспечивает не только более
прочное закрепление алмазных зерен в связке, но и снижение тепловыделения в области
контакта алмазоносного слоя с обрабатываемым стеклом. Это вызвано тем, что оксид бора
на поверхности гранул взаимодействует с медным сплавом и частицами алмаза, повышая
прочность алмазоносного слоя и алмазоудержание. При этом нитрид бора в гранулах
обеспечивает снижение коэффициента трения алмазоносного слоя с обрабатываемым ма-
териалом. В результате этого алмазные зерна не выкрашиваются из связки, эксплуатиру-
ются до полного износа, стабилизируя режим резания и снижая число вскрытий
алмазоносного слоя. Следствием этого является снижение удельного расхода алмаза.](https://image.slidesharecdn.com/6953-151010215216-lva1-app6891/85/6953-2-320.jpg)