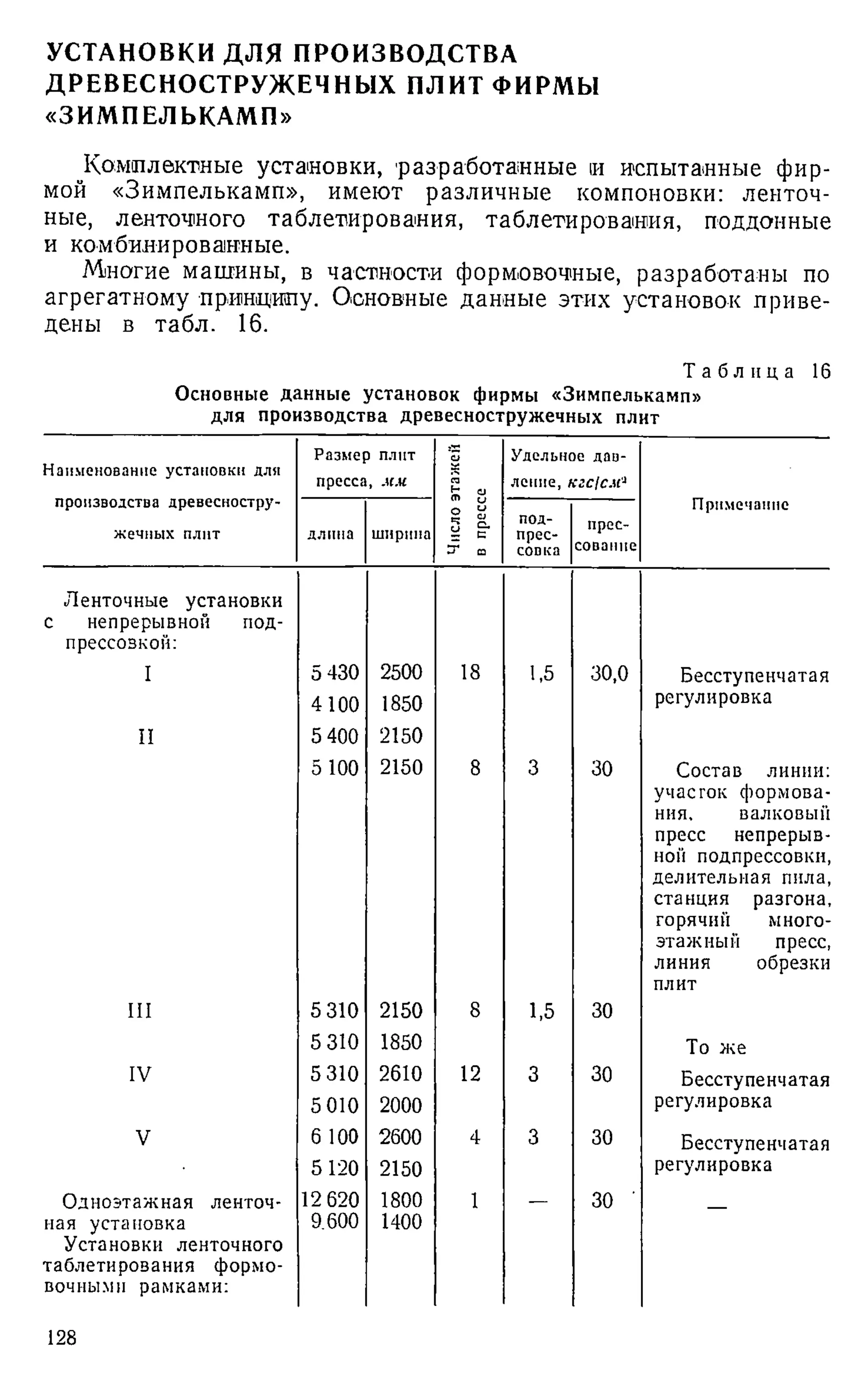
В документе рассматриваются новые эффективные материалы и изделия из древесного сырья, такие как дюризол, велокс и верцалит, которые нашли широкое применение за границей в строительстве и мебельной промышленности. Представлены их свойства, технологии изготовления и отечественные аналоги, а также подчеркивается высокое качество и эффективность данных материалов. Описывается, что развитие этих новшеств способствует более полному использованию древесины и экономии в строительстве.










![Звукоизоляция,
дцв
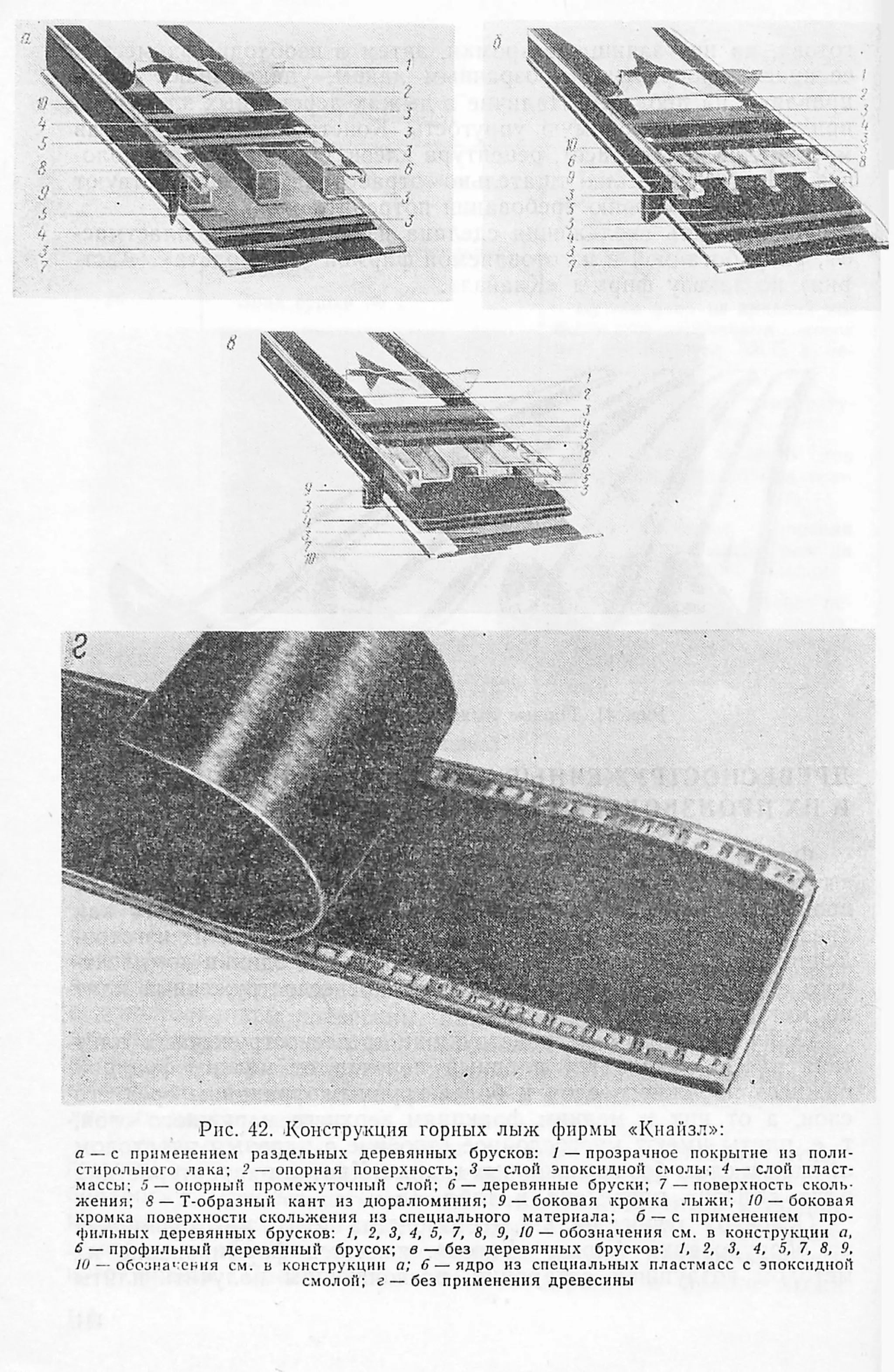
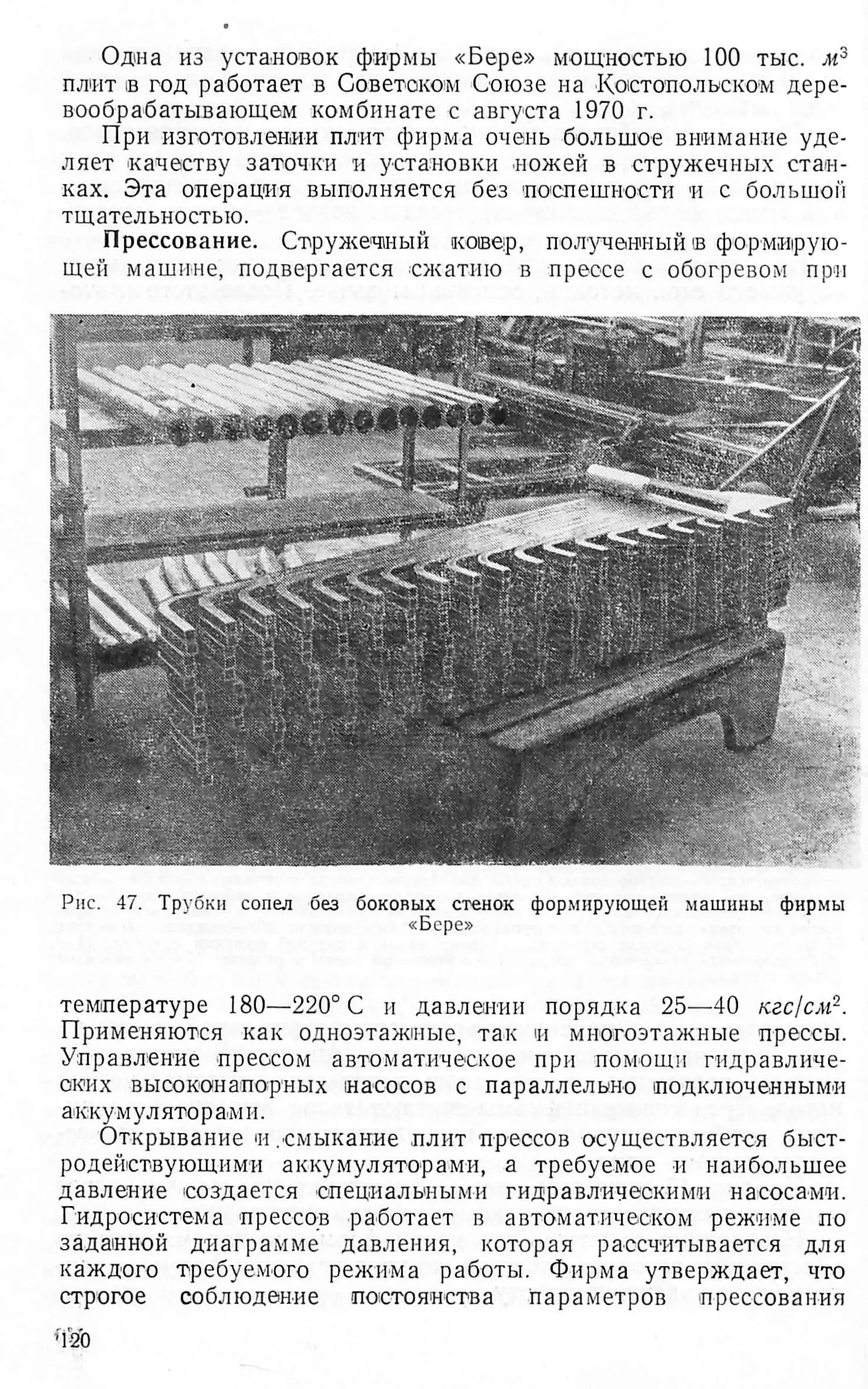
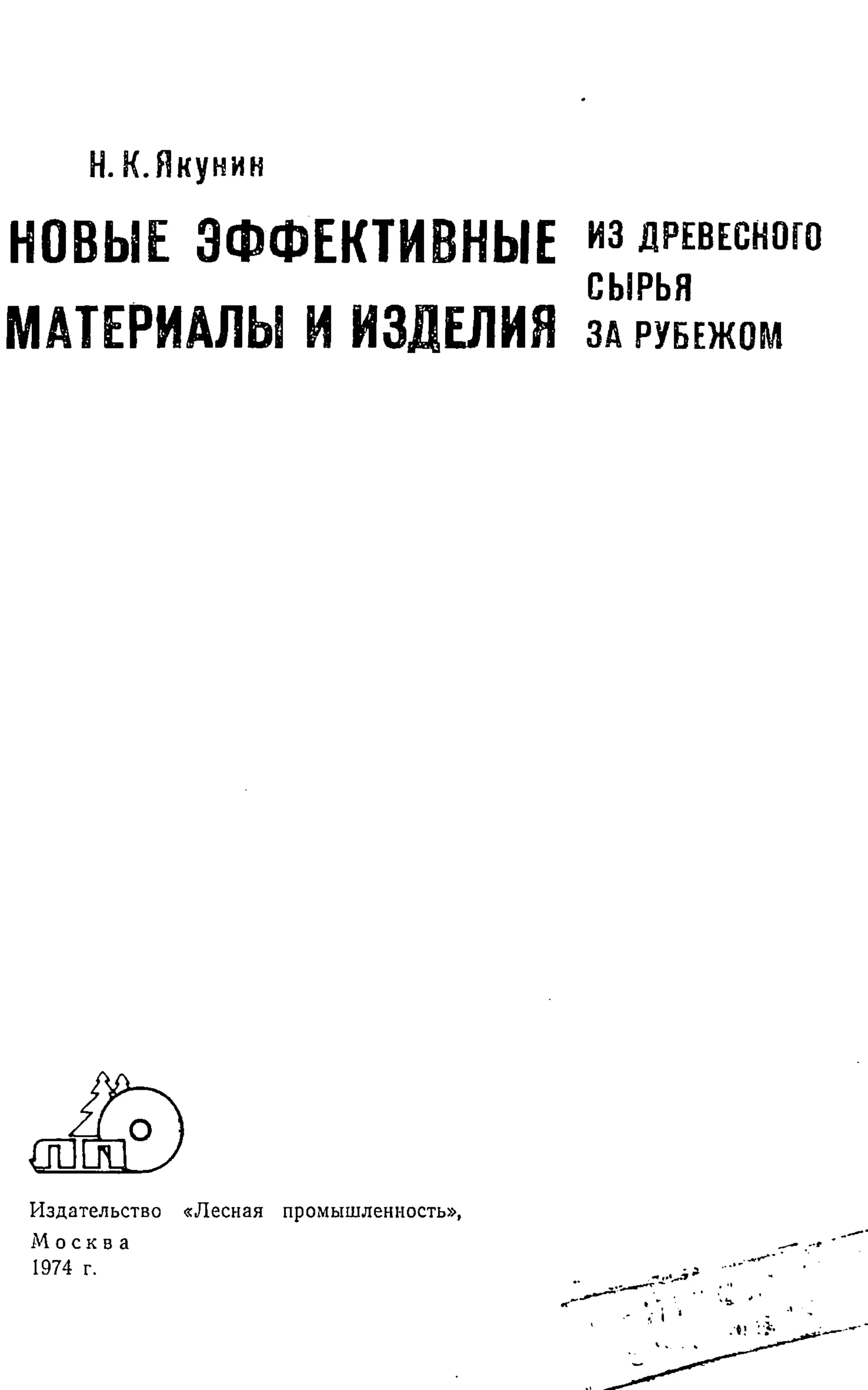
н поглощения звука. Эти плиты состоят из изолирующей массы
дюризол 1 и верхнего слоя из цементного раствора 4. Стык
между плитами 2 заполнен цементным раствором. Верхний слой
является не только зоной сжатия, но также и хорошей основой
для нанесения пластиков или листовых материалов. Арматурное
железо 5, расположенное в зоне растяжения, покрыто слоем
цемента 3 и этим защищено от коррозии. В нижней, не обрабо
танной поверхности применен дюризол, который, обладая пори
стой структурой, обеспечивает хорошую звукоизоляцию. Как
плиты фасада, так и плиты кровли обладают хорошими свой
ствами— противостоят холоду, огню, плесени и пр. и хорошо
сохраняют тепло.
J
_ / Г
<■" ц
~
12S 2S0 SOO 1000 2000 У
О
О
О
ч а ст о т а Hi, гц Частота H
z , гц
Рис. 6. График звукоизоляции, по
данным института (Ё.М.Р.А.):
1 — панели фасада из дюрнзола толщиной
100 мм; 2 — плиты фасада из дюрнзола
толщиной 160 мм
Рис. 7. График поглощения звука, по
данным института (Е.М.Р.А.):
1 — плита кровли (покрытия) из дюрнзо
ла толщиноИ 100 мм-
, 2 — акустическая
плита; 3 — ячеистый бетон
При использовании для крыш специальных блоков с окон
ными проемами отверстия в них (см. рис. 5) делают следующих
размеров (в ля): 700X700; 1000X1000; 1300X1300; 1600X1600;
1300X1000; 2200X1000; 3000X2000.
Стеновые панели производятся двух- и трехслойными. В пер
вом случае дюризол защищается 'слоем бетона с одной стороны,
а во втором — с двух сторон. Лицевая поверхность защитного
слоя, как правило, имеет декоративную отделку, защитные слон
бетона армируются распределительной арматурой.
Плиты покрытий в рабочей зоне растяжения армируются
стержнями, заложенными в свежеотформованные бетонные
бруски. Верхняя плоскость плит имеет бетонный слой, армиро
ванный распределительной арматурой. Этот слой у плит покры
тий работает на сжатие.
Крупноразмерные стеновые панели изготовляются размера
ми 9000X2400X180 мм, а крупноразмерные плиты покрытий —
размером 6000X1500X200 мм.
Расход материалов на 1 м3 дюрпзоловой массы составляет:
портланд цемента марки 500 от 250 до 350 кг, для изделий из
обычного дюрнзола, 700 кг, для изделий из жесткого дюрнзола,
древесной стружки от 200 до 2,30„кг.. или _1.3—1.5 насыпных
2 н. к. Якунин I мцу 4hj ..е х н и ч е с к и л I ^
) библиотека СССР ]
а экземпляр 1](https://image.slidesharecdn.com/sourcedoc4-220109095225/75/slide-18-2048.jpg)

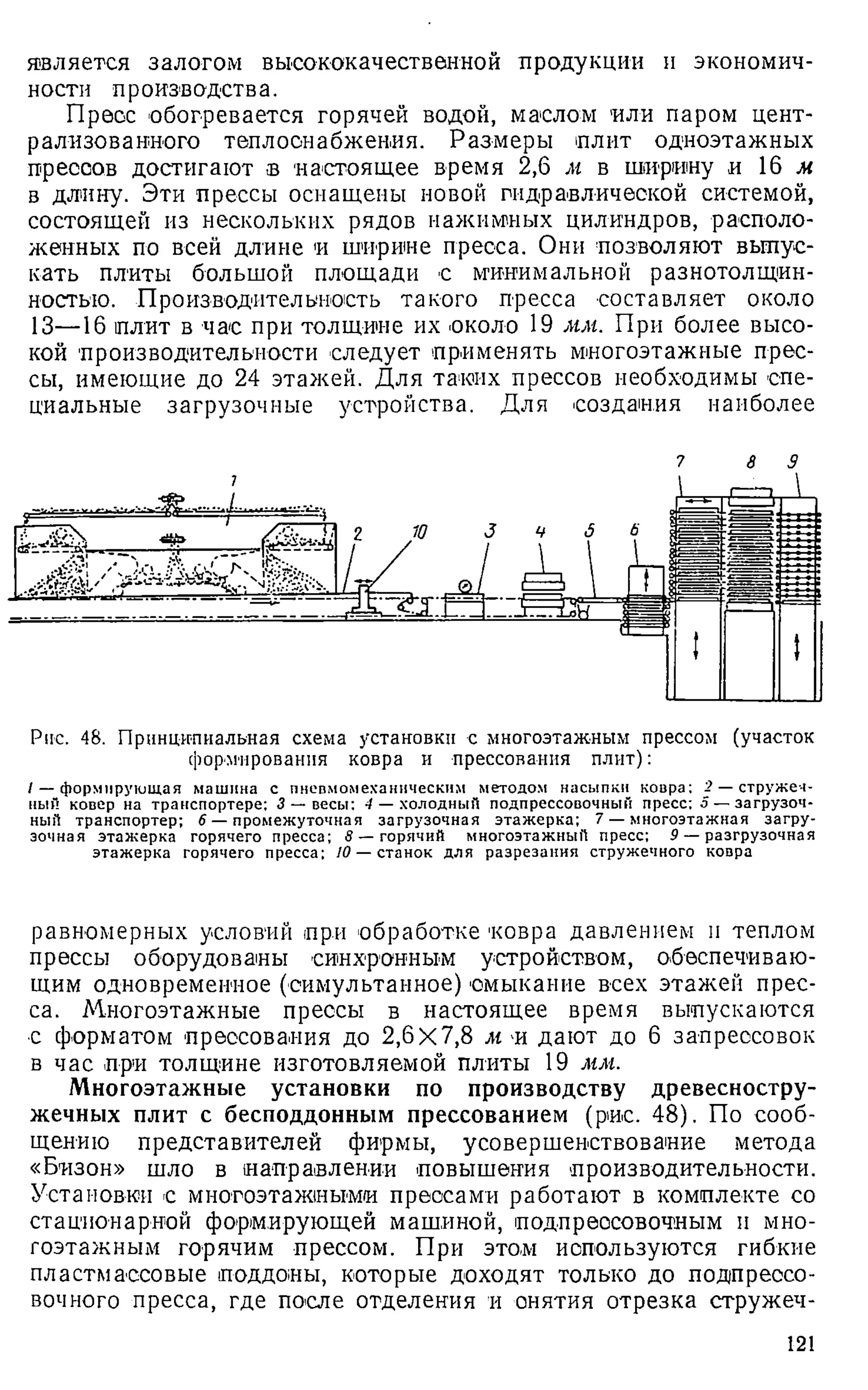
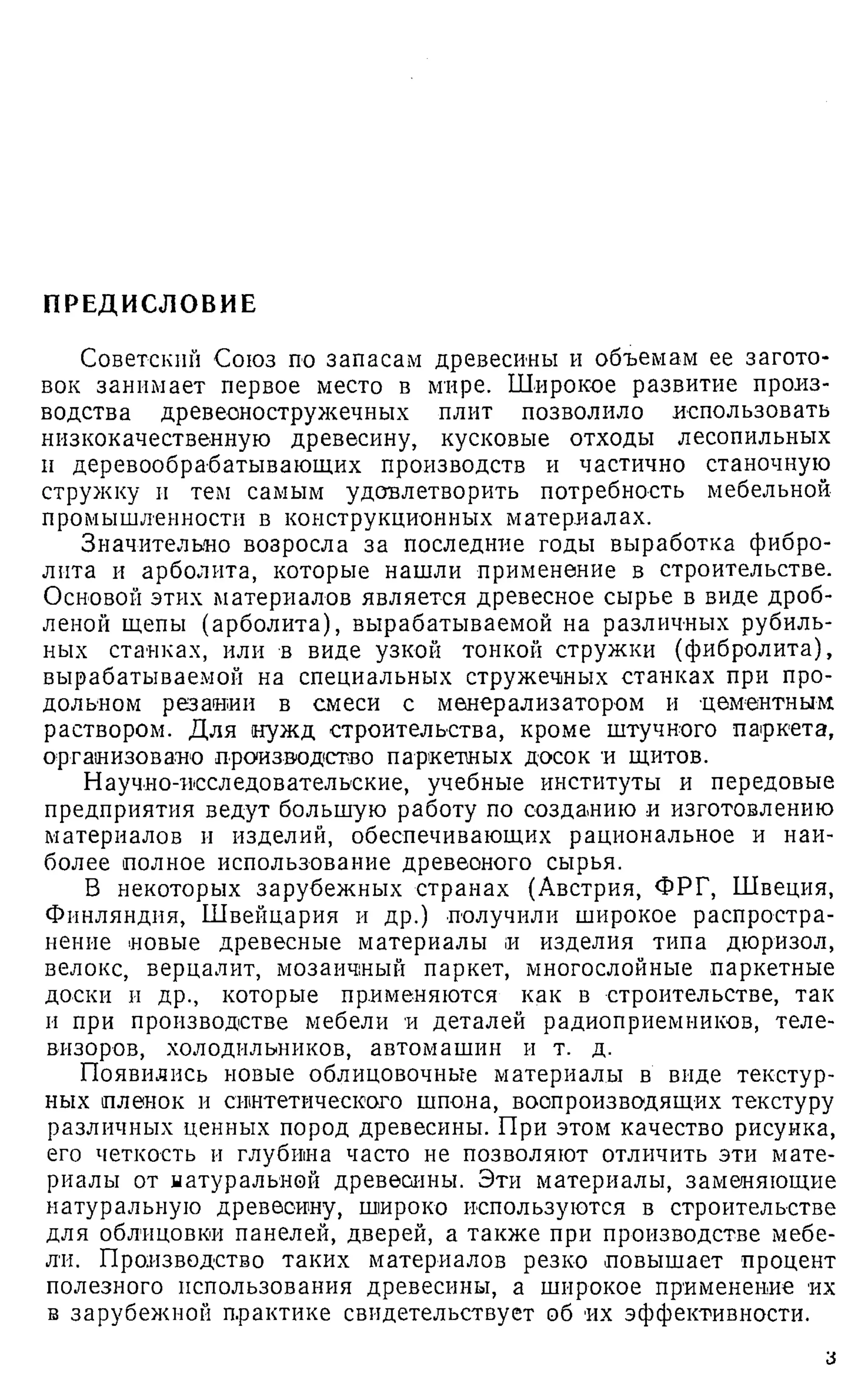
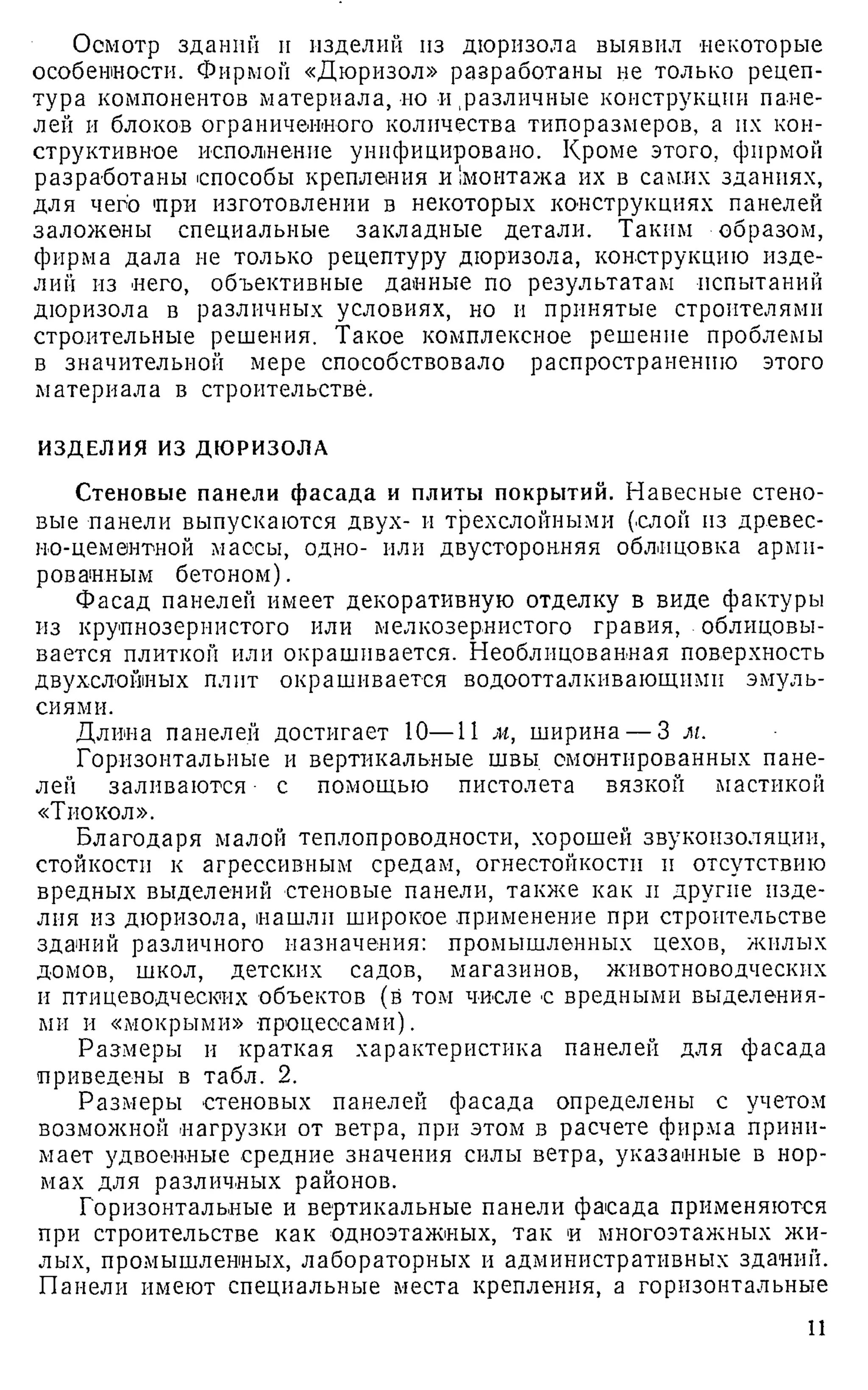
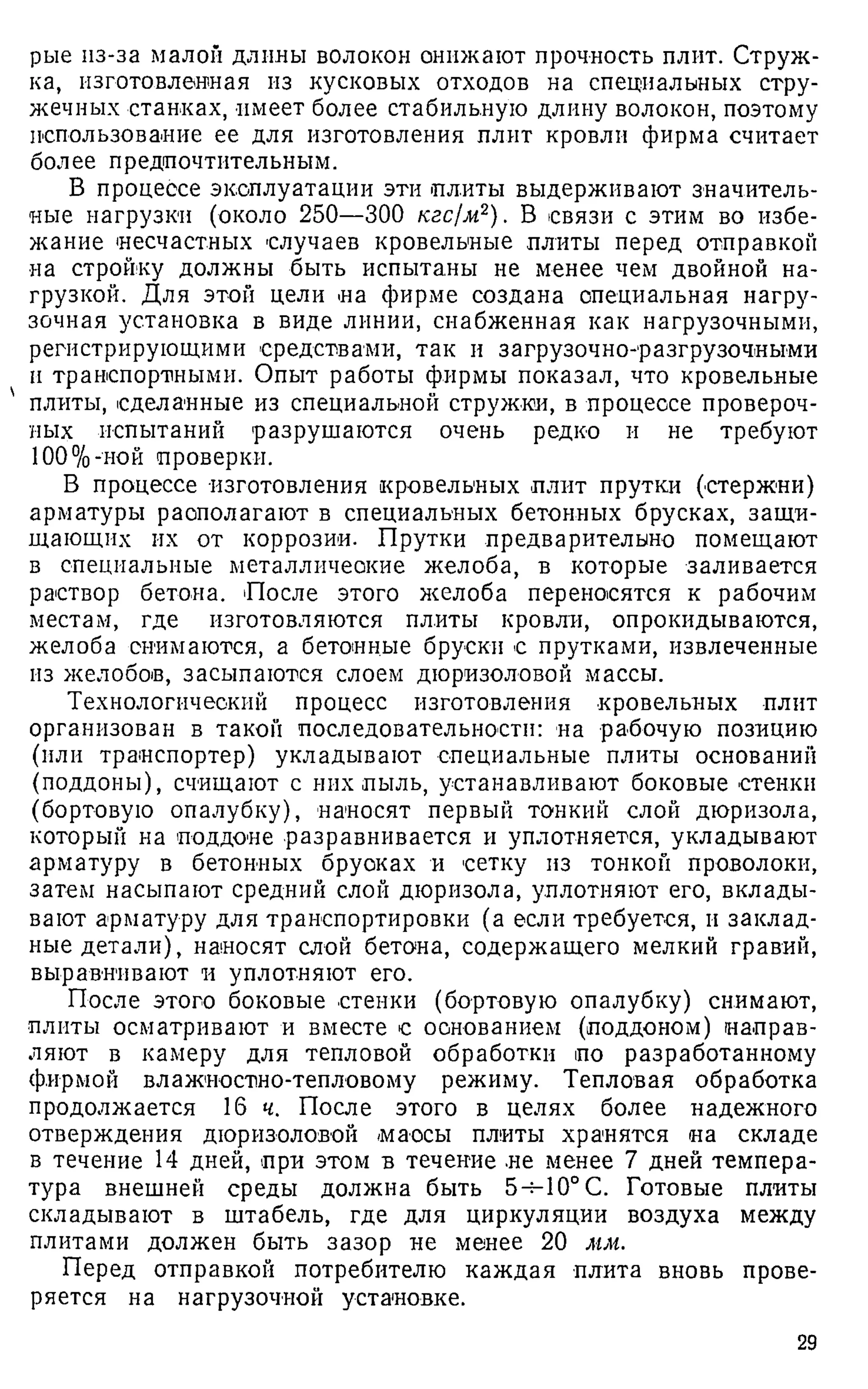
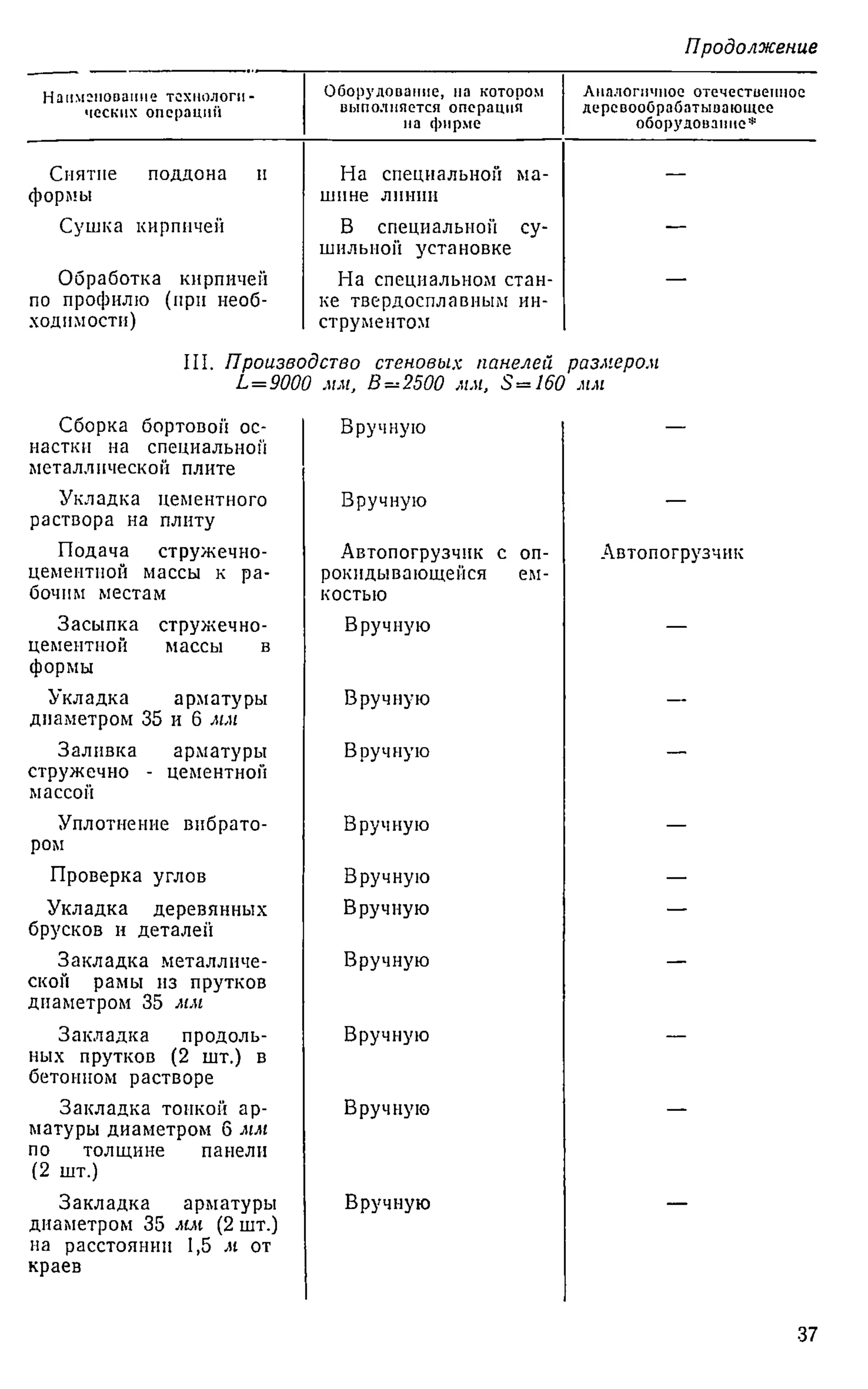
![Технические данные пустотелых блоков
Т а б л и ц а 5
Наименование показателен
Величина показателен при толщине
необработанного блока, см
15 20 25 30
Длина стандартных блоков, см . 50 50 50 50
Высота блоков, с м ............................. 25 25 25 25
Количество стандартных блоков
на 1 .и2 ................................................... 8 8 8 8
Количество бетонного заполните
ля на 1 м - обмуровки, л . . . . 70 100 130 165
Площадь поперечного сечения бе
тонных опор на каждый метр, с.к2 671 905 1193 1539
Вес 1 .и2 блоков, к г .................... 48 60 72 81
Вес готовой стены, оштукатурен
ной с обеих сторон, включая шту
катурку, на 1 и/2, к г ......................... 286 370 454 548
Радиус опоры, см ............................. 2,53 3,38 4,53 5,97
Допустимая нагрузка по центру
для стандартных высот этажей со
гласно стандарту SIA 162 наполни
тель— бетон, т/м:
BNP 250 5б2Д60 5.7 * 14,9 26,8 41,6
BNP 300 Sd"v220 7,6* 20,0 35,8 55,3
BNP 300 ГЩ
М
300 — 24,9 45,0 69,0
BNP 350 fid-Д80 — — 54,0 82,9
Коэффициент теплопередачи для
обмуровки, оштукатуренной с обеих
сторон, к к а л /м - 'Ч - г р а д ....................... 1,13 0,93 0,82 0,79
Поглощение шума начисто ошту
катуренной обмуровкой в зависимо
сти от вида штукатурки и частоты
звука, д ц б .................................................... 46 49 51 52
* В зависимости от жесткости и системы угловых соединений.
цариц (г. Цюрих) при условиях теплопередачи cii= 6 и cia=
= 20 ккал/м2■ч ■град, общепринятых «а практике.
У блоков толщиной 20 см величина коэффициента теплопере
дачи, определенная таким методом, находится в точном соответ
ствии со средней величиной замеров, проведенных на экспери
ментальных домиках, установленных на территории лаборатории
в г. Шлирене и отраженных в протоколах Е.М.Р.А. от 14/IX 1957 г.
№ 20389 и от 5/IX 1957 г. № 20011, где /(=0,88 ккал/м2■ч •град,
или при а, = 6; аа= 20 ккал/м2■ч •град] /( = 0,93 ккал/м2•ч ■
град.
21](https://image.slidesharecdn.com/sourcedoc4-220109095225/75/slide-22-2048.jpg)

![1
Подъем платформ на 65'
Емкости для песка и щебня
Разгрузка автомашин
с прицепами.
Г%1 Г7Л ГШ ГТзП П Г] П П ЦмЦ I I
Л
26
/ Ш 7 9 л
■ 15 ■
h
п
I
17
У
[Г
Г
с Л
с= Л
ш Л
с= Л
20
20
20
20
ф СУ"гг
С < я С У >г
ф
С> О
s'22
Склад хранения стружки
вы сот а 1h м
t ...... ~
- '
=
гг=
П ^
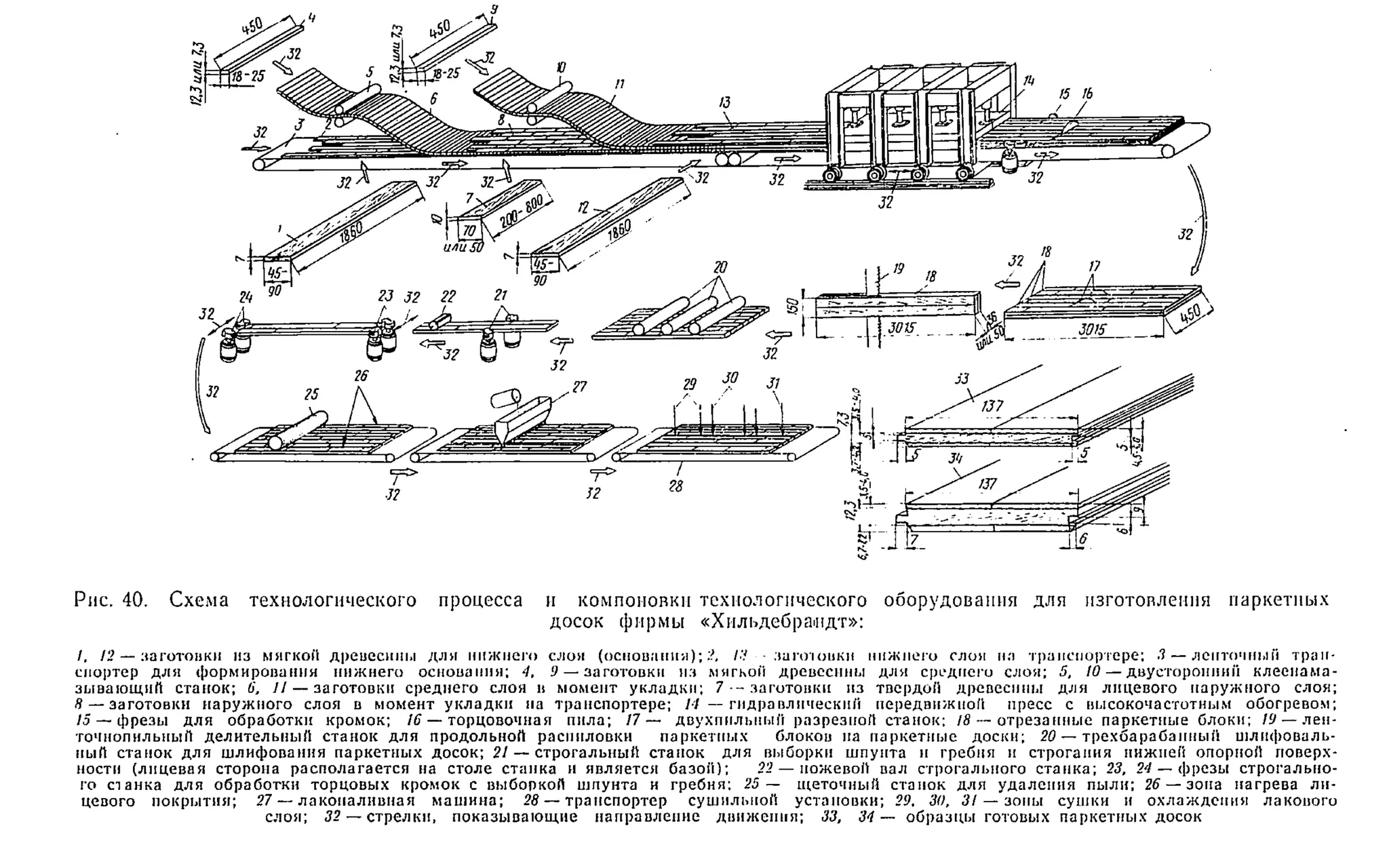
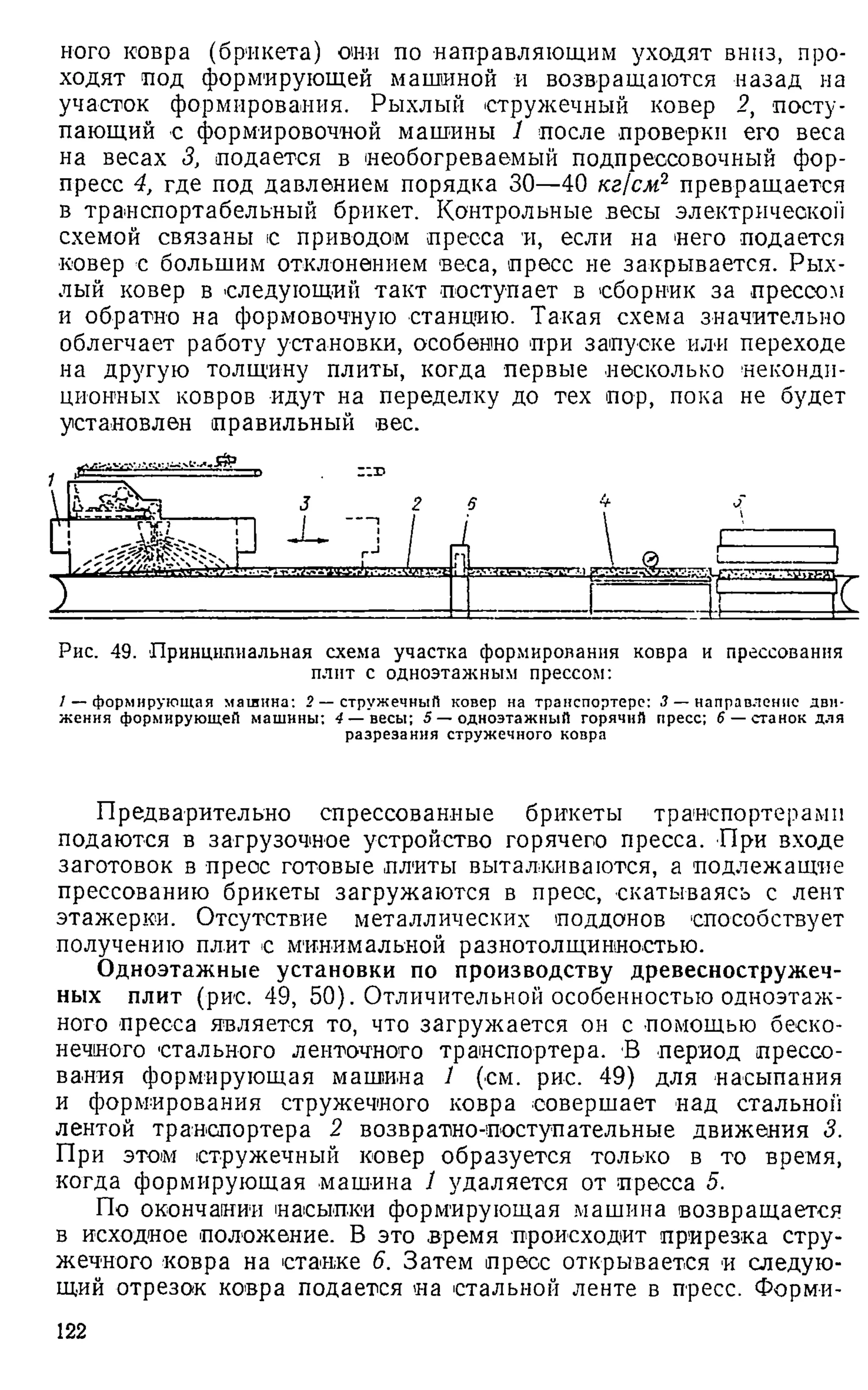
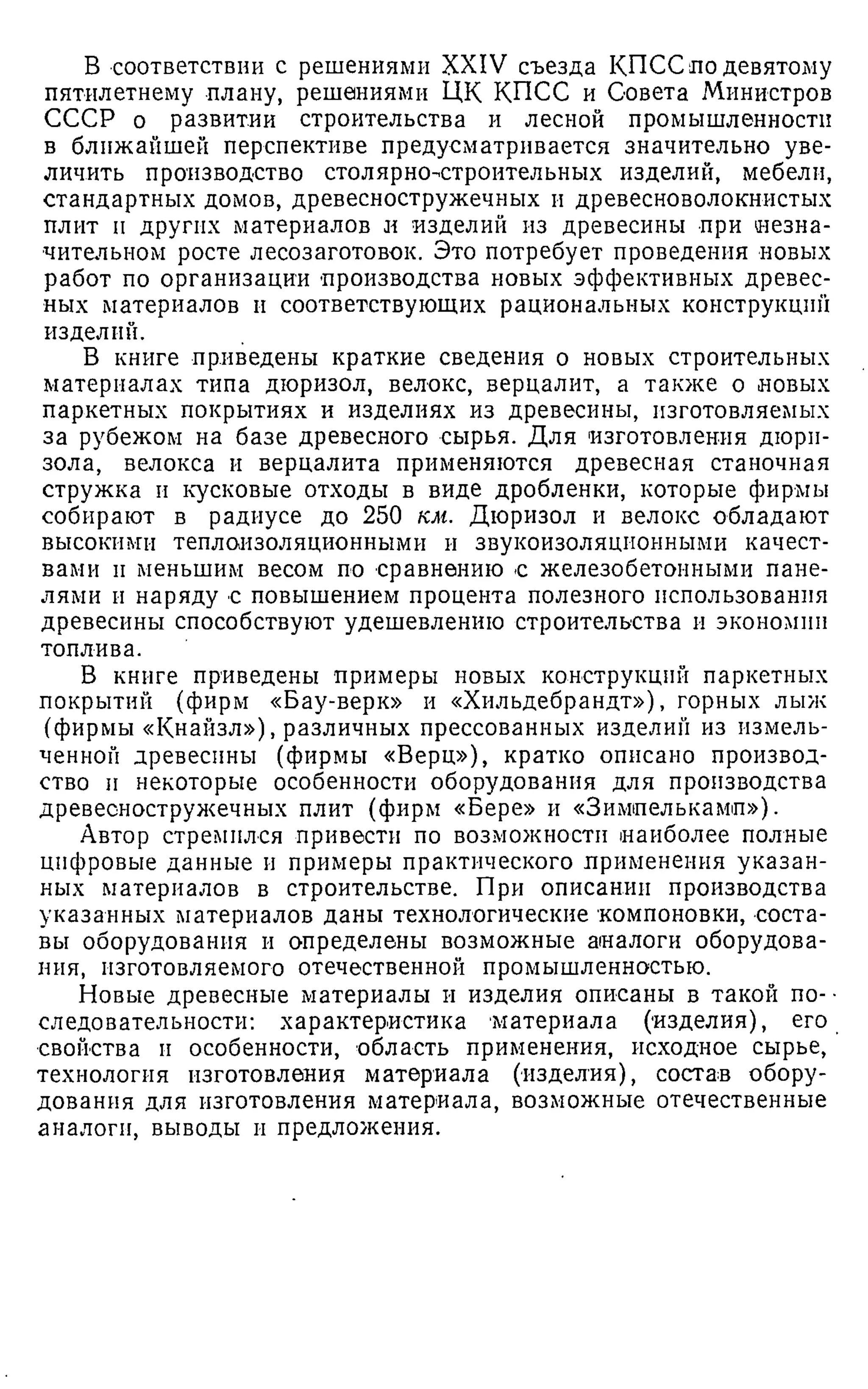
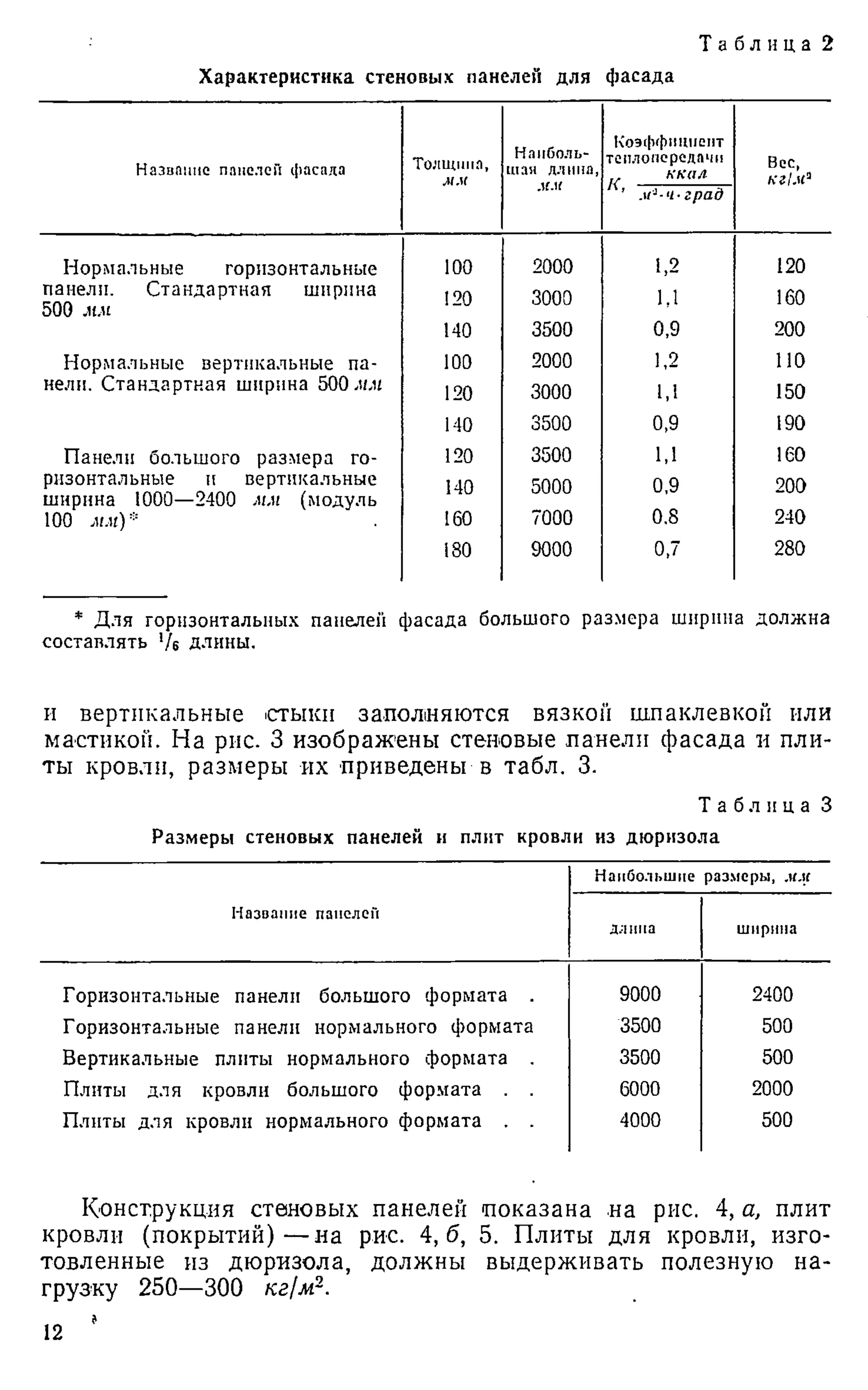
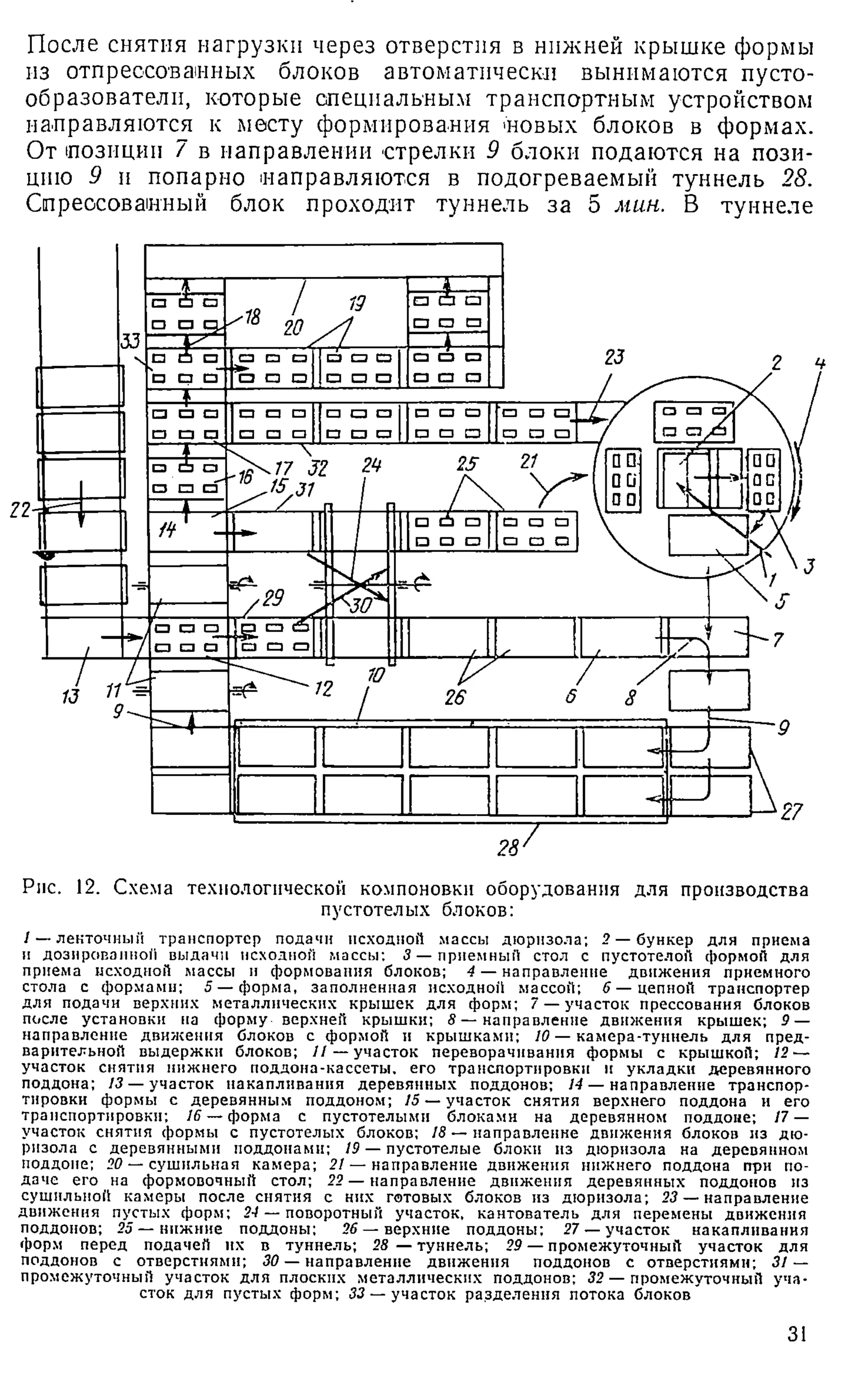
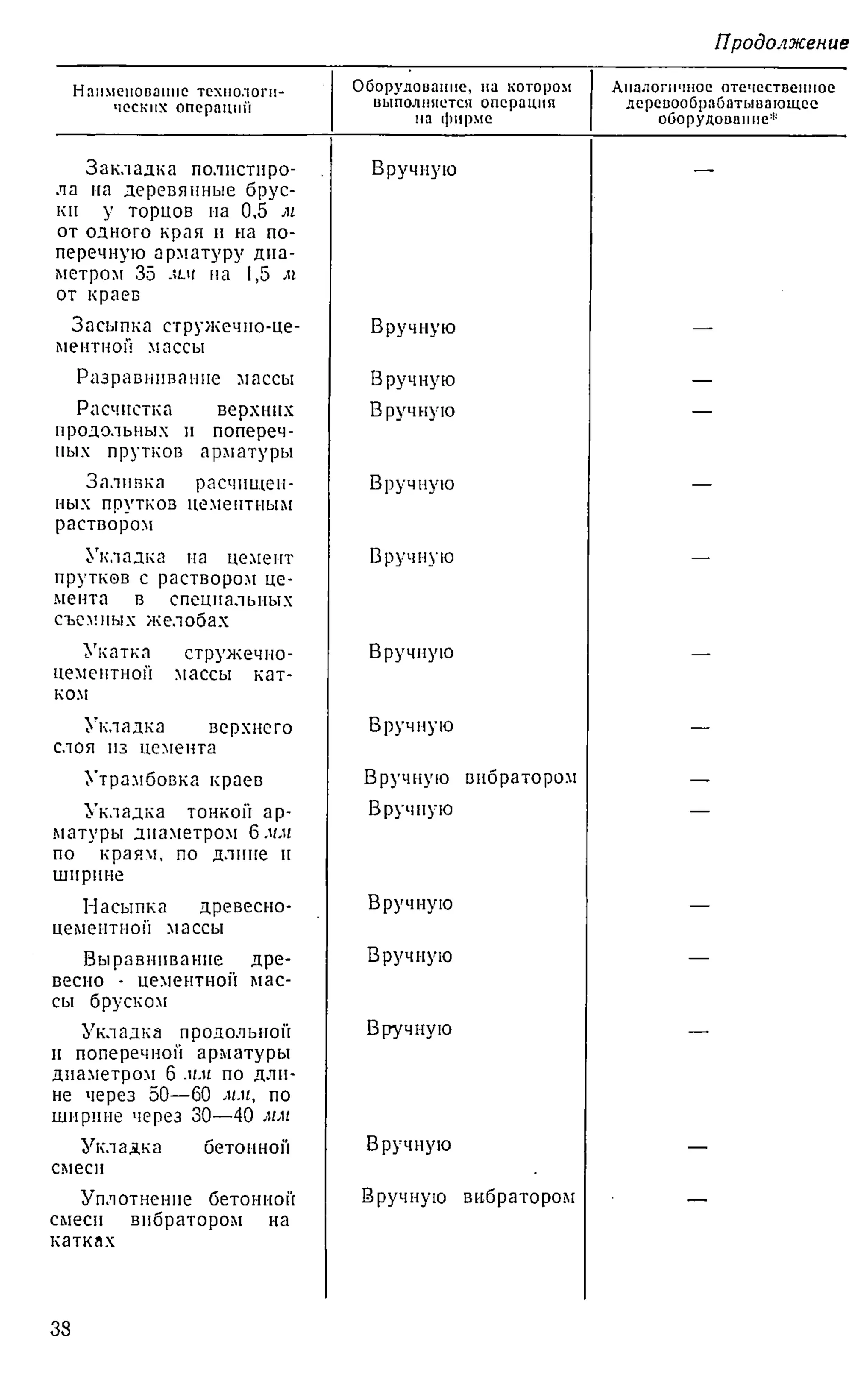
Рис. 10. Схема технологической компоновки оборудования по приготовлению исходной массы дюризола:
/ —участок разгрузки автомашин с прицепами на подъемной платформе, наклоняющейся на 45°; 2 —склад хранения стружки; 3 — бара
бан для сортировки стружки; 4 —участок приготовления химического раствора; 5 — участок форсунок у смесителя; б — смеситель для сме
шивания стружки с химическим раствором фирмы «Драйс»; 7 — направление движения обработанной раствором стружки; 8 — смеси
тель для смешивания обработанной раствором стружки с цементной массой и водой; 9 — направление движения стружечно-цементной
массы; 10 — ленточный транспортер; 11 — бункер стружечно-цементной массы; 12 — автоматическая линия производства кирпичей; 13 — ем
кости для песка н щебня с дозаторами; 14 —ленточные транспортеры; 15 —ленточный транспортер с реверсом; 16 —подъемные емкости;
17 — смесители для приготовления цементной массы; 18 — шнековые транспортеры для подачи цементной смеси к смесителям; 19 — уча
сток изготовления крупных панелей; 20 — участок изготовления мелких панелей; 21, 22 — участки изготовления различных мелких деталей;
23 — емкости для доставки дюризола к рабочим местам; 24 — сушильная установка](https://image.slidesharecdn.com/sourcedoc4-220109095225/75/slide-26-2048.jpg)



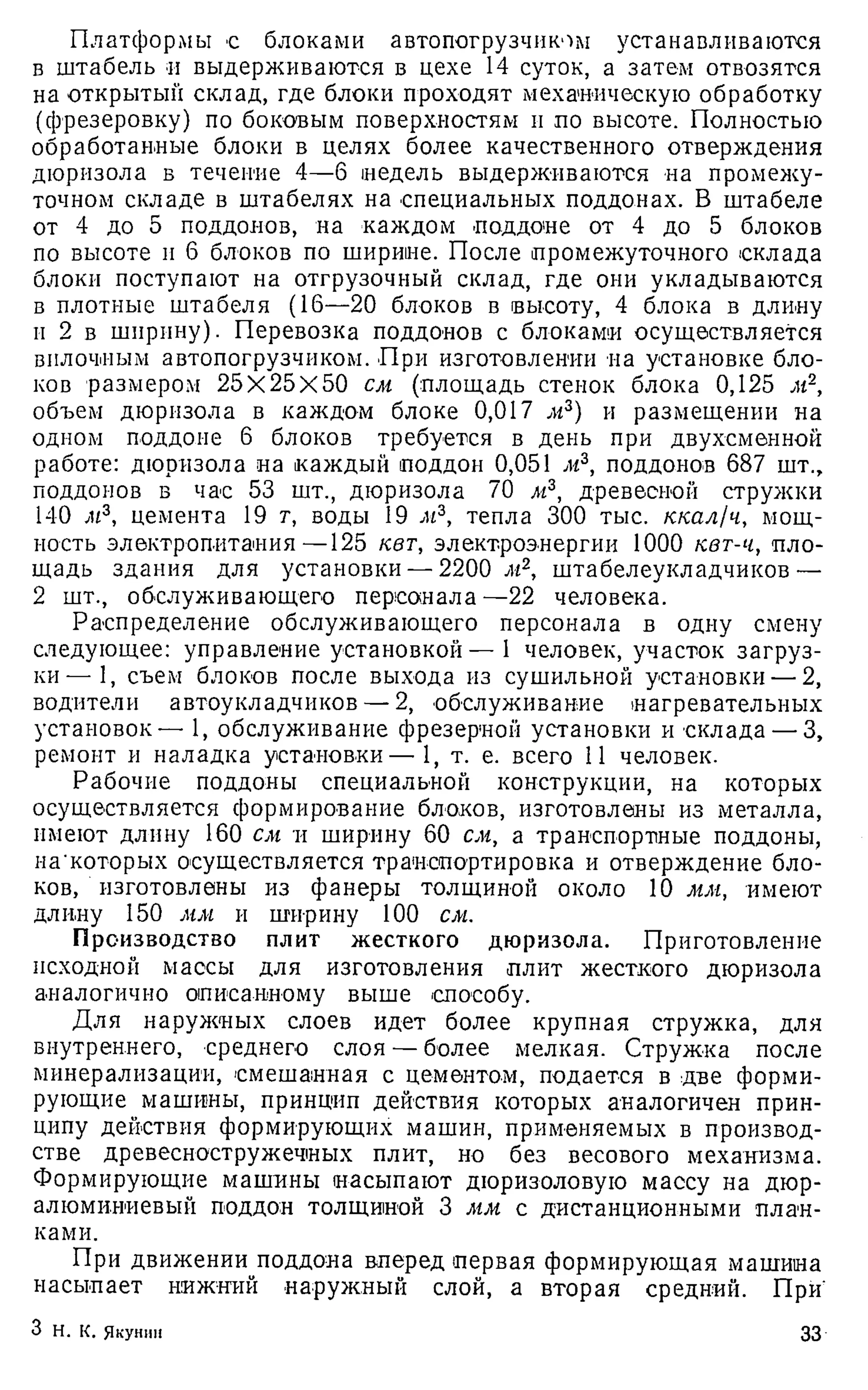



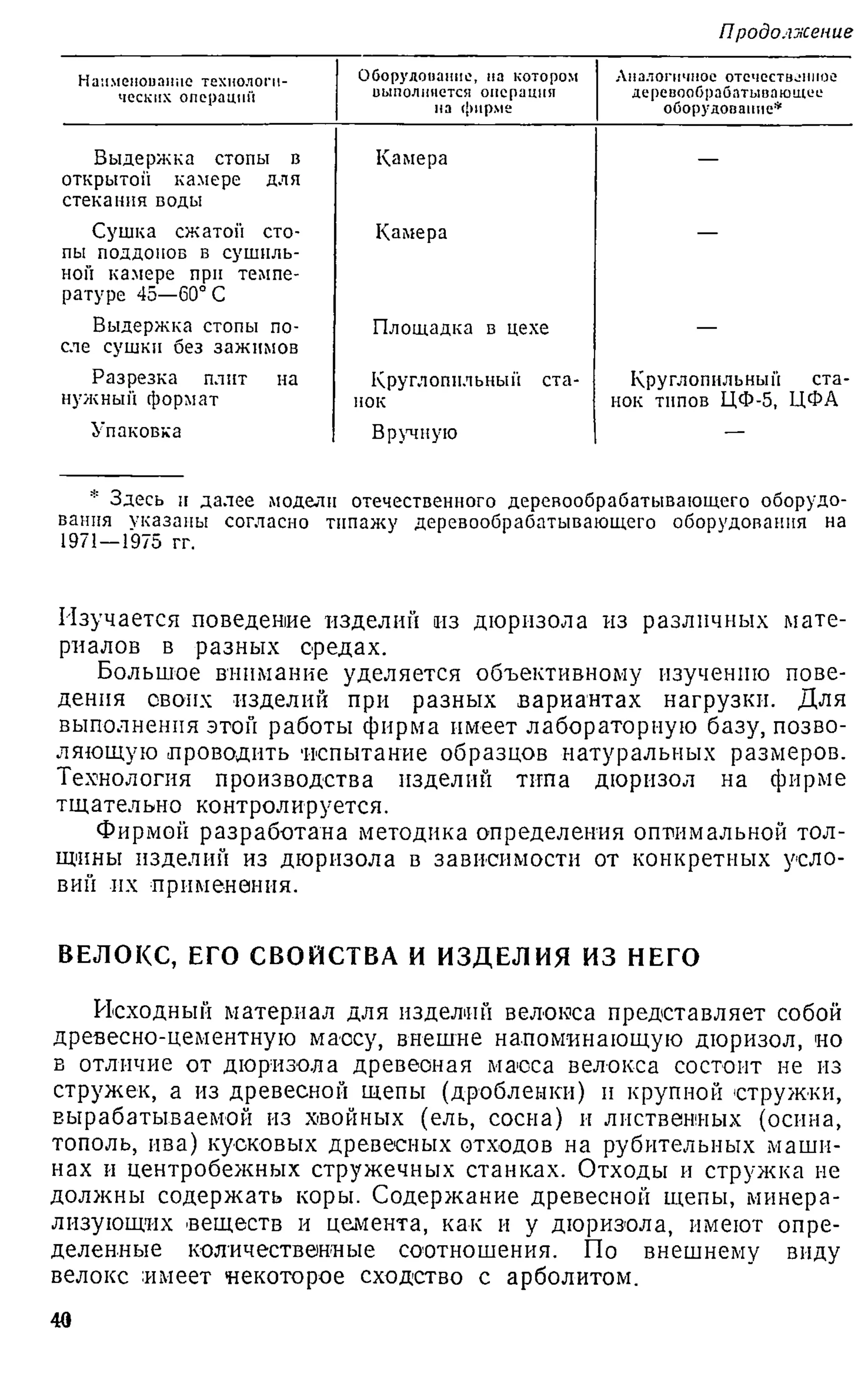
































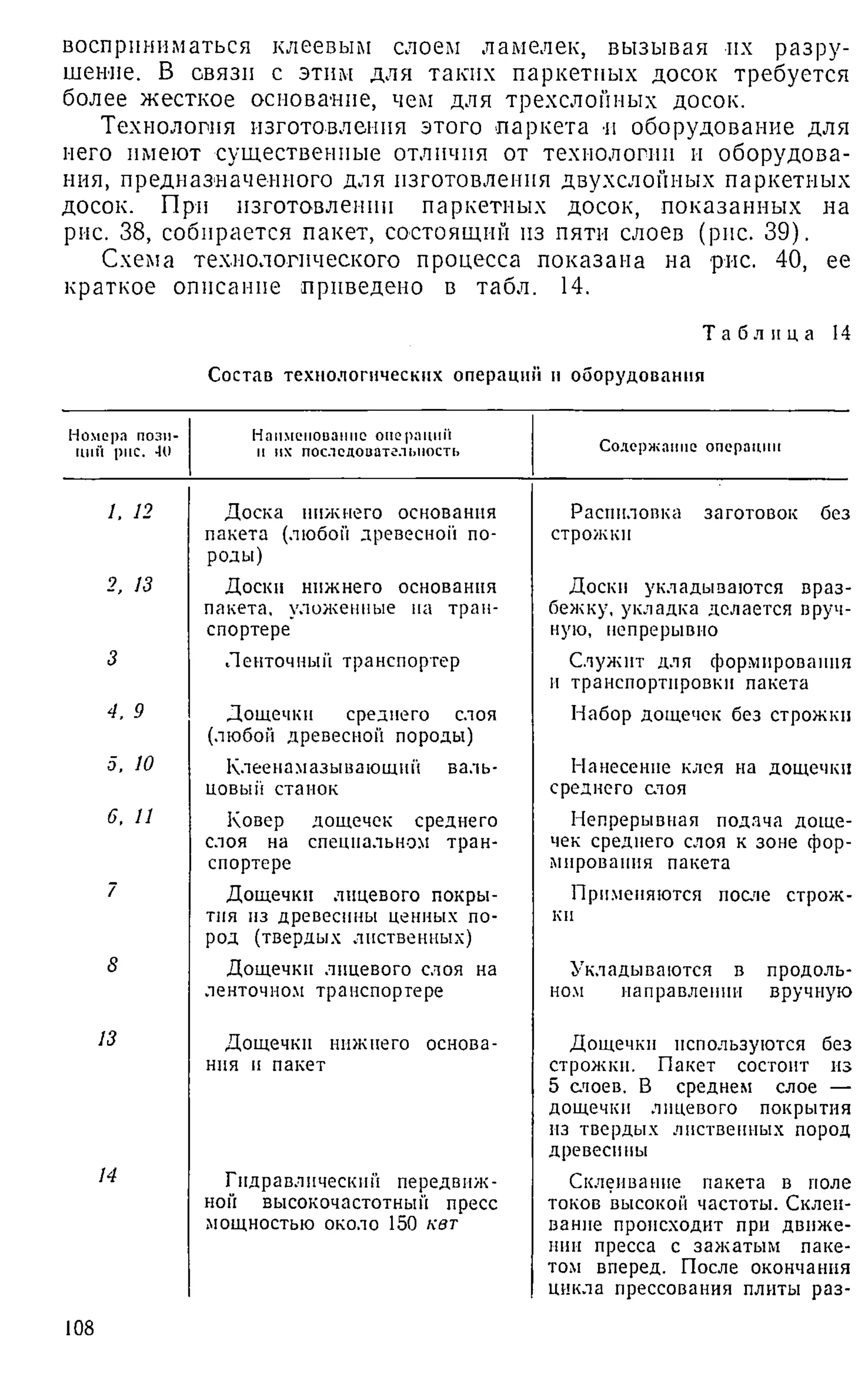
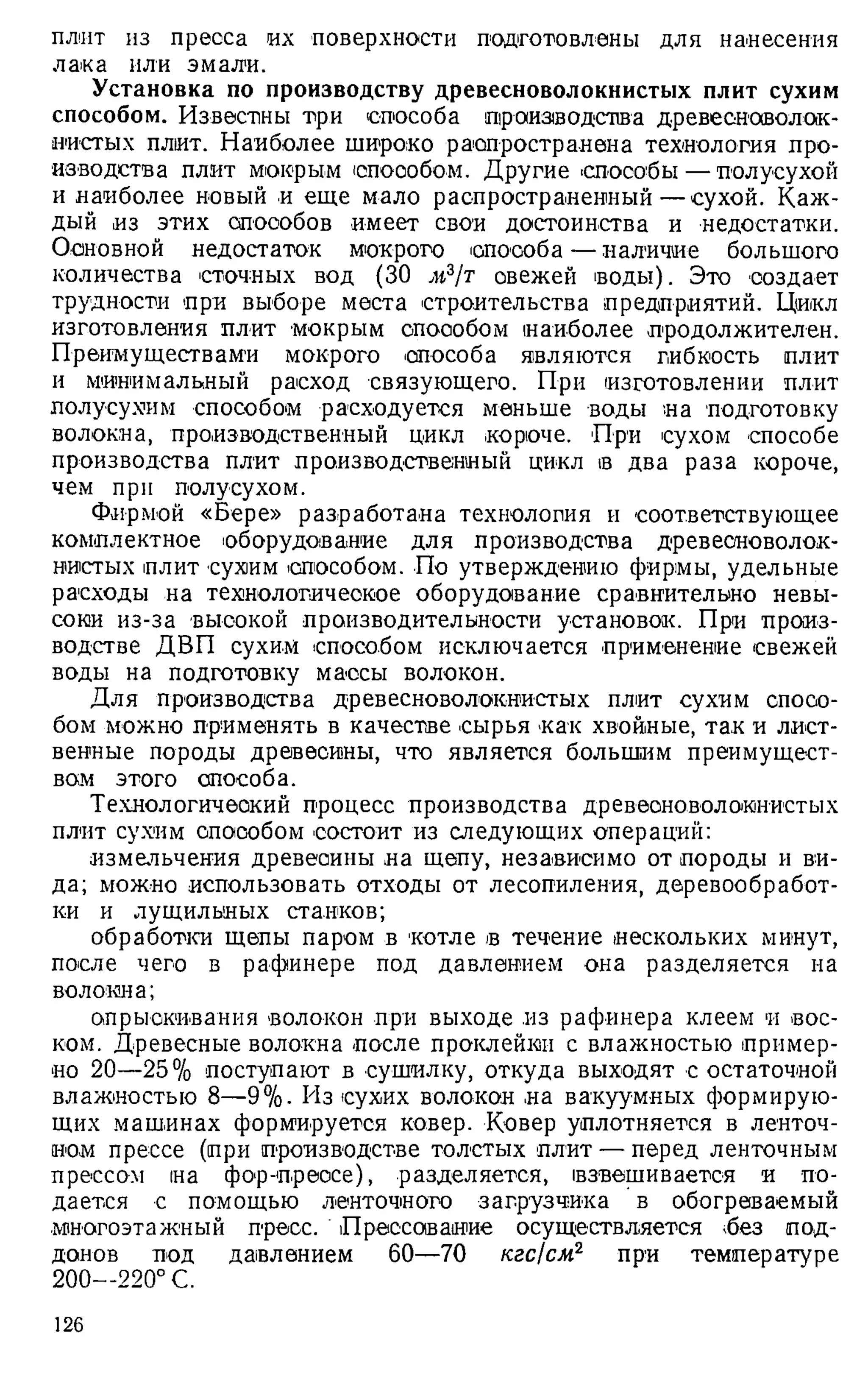
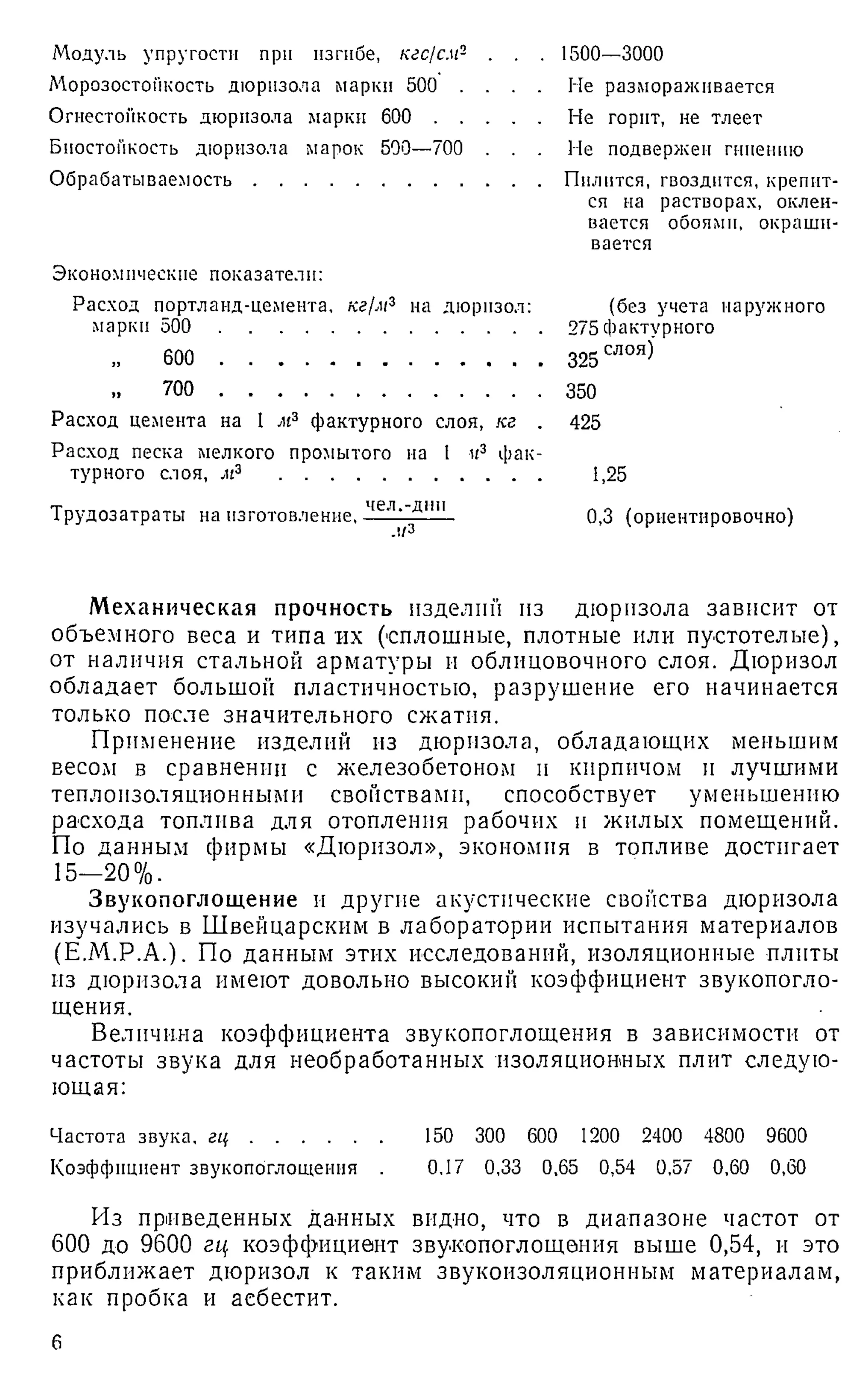
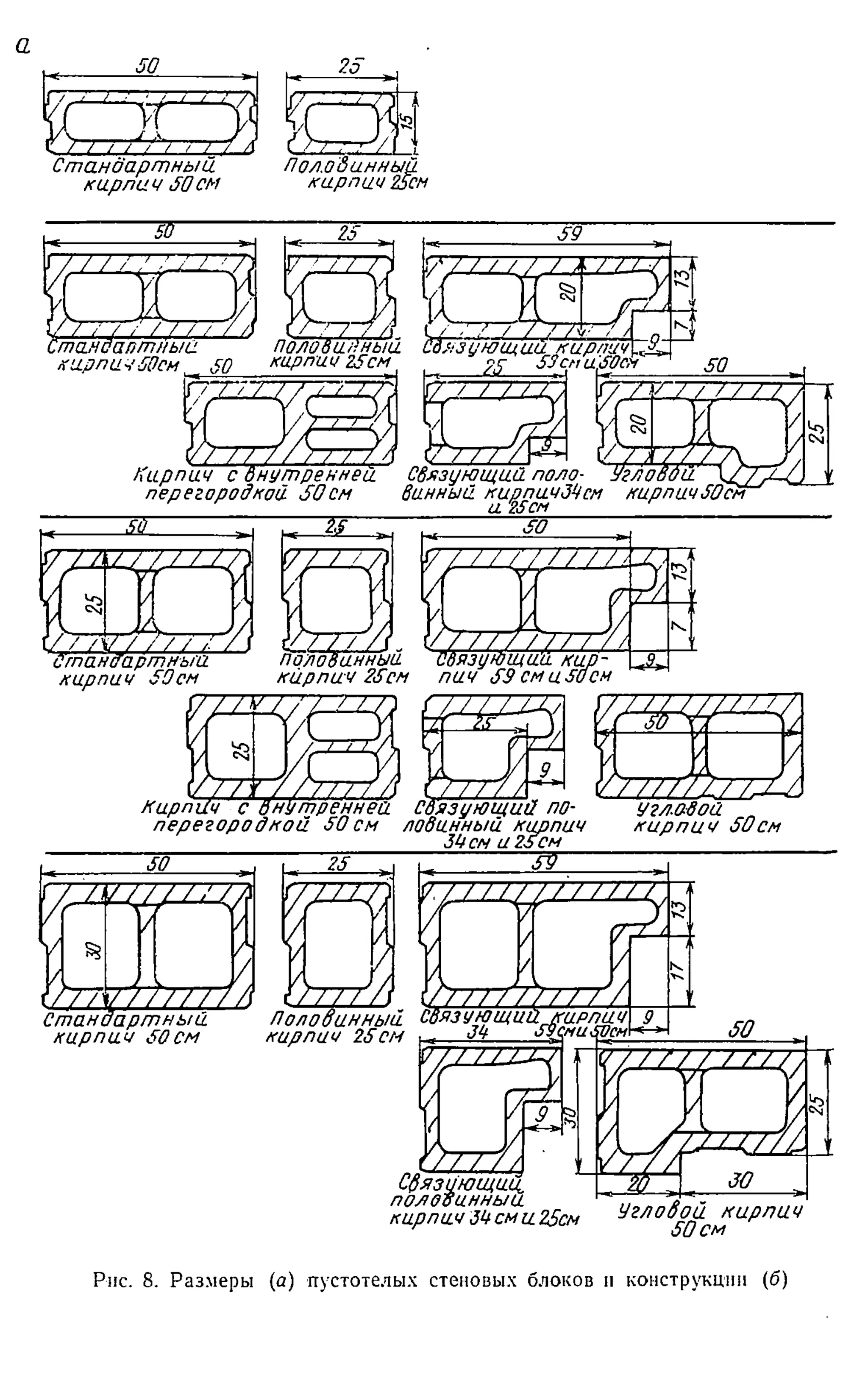
![теров для транспортирования ламелек. Станины этих станков
являются жесткими рамными конструкциями. Оправа—станок
для распиливания черновых заготовок на отрезки требуемой
длины, слева — станок для строгания отрезков и продольного
распиливания их на ламелькш. Для нормальной работы станка
требуется сжатый воздух.
Станок поперечного раскроя состоит из механизма резания,
на вертикальном валу которою устанавливаются две торцовые
пилы (рис. 34,6), и механизма подачи, имеющего наклонный
барабан, по окружности которого расположено 9 зажимных
кассет. Зажим черновых заготовок в кассетах осуществляется
прижимными рычагами и специальными лентами.
Расстояние между двумя торцующими пилами соответствует
длине ламелек и регулируется -специальной втулкой, имеющей
точную настройку. Пильный вал приводится в движение от
отдельного электродвигателя через клиноременную передачу.
В процессе работы на станке осуществляется автоматическая
установка черновых заготовок в требуемое положение п их
зажим перед распиловкой на торцовых пилах. От каждой черно
вой заготовки], проходящей через пару торцовых пил, отпили
вается по одному отрезку. Отпиленные отрезки сталкиваются
на цепной транспортер и подаются к другому участку. Отрезки,
длина которых меньше требуемой, падают в специальный люк
и исключаются из дальнейшей обработки. Длина отпиливаемых
заготовок определяется расстоянием между двумя торцовыми
пилами.
После отапливания одного отрезка заготовка освобождается
от зажимов и под действием собственного веса опускается вниз
и вновь базируется и фиксируется. При работе станка механизм
подачи вращается вместе с заготовками, зажатыми в его 9 на
клонных кассетах. Пиление осуществляется только после того,
когда заготовка вновь будет надежно закреплена зажимными
приспособлениями механизма подачи.
Станок гпя строгания и продольного деления заготовок
(рис. 34, в) состоит из карусельно-строгального устройства, вра
щающегося в наклонном положении относительно горизонталь
ной плоскости, и из узла, осуществляющего продольный раскрой
строганых отрезков на паркетные дощечки. Каждый из этих
механизмов оснащен автоматическим питателем. Кондиционные
отрезки нужной длины, доставленные транспортером от станка
поперечного раскроя, попадают в поворотный барабан, установ
ленный над каруселью механизма подачи и разворачиваются
на 180°. Из этого барабана отрезки попадают в 9 зажимных
кассет карусельного механизма подачи строгального агрегата.
Базирование заготовок и расположение их строго под углом 90°
относительно оси вращения вала осуществляется с помощью
специального установочного стола, положение которого может
регулироваться по высоте. Это обеспечивает зажим отрезков
93](https://image.slidesharecdn.com/sourcedoc4-220109095225/75/slide-91-2048.jpg)