Downloaded 19 times




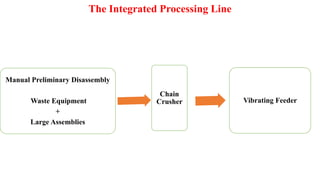
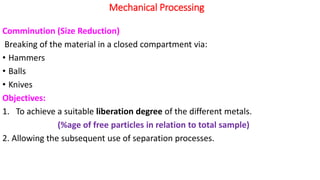
![The Integrated Processing Line
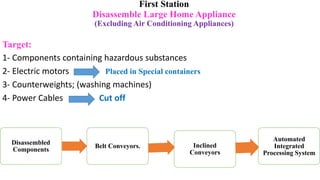
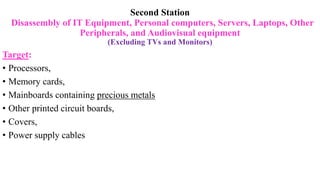
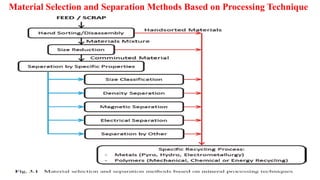
Target:
➢Preparation of high-purity concentration of waste fractions of:
o Metallic – (Ferrous and Non-Ferrous) Wastes
o Plastics.
Elements of the Integrated Processing Line:
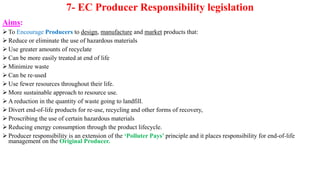
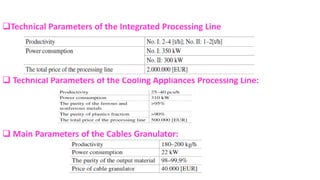
• Line No. I: For Large Home Appliances and Heavy Equipment
• Capacity: 2–4 [tonnes/h]
• Equipment:
• Belt conveyors and vibratory feeders
• Chain crusher
• Dust extraction systems
• Pneumatic sieves
• Separators: magnetic, eddy current, and electrostatic](https://image.slidesharecdn.com/ilovepdfmerged-200809102645/85/39-_-28-320.jpg)
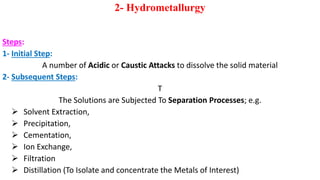
![The Integrated Processing Line
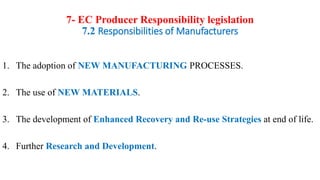
Line No. II: For Small or Medium Equipment
&
Crush Residues from Line No. I
Capacity: 1–2 [tonnes/h]
Equipment:
o Belt conveyors and vibratory feeders
o Hammer mill
o Screening separators
o Electrostatic, magnetic, and eddy current separators.](https://image.slidesharecdn.com/ilovepdfmerged-200809102645/85/39-_-30-320.jpg)
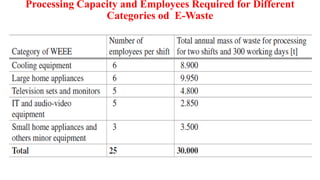

The document covers the management of electronic waste (e-waste), highlighting the significant growth in e-waste production and the challenges associated with its recycling and recovery. It addresses sustainability, various types of e-waste, statistical data, European legislation, and obligations of manufacturers regarding hazardous materials and waste management. Additionally, it details e-waste processing techniques and methodologies, including mechanical, hydrometallurgical, and pyrometallurgical processes.























































































