Документ описывает патент на станок для комбинированной обработки поверхностей конических роликов подшипников, который включает в себя C-образную станину и магнитную систему. Устройство позволяет одновременно производить шлифовальную и магнитно-абразивную обработку, что повышает качество и производительность обработки. Изобретение может быть использовано в различных отраслях машиностроения для улучшения обработки роликов подшипников качения.


![BY 7371 U 2011.06.30
2
пределами горизонтальной проекции верхнего прижимного диска со стороны неразрыв-
ной вертикальной части ярма и соприкасается с торцом расположенного между неразрыв-
ной вертикальной частью ярма и коническим роликом симметрично плоскости симметрии
ярма с возможностью вращения с помощью электродвигателя вместе с расположенной
симметрично этой плоскости вертикальной осью шлифовального диска, симметричного
относительно проходящей через ось симметрии конического ролика горизонтальной
плоскости, причем в осевом вертикальном сечении большой сферический торец ролика
полностью охватывается контуром соответствующего ему по форме и одного с ним ради-
уса кривизны торца шлифовального диска, при этом со стороны малого основания кони-
ческого ролика по его оси выполнено установочное технологическое отверстие с резьбой,
с помощью которого конический ролик навинчен на соосный с ним вал приводного элек-
тродвигателя, жестко закрепленного на нижнем конце стержня, расположенного своей
осью симметрии в перпендикулярной оси конического ролика вертикальной плоскости,
причем верхний конец стержня присоединен с возможностью вращения в этой вертикаль-
ной плоскости к станине с помощью шарнира с горизонтальной осью, расположенной в
плоскости симметрии ярма, а в вертикальном положении стержень своей расположенной в
перпендикулярной оси конического ролика вертикальной плоскости частью упирается в
упор, закрепленный на станине со стороны направления окружных скоростей торца шли-
фовального круга в точках его касания с большим сферическим торцом конического ро-
лика, а при вращении конического ролика в рабочем положении в верхней части его
большого сферического торца в точках касания с торцом шлифовального круга направле-
ния их скоростей совпадают, а максимальный радиус r окружности шлифовального круга
меньше расстояния R по вертикали от верхней точки конического ролика до оси вращения
стержня, а направление нарезки резьбы отверстия конического ролика совпадает с
направлением его вращения.
(56)
1. А.с. СССР 1030147, МПК B 24B 31/00 // Бюл. № 27. - 1983.
2. Нарышкин В.Н., Коросташевский Р.В. Подшипники качения: Справочник. - М.:
Машиностроение, 1984. - С. 60-61.
3. ГОСТ 520-2002. Подшипники качения. Общие технические условия. Межгосудар-
ственный стандарт. - Минск, по заказу Госстандарта РФ. - С. 126.
4. ГОСТ 9942-90. Подшипники упорные радиальные роликовые сферические одинар-
ные. Технические условия. - М., ФГУП, Стандартинформ, 2007. - С. 1-5.
Полезная модель относится к комбинированной одновременной шлифовальной обра-
ботке и чистовой обработке изделий ферроабразивным порошком (ФАП) в магнитном по-
ле и может быть использовано в различных отраслях машиностроения при обработке
поверхностей роликов подшипников качения.
Известен [1] станок для магнитно-абразивной обработки шариков, содержащий C-
образную станину и магнитную систему, состоящую из проходящего через станину ярма и
электромагнитных катушек, установленных на ведущем и прижимном дисках, первый из
которых связан с приводом вращения вокруг вертикальной оси, а второй - с приводом
возвратно-поступательных перемещений вдоль той же оси, причем на обращенных друг к
другу торцах дисков выполнены канавки полукруглого профиля, а в канавке каждого дис-
ка установлены вставки из диамагнитного материала, которые расположены поочередно
по обе стороны от оси симметрии полукруглого профиля канавки.
Такое устройство не позволяет производить качественную и производительную шли-
фовальную обработку поверхностей сферических торцов и магнитно-абразивную обра-](https://image.slidesharecdn.com/7371-151011081236-lva1-app6891/85/7371-2-320.jpg)
![BY 7371 U 2011.06.30
3
ботку боковых поверхностей конических роликов роликовых упорных сферических оди-
нарных подшипников, например, номер 9039436 [2, 3, 4].
Задачей, которую решает полезная модель, является повышение качества и произво-
дительности одновременной шлифовальной обработки поверхности большого сфериче-
ского торца и магнитно-абразивной обработки боковой поверхности конического ролика
роликовых упорных сферических одинарных подшипников.
Поставленная задача решается с помощью станка для комбинированной обработки
поверхностей конических роликов подшипников содержащего C-образную станину и
магнитную систему, состоящую из проходящего через станину ярма и электромагнитных
катушек, установленных на равновеликих нижнем и верхнем горизонтальных дисках с
совпадающими вертикальными осями симметрии, находящимися в плоскости симметрии
ярма, где между нижним и верхним горизонтальным дисками установлен своей боковой
конической поверхностью конический ролик, боковая поверхность которого является бо-
ковой поверхностью усеченного прямого кругового конуса, а большее основание выпол-
нено в виде соосного с конусной частью шарового сегмента, образующего большой
сферический торец, ось симметрии которого находится в плоскости симметрии ярма и
располагается горизонтально, причем большой сферический торец конического ролика
расположен за пределами горизонтальной проекции верхнего прижимного диска со сто-
роны неразрывной вертикальной части ярма и соприкасается с торцом расположенного
между неразрывной вертикальной частью ярма и коническим роликом симметрично плос-
кости симметрии ярма с возможностью вращения с помощью электродвигателя вместе с
расположенной симметрично этой плоскости вертикальной осью шлифовального диска,
симметричного относительно проходящей через ось симметрии конического ролика гори-
зонтальной плоскости, причем в осевом вертикальном сечении большой сферический то-
рец ролика полностью охватывается контуром соответствующего ему по форме и одного с
ним радиуса кривизны торца шлифовального диска, при этом со стороны малого основа-
ния конического ролика по его оси выполнено установочное технологическое отверстие с
резьбой, с помощью которого конический ролик навинчен на соосный с ним вал привод-
ного электродвигателя, жестко закрепленного на нижнем конце стержня, расположенного
своей осью симметрии в перпендикулярной оси конического ролика вертикальной плос-
кости, причем верхний конец стержня присоединен с возможностью вращения в этой вер-
тикальной плоскости к станине с помощью шарнира с горизонтальной осью,
расположенной в плоскости симметрии ярма, а в вертикальном положении стержень своей
расположенной в перпендикулярной оси конического ролика вертикальной плоскости ча-
стью упирается в упор, закрепленный на станине со стороны направления окружных ско-
ростей торца шлифовального круга в точках его касания с большим сферическим торцом
конического ролика, а при вращении конического ролика в рабочем положении в верхней
части его большого сферического торца в точках касания с торцом шлифовального круга
направления их скоростей совпадают, а максимальный радиус r окружности шлифоваль-
ного круга меньше расстояния R по вертикали от верхней точки конического ролика до
оси вращения стержня, а направление нарезки резьбы отверстия конического ролика сов-
падает с направлением его вращения.
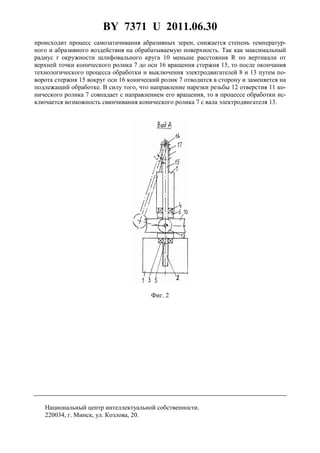
На фиг. 1 изображен общий вид станка; на фиг. 2 - вид A на фиг. 1.
Станок для комбинированной обработки поверхностей конических роликов подшип-
ников содержит C-образную станину 1 и магнитную систему, состоящую из проходящего
через станину 1 ярма 2 и электромагнитных катушек 3 и 4, установленных соответственно
на равновеликих нижнем 5 и верхнем 6 горизонтальных дисках с совпадающими верти-
кальными осями симметрии, находящимися в плоскости симметрии ярма 1. Между ниж-
ним 5 и верхним 6 горизонтальным дисками установлен своей боковой конической
поверхностью конический ролик 7, боковая поверхность которого является боковой по-
верхностью усеченного прямого кругового конуса, а большее основание выполнено в виде](https://image.slidesharecdn.com/7371-151011081236-lva1-app6891/85/7371-3-320.jpg)