Downloaded 11 times


![3 | P a g e
1.1 ABOUT BAMBOO COMPOSITS
Bamboo or Bambusa in botanical has 7-10 subfamilies of genres and there are 1575 difference
species ranging from the type of wood to bamboo herb. However, each particular species of bamboo
has different properties and qualities. Bamboo is easily accessible globally, 64% of bamboo
plantation, as can be seen below, originated from Southeast Asia, 33% grown in South America,
and the rest comes from Africa and Oceania. Bamboo productions dated back to thousands of years
ago and thus they are rich with traditional elements. Bamboo naturally, suitable for varieties of uses
and benefits.
Bamboo as the great potential to be used as solid wood substitute materials, especially in the
manufacturing, design, and construction usage. Bamboo properties of being lightweight and high-
strength has attracted researchers to investigate and explore, especially in the field of bio-composite
bamboo and is acknowledged as one of the green-technology that is fully responsible for eco-
products on the environment. Agricultural biomass solid wood made from bamboo have been
identified by many researchers as the largest source of natural fibre and cellulose fibre bio
composite, which are provided at minimal cost and will bring a new evolution into production chain
and manufacturing world.
High elasticity and strength of bamboo are suitable for the construction industry, and bamboo has
proven to serve as a foundation structure. The creation of bio-composite fibre board is also used in
wall construction and are potentially to contribute of making cost effective home possible. [9] Use
of bio-composite material is seen increasingly high and the use bamboo as an alternative can be seen
in productions such as furniture, automotive and other related productions. The natural colours of
bamboo is unique compared to solid wood and other materials. In fact, the effect of the texture and
tie on the outer skin of bamboo has the exotic value and at the same time creates a unique identity
in the design, particularly furniture.](https://image.slidesharecdn.com/3-160725152353/85/3-chapter-1-3-320.jpg)

![5 | P a g e
1.3 DEFINATION OF COMPOSITE
The most widely used meaning is the following one, which has been stated by Jartiz [1965]
“Composites are multifunctional material systems that provide characteristics not obtainable
from any discrete material. They are cohesive structures made by physically combining two or
more compatible materials, different in composition and characteristics and sometimes in
form”. Kelly [1967] very clearly stresses that the composites should not be regarded simple as
a combination of two materials. In the broader significance; the combination has its own
distinctive properties. In terms of strength to resistance to heat or some other desirable quality,
it is better than either of the components alone or radically different from either of them.
Beghezan [1966] defines as “The composites are compound materials which differ from alloys
by the fact that the individual components retain their characteristics but are so incorporated
into the composite as to take advantage only of their attributes and not of their short comings”,
in order to obtain improved materials. [1] J.Van Suchtelen [1972] explains composite materials
as heterogeneous materials consisting of two or more solid phases, which are in intimate
contact with each other on a microscopic scale. They can be also considered as homogeneous
materials on a microscopic scale in the sense that any portion of it will have the same physical
property.
1.4 CHARACTERISTICS OF THE COMPOSITES
Composites consist of one or more discontinuous phases embedded in a continuous phase. The
discontinuous phase is usually harder and stronger than the continuous phase and is called the
‘reinforcement’ or ‘reinforcing material’, whereas the continuous phase is termed as the
‘matrix’. Properties of composites are strongly dependent on the properties of their constituent
materials, their distribution and the interaction among them. The composite properties may be
the volume fraction sum of the properties of the constituents or the constituents may interact in
a synergistic way resulting in improved or better properties. Apart from the nature of the
constituent materials, the geometry of the reinforcement (shape, size and size distribution)
influences the properties of the composite to a great extent. The concentration distribution and
orientation of the reinforcement also affect the properties. The shape of the discontinuous phase
(which may by spherical, cylindrical, or rectangular cross-sectioned prisms or platelets), the
size and size distribution (which controls the texture of the material) and [10] volume fraction](https://image.slidesharecdn.com/3-160725152353/85/3-chapter-1-5-320.jpg)



![11 | P a g e
2.1 BAMBOO FIBRE REINFORCED POLYMER COMPOSITES
Natural fibre reinforced polymer composites have raised a great attention and interest among
scientists and engineers in recent years due to the consideration of developing environmental
friendly materials. They are high specific strength and modulus materials, low priced,
recyclable and are easily available. It is known that natural fibres are non-uniform with
irregular cross sections which make their structures quite unique and much different with man-
made fibres such as glass fibres, carbon fibres etc. [11] various researchers have worked on the
natural fibres containing polyolefin, and polystyrene, polyester and epoxy resins. Properties
like low cost, light-weight, high specific strength, free from health hazard are the unique selling
points of these composites. Though the presence of hydroxyl and other polar groups in the
natural fibres leads to the weak interfacial bonding between the fibres and the hydrophobic
polymers, these properties can be significantly improved by interfacial treatment. Among the
various natural fibres, bamboo fibre is a good candidate for use as natural fibres in composite
materials. Jindal [2] has observed that tensile strength of bamboo-fibre reinforced plastic
(BFRP) composite is comparatively equivalent to that of the mild steel, whereas their density
is only 12% of that of the mild steel. Hence, the BFRP composites can be extremely useful in
structural applications. Jain and Kumar [3] have investigated that a uniform strength can be
achieved in all directions of the composites by using multidirectional orientation of fibres.
Considerable interest has been generated in the manufacturing of thermoplastic composites due
to their good fracture toughness and thermal stability. Thermoplastic matrix composites
materials offer an extended solution in different applications in automotive industry,
construction, electrical appliances and home/urban furniture. Bio-degradable resins have
received a considerable attention as earth conscious materials in the present day engineering
society. They offer very little environmental load because they can be resolved in both water
and carbon dioxide after perfect biodegradation by micro-organisms. However, most of the
biodegradable resins have relatively low strength, making them a poor choice for the high
strength structural applications. Thus, a lot of research is focused to strengthen the
biodegradable resins by combining with string natural fibres like hemp, bamboo, pineapple etc.](https://image.slidesharecdn.com/3-160725152353/85/3-chapter-1-11-320.jpg)
![12 | P a g e
2.2 MECHANICAL PROPERTIES OF COMPOSITES
The attractive physical and mechanical properties that can be obtained with bamboo fibre
reinforced composites, such as high specific modulus, strength and thermal stability, have been
well documented in the literature. Jain et al [4] have compared the Bamboo fibre reinforced
epoxy composites (BFRP) epoxy with Bamboo fibre reinforced unsaturated polyester
composites (BFRP) USP in terms of their cost and mechanical strength. Cost of unsaturated
polyester (USP) was found to be only 20% to that of the epoxy resin, whereas the mechanical
properties of these two composite were comparable. Thus giving an edge to the USP based
composites. BFRP composites have shown more elongation and 10% high tensile strength.
These composites can be used for a variety of commercial application such as crash helmet,
low cost housing and wind mills. Kumar et al [5] have studied the effect of coating bamboo
fibres with Polyurethane (PU) and Polyurethane/Polystyrene.
Interpenetrating Network (PU/PSIPN) on tensile property of the composites. Both the untreated
/ alkali treated bamboo fibres were coated with polyethylene glycol based PU and its semi inter
penetrating network (SIPN) with PS. It was found that tensile strength of bamboo has increased
after coating with PU and PU/PS system. PU/PS coating on alkali treated bamboo fibres has
shown a rise (74%) in the tensile load at break than PU (11%) coating on alkali treated fibre.
These improvements were due to enhanced interfacial adhesion between polymer matrix and
bamboo fibre. Results of enzymatic degradation showed that biodegradability could be
adjusted by controlling degree of interfacial adhesion using LDI. They have observed that these
bio-composites are beneficial in areas where biocompatibility and environmentally responsible
design and construction are required.
Takagi et al. have studied the effect of fibre content and fibre length on mechanical properties
of bamboo fibre reinforced green composites (BFGC). Fibre length up to 15mm has given
positive effect on tensile strength and flexural strength. It was observed that tensile strength
and flexural strength increase with increase in fibre content. Mechanical properties of BFGC
were similar to those composites made from bamboo powder and biodegradable resin. These
results showed that bamboo fibre with aspect ratio of 20 acts as filler and not the reinforcement.
Tokoro et al [6] have chosen three different categories of bamboo fibre to prepare Bamboo
fibre-Polylactic acid composites and investigate the method to improve mechanical properties](https://image.slidesharecdn.com/3-160725152353/85/3-chapter-1-12-320.jpg)
![13 | P a g e
of BF/PLA composites. Three types of bamboo fibres were extracted from raw bamboo by
either NaOH treatment or steam explosion. Amongst them, Highest bending strength was
obtained when steam exploded filaments were put into PLA matrix. Impact strength was
improved when medium length fibre bundles were put into PLA. Thermal properties and heat
resistance of composite were improved by annealing. Authors have studied the impact of steam
explosion technique on mechanical properties of bamboo composites. Tensile strength and
Young modulus of steam exploded BFEC increased about 15% and 30% respectively in
comparison with conventional BFEC. Thwea and Liao [12] have fabricated the bamboo
reinforced polypropylene (BFRP) and bamboo-glass reinforced Polypropylene (BGRP)
composites. They have studied the effect of fibre content, fibre length, bamboo to glass ratio,
coupling agent (Maleate polypropylene) on tensile and flexural properties of these composites.
They have also studied the sorption behaviour and retention in mechanical properties of
composite after environmental aging. It was observed that flexural strength, flexural modulus
and tensile modulus increases with increase in bamboo fibre length. They have reported that
poor adhesion between the matrix/fibre decreased tensile strength at higher bamboo fibre
content in BFRP. Fibre content increased the void formation during processing, which further
leads to micro crack information under loading, hence reducing the tensile strength.
Incorporation of glass fibre and Compatilizers has improved the tensile strength and tensile
modulus. It was reported that moisture absorption of BFRP during aging can be reduced by
replacing bamboo fibre with glass fibre and by using Compatilizers. Mechanical properties of
BFRP and BGRP have degraded after aging in water.](https://image.slidesharecdn.com/3-160725152353/85/3-chapter-1-13-320.jpg)
![14 | P a g e
2.3 WATER ABSORPTION
New applications and end uses of composites for decking, flooring, and outdoor facilities with
strong exposure to atmosphere or contact with aqueous media have made it necessary to
evaluate the water uptake characteristics of natural fibre composites. Because of the
hygroscopic nature of natural fibres, water uptake of composites containing these fibres as
fillers and/or reinforcement can be a limiting parameter for a number of applications of the
composites. Water absorption can adversely affect a number of mechanical properties and can
also build up the moisture content in the fibre cell wall and in the fibre–matrix inter phase
region. Moisture build up in the cell wall could result in fibre swelling and affect the
dimensional stability of the product. If necessary, the moisture absorbed in the fibre cell wall
can be reduced through the acetylation of some of the hydroxyl groups present in the fibre.
Good wetting of the fibre by the matrix and adequate fibre–matrix bonding can decrease the
rate and amount of water absorbed in the interphone region of the composite. For water
absorption test, composite samples are weighed and then weighed samples are immersed in the
distilled water at room temperature. The samples are taken out periodically and weighed
immediately after wiping out the water on the surface of the sample, using a precise four digit
balance to find out the content of water absorbed.
All the Samples are dried until constant weight with four digit balance, previous to immersing
in water. Percentage of water uptake is calculated by the following equation-
W1 = initial weight of specimen gm.
W2= specimen weight after N hours of water soaking, gm.
Water absorption behaviour of natural fibre thermoplastic composites have been studied by a
number of researchers and the effectiveness in reducing the amount and rate of water
absorption. Tajvidi et al. [7] have investigated the long-term water absorption behaviour of
various natural fibre (wood flour, kenaf fibre, rice hulls, newsprint etc.) polypropylene
WA (%) = (W2 - W1) × 100
W1](https://image.slidesharecdn.com/3-160725152353/85/3-chapter-1-14-320.jpg)
![15 | P a g e
composites and have also studied the effect of natural fibre type and fibre content. Authors
have found that the Chemical composition of the natural fibres is responsible for the different
water uptake behaviour. It appears that the RH/PP has the lowest water absorption. This
behaviour can be attributed to the higher amount of extract and ash and lower amount of
cellulose and pentose in rice hulls. Suharav Panthpulakkal et al [8] studied the water absorption
of injection-moulded short hemp fibre/glass fibre reinforced poly propylene hybrid composites.
Hybridization with glass fibre enhanced the Resistance to water absorption properties of the
hemp fibre composites.](https://image.slidesharecdn.com/3-160725152353/85/3-chapter-1-15-320.jpg)



![21 | P a g e
2. Preparation of Matrix Composite using Bamboo Fibres and Glass Fibres
Following steps has been carried out in order to prepare it:-
The process of fibre extraction is shown below:
Preparing a Mould having a simple base and top made of plastic plate having
dimensions 220mm×200mm×20mm which was cut from plastic sheet all three sides of
sheet was surrounded by a thin strip of plastic having dimension: 2 strips of dimension
220mm×30mm×5mm and 2 strips having dimensions 140mm×30mm×5mm which are
fixed to the strip through nut and bolts.
Initially 200 grams of Bamboo Fibres is taken in a beaker. After that paste of Ethylene
Glycol, Epoxy Resin and Hardener of around 300ml is being prepared and added to
the Bamboo Fibres of taken quantity.
First a layer of paste is poured into the mould and then a layer of Glass Fibre [13]
weighing around 20 grams is being kept above it and then another layer of paste is
poured. After that Bamboo Fibre is added and then again one layer of paste is poured
and again a layer of glass Fibre is added.
Dried in Oven at 100 degree to remove Moisture
Cut Fibres length of 10mm
Fibres dried in sun for 1 day
Hand Peeling of Fibres from wet sticks
Soaked Bamboo Sticks in NaOH Solution for a day
Collecting Bamboo Sticks](https://image.slidesharecdn.com/3-160725152353/85/3-chapter-1-21-320.jpg)



![26 | P a g e
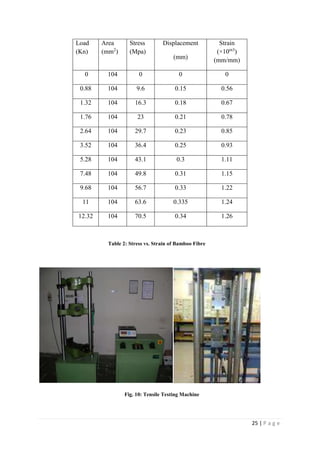
Load
(Kn)
Area
(mm2
)
Stress
(Mpa)
Displacement
(mm)
Strain
(×10m3
)
(mm/mm)
0 104 0 0 0
0.88 104 10.2 0.03 0.12
1.76 104 17.4 0.04 0.14
2.64 104 24.6 0.06 0.25
3.52 104 31.8 0.08 0.33
4.4 104 39 0.09 0.37
5.28 104 46.2 0.14 0.57
6.16 104 53.9 0.16 0.65
7.04 104 61.6 0.17 0.69
7.92 104 69.3 0.21 0.86
8.8 104 76.8 0.24 0.9
Table 3: Stress vs. Strain of Wood Fibre
One year old bamboo had the lowest of 16.1 Mpa compressive stress and a five year old
bamboo had the highest compressive stress and in terms of highest compressive stress and
highest Young’s` modulus than the middle and bottom . As a result it was noted that
compression properties parallel to the longitudinal direction were significantly higher than that
perpendicular to the longitudinal direction and vascular bundles distribution had the highest
concentration in the outer layer of bamboo. University of Southern California Los Angeles,(
CA 90089-2531 ) by [14] Andrea Carrasco, Jojn Fronda and Brain Macrae on the mechanical
properties , define bamboo as a lightest material and strengthen extreme product of nature
which is stable and because of its cavities an extreme light and elastic building materials ,noted
that the lignifying cell construction of the bamboo texture and its technical conditions are
similar to the original texture of wood whereas wood has got a hard centre and becomes weaker
toward the outer parts.](https://image.slidesharecdn.com/3-160725152353/85/3-chapter-1-26-320.jpg)











![38 | P a g e
REFERENCES
[1] J. Van Suchtelen (1972). Philips Res. Rep., 27, 28. T.S Srivatsan and E.J. Lavernia (1992).
J. Materials Sci., 27, 5965. N.S. Stalaff (year). In Advances in composite Materials Applied
Sci. Pub., London, P. 247
[2] U.C.Jindal, (1986) Development and testing of bamboo fibres reinforced plastic
Composites. Journal of Composite material, Vol. 20, pp. 19-29.
[3] Seema Jain, Rakesh Kumar (1992) Mechanical behaviour of bamboo and bamboo
composite. Journal of Material Science, Vol.27, pp.4598- 4604.
[4] Jain et al, U C. Jindal, Rakesh Kumar (1993) Development and fracture mechanism Of
bamboo /polyester resin composite. Journal of Materials Science Letters, Vol. 12, pp. 558-560.
[5] H. Kumar, Siddaramaiah, 2005, “Study of Chemical and Tensile Properties of PU and
PU/PS Coated Bamboo Fibres”, Polymer-Plastics Technology and Engineering, Vol. 44,
pp.1369–1377.
[6] Tokoro et al, P Reichert, H Ro Mling, and R.Mulhaupt (2000) Influence of compatibilizers
on the surface hardness, water uptake and the mechanical properties of poly(propylene) wood
flour composites prepared by reactive extrusion. Macromolecular Material and Engineering,
Vol. 276/277, pp.51-58.
[7] Tajvidi et al and Yohie Ichihara (2004) Effect of fibre length on mechanical properties of
green composites using starch based resin and short bamboo fibres. ISME International
journal, Series A Vol.47, No.4, pp.551- 555.
[8] S Panthapulakkal, M Sain (2007) Injection-Molded Short Hemp Fibre/Glass Fibre-
Reinforced Polypropylene Hybrid Composites- Mechanical, Water Absorption and Thermal
Properties. Journal of Applied Polymer Science, Vol. 103, pp. 2432-2441.](https://image.slidesharecdn.com/3-160725152353/85/3-chapter-1-38-320.jpg)
![39 | P a g e
[9] R M Rowell, A M Tillman, R Simonson (1986) A Simplified Procedure for the Acetylation
of Hardwood and Softwood Flaxes for Flake board Production. Journal of Wood Chemistry
and Technology, Vol.6, pp.427- 448.
[10] Kazua Okubo, Toru Fuzii, Naoya Yamashita (2005) Improvement of interfacial adhesion
in bamboo Polymer composite enhanced with micro fibrillated cellulose. JSME International
journal, Series A, Vol.48, No.4, pp.199-20.
[11] J. M. G. Martiner, J. Taranco, O. Laguna, and E. P. Collar (1994) Modification of
polyolefin, and polystyrene, polyester and epoxy resins. Study on the Reaction Conditions
Using a Batch Process. International. Polymer. Processing IX, Vol. 3, pp.246-251;
[12] Thwea and Liao (2003) Natural fibres: can they replace glass in fibre reinforced plastics.
Composites Science and Technology, Vol.63.
[13] P. Wambua, J. Ivens, and I. Verpoest, "Natural fibres: can they replace glass in fibre
reinforced plastics?" composites science and technology, vol. 63, 2003.
[14] Andrea Carrasco, Jojn Fronda and Brain Macrae, University of Southern California Los
Angeles, (CA 90089-2531) “Fibre Texture and Mechanical Graded Structure of Bamboo”,
Composites Part B, Vol.288, 1997.](https://image.slidesharecdn.com/3-160725152353/85/3-chapter-1-39-320.jpg)

This document discusses bamboo composites and their potential uses. It begins by providing background on bamboo, noting that it is widely available globally and has traditionally been used for various purposes. Bamboo has desirable properties like being lightweight and strong, making it suitable for construction and manufacturing applications. The document then describes the anatomical structure of bamboo, including its vascular bundles and fibers. It provides definitions of composites and their key characteristics. Composites have a matrix and reinforcement to produce properties different from the individual components. The main components of a composite are discussed as the matrix, reinforcement, and interface. Finally, classifications of composites are mentioned based on the type of matrix material.








































































