Документ описывает полезную модель станка для магнитно-абразивной обработки плоских конических колес с круговыми зубьями, разработанную белорусскими учеными. Станок включает в себя уникальную магнитную систему и конструкцию дисков, обеспечивающие высокое качество и производительность обработки. Это устройство способно улучшить эффективность обработки материалов в различных отраслях машиностроения.

![BY 6764 U 2010.10.30
2
на который своим центральным отверстием с плотной посадкой до упора своей плоской
торцевой поверхностью на верхнюю плоскость ведущего диска установлено плоское ко-
ническое колесо с круговыми зубьями, а прижимной диск имеет выполненную цилиндри-
ческой диаметром, большим на 2...4 мм ширины зубчатого венца, форму, установлен с
перекрытием ширины зубчатого венца своим нижним плоским основанием над зубьями
плоского конического колеса с зазором 1...3 мм и закреплен на нижнем конце стержня,
связанного с приводом возвратно-поступательных перемещений вдоль и вращения вокруг
его оси, причем вращение нижнего ведущего диска направлено в сторону выпуклой части
зуба, а направление вращения верхнего прижимного диска противоположно направлению
вращения нижнего.
(56)
1. А.с. СССР 1030147, МПК B 24B 31/00, 1983.
2. Левенсон Л.Б. Теория механизмов и машин. - М.: Машгиз, 1954. - С. 228-229.
3. Скойбеда А.Т. и др. Детали машин и основы конструирования. - Минск: Вышэйшая
школа, 2000. - С. 254-262.
Полезная модель относится к чистовой обработке изделий ферроабразивным порош-
ком (ФАП) в магнитном поле и может быть использована в различных отраслях машино-
строения при обработке рабочих поверхностей плоских конических колес с круговыми
зубьями.
Известен станок для магнитно-абразивной обработки шариков [1], содержащий С-об-
разную станину и магнитную систему, состоящую из проходящего через станину ярма и
электромагнитных катушек, установленных на ведущем и прижимном дисках, первый из
которых связан с приводом вращения вокруг вертикальной оси, а второй - с приводом
возвратно-поступательных перемещений вдоль той же оси, причем на обращенных друг к
другу торцах дисков выполнены канавки полукруглого профиля, а в канавке каждого дис-
ка установлены вставки из диамагнитного материала, которые расположены поочередно
по обе стороны от оси симметрии полукруглого профиля канавки.
Такое устройство не позволяет производить качественную и производительную маг-
нитно-абразивную обработку рабочих поверхностей плоских [2] конических колес с ко-
сыми зубьями.
Задачей, которую решает полезная модель, является повышение качества и произво-
дительности магнитно-абразивной обработки рабочих поверхностей плоских конических
колес с круговыми зубьями.
Поставленная задача решается с помощью станка для магнитно-абразивной обработки
плоских конических колес с круговыми зубьями, содержащего С-образную станину и
магнитную систему, состоящую из проходящего через станину ярма и электромагнитных
катушек, установленных на нижнем ведущем и верхнем прижимном дисках, где ведущий
диск связан с одновременным приводом вращения вокруг вертикальной оси и горизон-
тальных возвратно-поступательных перемещений в проходящей через ось плоского кони-
ческого колеса вертикальной плоскости симметрии ярма, имеет по центру своей верхней
плоскости резьбовое отверстие, в которое ввинчен выполненный из диамагнитного мате-
риала стержень, на который своим центральным отверстием с плотной посадкой до упора
своей плоской торцевой поверхностью на верхнюю плоскость ведущего диска установле-
но плоское коническое колесо с круговыми зубьями, а прижимной диск имеет выполнен-
ную цилиндрической диаметром, большим на 2...4 мм ширины зубчатого венца, форму,
установлен с перекрытием ширины зубчатого венца своим нижним плоским основанием](https://image.slidesharecdn.com/6764-151010202945-lva1-app6892/85/6764-2-320.jpg)
![BY 6764 U 2010.10.30
3
над зубьями плоского конического колеса с зазором 1...3 мм и закреплен на нижнем конце
стержня, связанного с приводом возвратно-поступательных перемещений вдоль и враще-
ния вокруг его оси, причем вращение нижнего ведущего диска направлено в сторону вы-
пуклой части зуба, а направление вращения верхнего прижимного диска противоположно
направлению вращения нижнего.
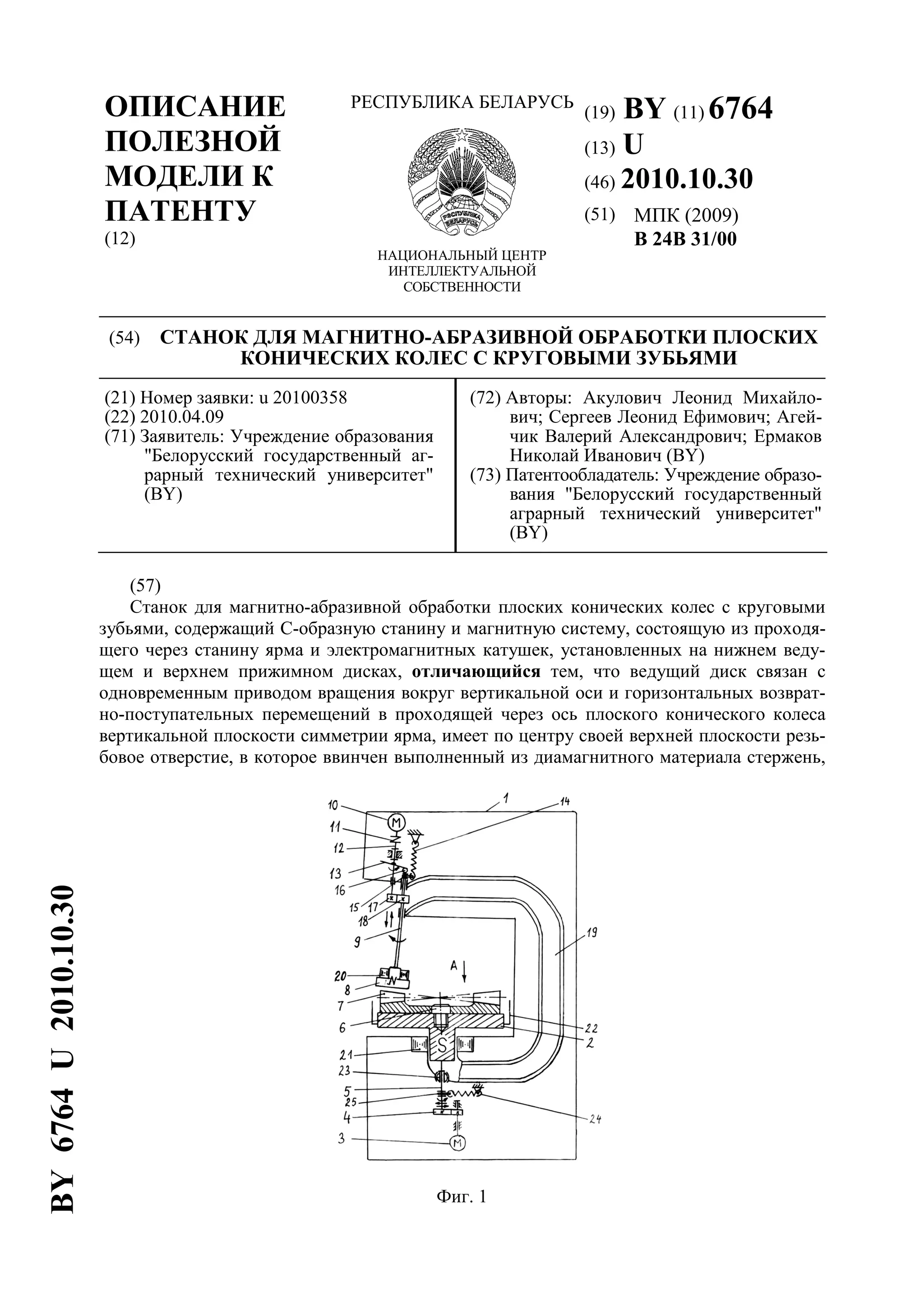
На фиг. 1 изображен общий вид станка; на фиг. 2 - вид A на фиг. 1.
Станок для магнитно-абразивной обработки плоских конических колес с круговыми
зубьями содержит установленный с возможностью относительного перемещения на С-об-
разной станине 1 ведущий диск-магнитопровод 2. Ведущий диск 2 имеет привод враще-
ния вокруг вертикальной оси, для чего он кинематически связан с электродвигателем 3 с
помощью фрикционной передачи, ведомый каток 4 которой выполнен эллипсной формы и
установлен на нижнем конце вала 5. Ведущий диск 2 закреплен на верхнем конце вала 5 с
возможностью демонтажа и замены на ведущий диск других размеров (на фигуре не пока-
зано). Ведущий диск 2 имеет по центру своей верхней плоскости резьбовое отверстие, в
которое ввинчен выполненный из диамагнитного материала стержень 6, на который своим
центральным отверстием с плотной посадкой до упора своей плоской торцевой поверхно-
стью на верхнюю плоскость ведущего диска 2 установлено плоское коническое колесо 7 с
круговыми зубьями. Над зубьями плоского конического колеса 7 с зазором 1...3 мм уста-
новлен с перекрытием ширины зубчатого венца [3] плоского конического колеса 7 своим
нижним плоским основанием прижимной диск-магнитопровод 8, который имеет выполнен-
ную цилиндрической диаметром, большим на 2...4 мм ширины зубчатого венца плоского
конического колеса 7, форму. Прижимной диск 8 закреплен на нижнем конце круглого
стержня 9, связанного с приводом возвратно-поступательных перемещений вдоль его оси
и вращения вокруг его оси. Этот привод содержит электродвигатель 10, направленный
вниз вал которого с помощью муфты 11 соединен с валом 12. В средней части вала 12 сво-
ей центральной частью под углом к его оси жестко закреплен круглый плоский диск 13. К
периферийной части плоского диска 13 прижимается снизу пружиной растяжения 14 с
помощью хомута 15 круглый стержень 9 с присоединенным к его нижнему концу при-
жимным диском 8. Стержень 9 имеет на своем верхнем конце сферический башмак 16 и
возможность возвратно-поступательных и вращательных перемещений относительно ста-
нины 1. Вал 12 имеет на своем нижнем конце жестко закрепленное цилиндрическое
прямозубое колесо 17, входящее в зацепление с жестко закрепленным на стержне 9
цилиндрическим прямозубым колесом 18. Хомут 15 установлен на круглом стержне 9 с
возможностью относительного вращения. Вращение нижнего ведущего диска 2 направле-
но в сторону выпуклой части зуба (показано на фиг. 2 сплошной стрелкой), а направление
вращения верхнего прижимного диска 8 противоположно направлению вращения нижне-
го. В проходящей через ось плоского конического колеса 7 вертикальной плоскости сим-
метрии расположено магнитопроводящее ярмо 19 магнитной системы станка, содержащей
также установленную на прижимном диске-магнитопроводе 8 электромагнитную катушку
20 и закрепленную на станине 1 вторую электромагнитную катушку 21, внутри которой
размещена с возможностью вращения ступица ведущего диска-магнитопровода 2. Вокруг
ведущего диска 2 установлен закрепленный на ведущем диске 2 кожух 22, который
ограждает рабочую зону и служит для сбора эмульсии и отходов. Вал 5 установлен с
возможностью вращения внутри плоского шарнира 23, горизонтальная ось которого
перпендикулярна проходящей через ось плоского конического колеса и вала 5 вертикаль-
ной плоскости симметрии ярма и который выполнен в станине 1 с возможностью поворота
вокруг ее. Катки фрикционной передачи прижимаются друг к другу с помощью пружины
растяжения 24, присоединенной к установленному на валу 5 с возможностью относитель-
ного вращения хомута 25. Разница в размерах большого и малого диаметров эллипсной
формы ведомого катка 4 составляет 2...3 мм.](https://image.slidesharecdn.com/6764-151010202945-lva1-app6892/85/6764-3-320.jpg)