Документ описывает патент на устройство для магнитно-абразивной обработки червячных колес, выполненных из черных металлов, разработанное Белорусским государственным аграрным техническим университетом. Устройство включает механизм вращения детали, электромагнитную систему с полюсными наконечниками, которые обеспечивают высокое качество и производительность обработки. Изобретение направлено на повышение эффективности магнитно-абразивной обработки с помощью усовершенствованных конструкций полюсных наконечников и механизма колебаний.

![BY 6429 U 2010.08.30
2
где dam2 - наибольший диаметр червячного колеса;
df1 - диаметр впадин витков червяка;
da2 - диаметр вершин зубьев червячного колеса;
z1 - число заходов червяка;
z2 - число зубьев червячного колеса;
q - коэффициент диаметра червяка;
m - осевой модуль червяка;
x - коэффициент осевого смещения при нарезании червячного колеса,
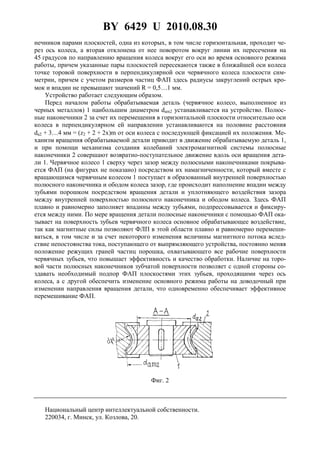
причем торовая часть полюсных наконечников имеет зубчатую поверхность, образован-
ную пересекающимися у концентричных цилиндрических поверхностей полюсных нако-
нечников парами плоскостей, одна из которых, в том числе горизонтальная, проходит
через ось колеса, а вторая отклонена от нее поворотом вокруг линии их пересечения на
45 градусов по направлению вращения колеса вокруг его оси во время основного режима
работы, причем указанные пары плоскостей пересекаются также в ближайшей оси колеса
точке торовой поверхности в перпендикулярной оси червячного колеса плоскости сим-
метрии.
(56)
1. Патент РБ на полезную модель 2707 U, МПК B 24B 31/00, 2006 (прототип).
2. Скойбеда А.Т. и др. Детали машин и основы конструирования. - Минск: Вышэйшая
школа, 2000. - С. 335-344.
Полезная модель относится к чистовой обработке изделий ферроабразивным порош-
ком (ФАП) в магнитном поле и может быть использована в различных отраслях машино-
строения при обработке червячных колес, выполненных из черных металлов.
Известно устройство для магнитно-абразивной обработки (МАО) зубчатых колес, со-
держащее механизм вращения обрабатываемой детали, разомкнутую электромагнитную
систему с полюсными наконечниками и механизм создания колебаний электромагнитной
системы с приводом, причем полюсные наконечники снабжены направляющими пласти-
нами, установленными подвижно относительно полюсных наконечников посредством
фиксирующих пальцев [1].
Такое устройство не позволяет производить с необходимой производительностью ка-
чественную магнитно-абразивную обработку рабочих поверхностей червячных колес, вы-
полненных из черных металлов, так как вследствие вогнутого характера обрабатываемых
рабочих зубчатых поверхностей в одном режиме обработки воздействие ФАП оказывает-
ся малоэффективным из-за непостоянства зазора между полюсными наконечниками как
инструментом и зубчатым ободом червячного колеса как обрабатываемой поверхностью.
Задачей, которую решает полезная модель, является повышение качества и произво-
дительности магнитно-абразивной обработки цилиндрических деталей с прерывистой по-
верхностью, а именно рабочих поверхностей червячных колес, выполненных из черных
металлов.
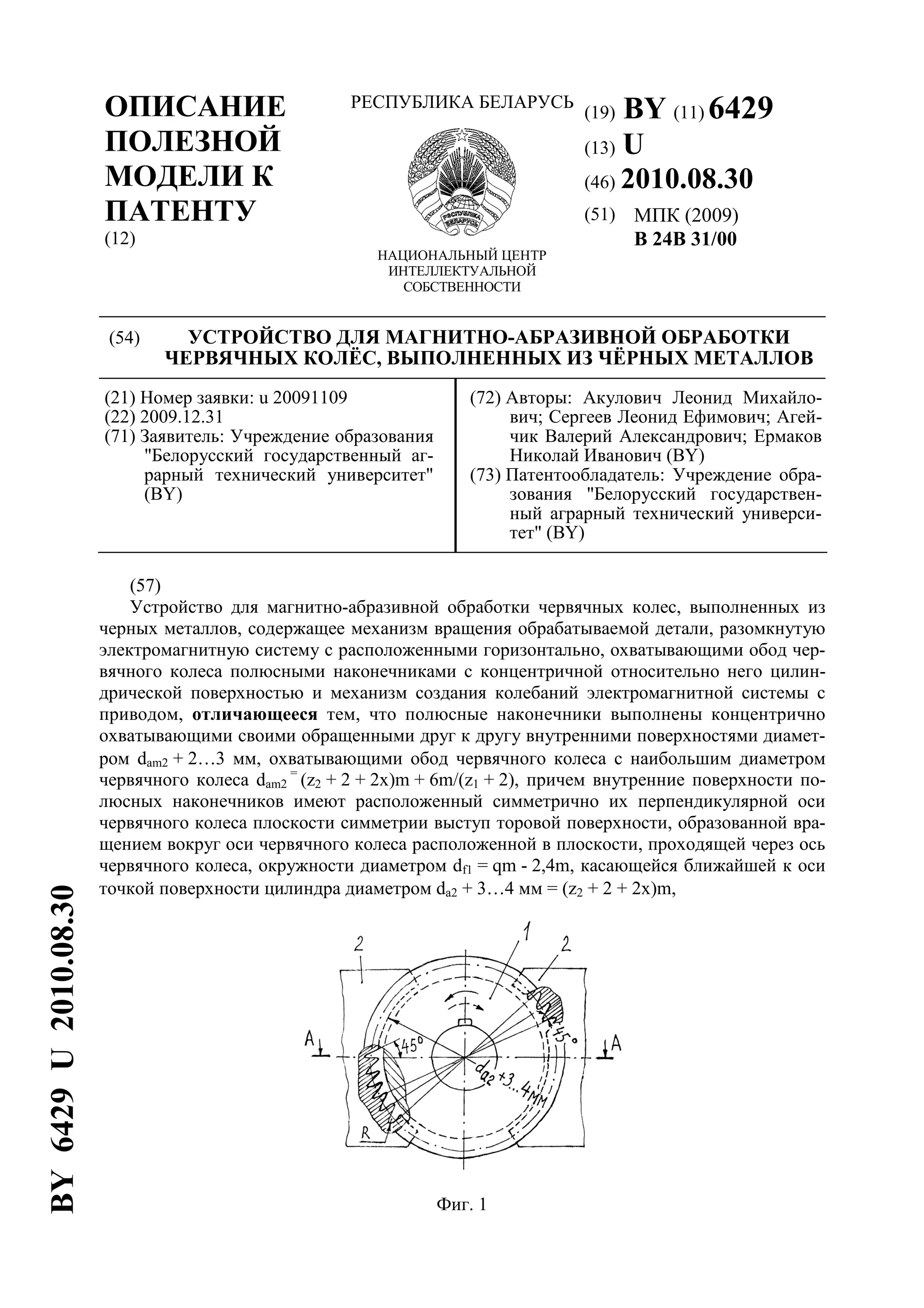
Поставленная задача решается с помощью устройства для магнитно-абразивной об-
работки червячных колес, выполненных из черных металлов, содержащего механизм
вращения обрабатываемой детали, разомкнутую электромагнитную систему с располо-
женными горизонтально, охватывающими обод червячного колеса полюсными наконеч-
никами с концентричной относительно него цилиндрической поверхностью и механизм
создания колебаний электромагнитной системы с приводом, где полюсные наконечники
выполнены концентрично охватывающими своими обращенными друг к другу внутрен-
ними поверхностями диаметром [2] dam2 + 2…3 мм, охватывающими обод червячного ко-
леса с наибольшим диаметром червячного колеса dam2 = (z2 + 2 + 2x)m + 6m/(z1 + 2),](https://image.slidesharecdn.com/6429-151010195016-lva1-app6892/85/2-2-320.jpg)