Документ описывает патент на станок для магнитно-абразивной обработки сферических торцов конических роликов, который содержит уникальные конструктивные элементы, такие как с-образная станина и магнитная система. Целью данной полезной модели является повышение качества и производительности обработки таких роликов в машиностроении. Основные характеристики устройства включают специальные механизмы для вращения и качательного движения дисков, что позволяет оптимизировать процесс обработки и улучшить качество поверхностей.
![(19) BY (11) 7094
(13) U
(46) 2011.02.28
(51) МПК (2009)
B 24B 31/00
ОПИСАНИЕ
ПОЛЕЗНОЙ
МОДЕЛИ К
ПАТЕНТУ
(12)
РЕСПУБЛИКА БЕЛАРУСЬ
НАЦИОНАЛЬНЫЙ ЦЕНТР
ИНТЕЛЛЕКТУАЛЬНОЙ
СОБСТВЕННОСТИ
(54) СТАНОК ДЛЯ МАГНИТНО-АБРАЗИВНОЙ ОБРАБОТКИ
СФЕРИЧЕСКИХ ТОРЦОВ КОНИЧЕСКИХ РОЛИКОВ
(21) Номер заявки: u 20100718
(22) 2010.08.16
(71) Заявитель: Учреждение образования
"Белорусский государственный аг-
рарный технический университет"
(BY)
(72) Авторы: Акулович Леонид Михайло-
вич; Сергеев Леонид Ефимович; Агей-
чик Валерий Александрович; Ермаков
Николай Иванович (BY)
(73) Патентообладатель: Учреждение обра-
зования "Белорусский государствен-
ный аграрный технический универси-
тет" (BY)
(57)
Станок для магнитно-абразивной обработки сферических торцов конических роликов,
содержащий С-образную станину и магнитную систему, состоящую из проходящего через
станину ярма и электромагнитных катушек, установленных на нижнем ведущем и верх-
нем прижимном дисках, связанных с приводами вращения, отличающийся тем, что ниж-
ний ведущий диск связан с приводом вращения вокруг лежащей в плоскости ярма
горизонтальной оси с угловой скоростью ωu и имеет толщину, равную удвоенной длине l
ролика, и торец, в радиальном сечении выполненный по вогнутой окружности радиусом
r = {l2
+ [R + 5 - (R2
-l2
)0,5
]2
} / 2[R + 5 - (R2
-l2
)0,5
],
где r - радиус вогнутой поверхности торца в радиальном сечении;
l - половина толщины нижнего диска, равная длине конического ролика;
R - радиус сферы сферического торца конического ролика,
Фиг. 1
BY7094U2011.02.28](https://image.slidesharecdn.com/7094-151010221349-lva1-app6891/85/7094-1-320.jpg)
![(19) BY (11) 7094
(13) U
(46) 2011.02.28
(51) МПК (2009)
B 24B 31/00
ОПИСАНИЕ
ПОЛЕЗНОЙ
МОДЕЛИ К
ПАТЕНТУ
(12)
РЕСПУБЛИКА БЕЛАРУСЬ
НАЦИОНАЛЬНЫЙ ЦЕНТР
ИНТЕЛЛЕКТУАЛЬНОЙ
СОБСТВЕННОСТИ
(54) СТАНОК ДЛЯ МАГНИТНО-АБРАЗИВНОЙ ОБРАБОТКИ
СФЕРИЧЕСКИХ ТОРЦОВ КОНИЧЕСКИХ РОЛИКОВ
(21) Номер заявки: u 20100718
(22) 2010.08.16
(71) Заявитель: Учреждение образования
"Белорусский государственный аг-
рарный технический университет"
(BY)
(72) Авторы: Акулович Леонид Михайло-
вич; Сергеев Леонид Ефимович; Агей-
чик Валерий Александрович; Ермаков
Николай Иванович (BY)
(73) Патентообладатель: Учреждение обра-
зования "Белорусский государствен-
ный аграрный технический универси-
тет" (BY)
(57)
Станок для магнитно-абразивной обработки сферических торцов конических роликов,
содержащий С-образную станину и магнитную систему, состоящую из проходящего через
станину ярма и электромагнитных катушек, установленных на нижнем ведущем и верх-
нем прижимном дисках, связанных с приводами вращения, отличающийся тем, что ниж-
ний ведущий диск связан с приводом вращения вокруг лежащей в плоскости ярма
горизонтальной оси с угловой скоростью ωu и имеет толщину, равную удвоенной длине l
ролика, и торец, в радиальном сечении выполненный по вогнутой окружности радиусом
r = {l2
+ [R + 5 - (R2
-l2
)0,5
]2
} / 2[R + 5 - (R2
-l2
)0,5
],
где r - радиус вогнутой поверхности торца в радиальном сечении;
l - половина толщины нижнего диска, равная длине конического ролика;
R - радиус сферы сферического торца конического ролика,
Фиг. 1
BY7094U2011.02.28](https://image.slidesharecdn.com/7094-151010221349-lva1-app6891/75/7094-1-2048.jpg)
![BY 7094 U 2011.02.28
2
причем верхний прижимной диск выполнен в виде патрона с нижним коническим отвер-
стием под установленный в него соосно меньшим основанием вверх и выступающим за
его пределы большим сферическим основанием вниз конический ролик и связан с приво-
дом вращения вокруг лежащей в плоскости ярма вертикальной оси с угловой скоростью
ωp с одновременным качательным движением при повороте симметрично ее в плоскости
ярма вокруг расположенной в центре кривизны сферического торца ролика оси с макси-
мальной угловой скоростью ωк, а отношение максимальной угловой скорости качания ро-
лика симметрично вертикальной оси в плоскости ярма ωк к угловой скорости вращения
нижнего ведущего диска вокруг лежащей в плоскости ярма горизонтальной оси ωu и к уг-
ловой скорости вращения ролика вокруг собственной оси ωр равно
ωк : ωu : ωp = 0,10…0,15 : 20…25 : 55…60.
(56)
1. А.с. СССР 1030147, МПК В 24 В 31/00, 1983.
2. Нарышкин В.Н., Коросташевский Р.В. Подшипники качения: Справочник. - М.:
Машиностроение, 1984. - С. 280.
3. Патент на изобретение РФ 2107110 C1, МПК С 22 С 38/60, H01 F 1/14.
4. Рывкин А.А., Рывкин А.З., Хренов Л.С. Справочник по математике. Изд. 3-е. - М.:
Высшая школа. - С. 199.
Полезная модель относится к чистовой обработке изделий ферроабразивным порош-
ком (ФАП) в магнитном поле и может быть использована в различных отраслях машино-
строения при обработке поверхности роликов подшипников качения.
Известен [1] станок для магнитно-абразивной обработки шариков, содержащий С-
образную станину и магнитную систему, состоящую из проходящего через станину ярма и
электромагнитных катушек, установленных на ведущем и прижимном дисках, первый из
которых связан с приводом вращения вокруг вертикальной оси, а второй - с приводом
возвратно-поступательных перемещений вдоль той же оси, причем на обращенных друг к
другу торцах дисков выполнены канавки полукруглого профиля, а в канавке каждого дис-
ка установлены вставки из диамагнитного материала, которые расположены поочередно
по обе стороны от оси симметрии полукруглого профиля канавки.
Такое устройство не позволяет производить качественную и производительную маг-
нитно-абразивную обработку поверхностей сферических торцов конических роликов сфе-
рических упорных подшипников серии 9039436 ГОСТ 9942-82 [2].
Задачей, которую решает полезная модель, является повышение качества и произво-
дительности магнитно-абразивной обработки поверхностей сферических торцов кониче-
ских роликов сферических упорных подшипников.
Поставленная задача решается с помощью станка для магнитно-абразивной обработки
сферических торцов конических роликов, содержащего С-образную станину и магнитную
систему, состоящую из проходящего через станину ярма и электромагнитных катушек,
установленных на нижнем ведущем и верхнем прижимном дисках, связанных с привода-
ми вращения, где нижний ведущий диск связан с приводом вращения вокруг лежащей в
плоскости ярма горизонтальной оси с угловой скоростью ωu и имеет толщину, равную уд-
военной длине l ролика, и торец в радиальном сечении, выполненный по вогнутой окруж-
ности радиусом
r = {l2
+ [R + 5-(R2
-l2
)0,5
]2
} / 2[R + 5-(R2
-l2
)0,5
],
где r - радиус вогнутой поверхности торца в радиальном сечении;
l - половина толщины нижнего диска, равная длине конического ролика;
R - радиус сферы сферического торца конического ролика,](https://image.slidesharecdn.com/7094-151010221349-lva1-app6891/85/7094-2-320.jpg)
![BY 7094 U 2011.02.28
3
причем верхний прижимной диск выполнен в виде патрона с нижним коническим отвер-
стием под установленный в него соосно меньшим основанием вверх и выступающим за
его пределы большим сферическим основанием вниз конический ролик и связан с приво-
дом вращения вокруг лежащей в плоскости ярма вертикальной оси с угловой скоростью
ωp с одновременным качательным движением при повороте симметрично ее в плоскости
ярма вокруг расположенной в центре кривизны сферического торца ролика оси с макси-
мальной угловой скоростью ωк, а отношение максимальной угловой скорости качания ро-
лика симметрично вертикальной оси в плоскости ярма ωк к угловой скорости вращения
нижнего ведущего диска вокруг лежащей в плоскости ярма горизонтальной оси ωu и к уг-
ловой скорости вращения ролика вокруг собственной оси ωp равно
ωк : ωu: ωp = 0,10…0,15 : 20…25 : 55…60.
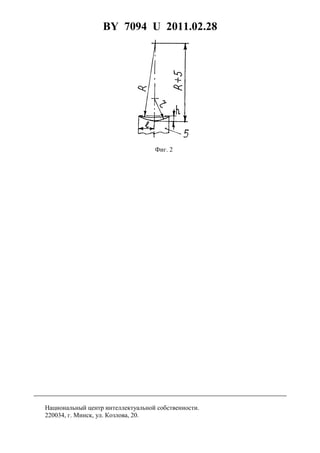
На фиг. 1 изображен общий вид станка; на фиг. 2 - показана расчетная схема для опре-
деления радиуса вогнутой поверхности торца нижнего ведущего диска в радиальном се-
чении r.
Станок для магнитно-абразивной обработки сферических торцов конических роликов
содержит С-образную станину 1 и магнитную систему, состоящую из проходящего через
станину 1 ярма 2 и электромагнитных катушек 3 и 4, установленных соответственно на
нижнем ведущем 5 и верхнем прижимном 6 дисках, связанных с приводами вращения.
Нижний ведущий диск 5 связан с включающим электродвигатель 7 приводом вращения
вокруг лежащей в плоскости ярма 2 горизонтальной оси с угловой скоростью ωu. Верхний
прижимной диск 6 выполнен в виде патрона с нижним коническим отверстием под уста-
новленный в него соосно меньшим основанием вверх и выступающим за его пределы
большим сферическим основанием вниз конический ролик 8 и связан с приводом враще-
ния от электродвигателя 9 вокруг присоединенной к нему лежащей в плоскости ярма вер-
тикальной оси 10 с угловой скоростью ωp, равной угловой скорости вращения
конического ролика 8 вокруг собственной оси. Одновременно патрон 6 осуществляет ка-
чательное движение с максимальной угловой скоростью ωк во время его поворота сим-
метрично вертикальной оси 10 в плоскости ярма 2 вокруг расположенной в центре
кривизны сферического торца конического ролика 8, перпендикулярной плоскости ярма 2
оси за счет находящейся в этом центре соединяющей верхнюю и нижнюю части верти-
кальной оси 10 шарнирной муфты 11. Нижняя часть вертикальной оси 10 содержит шли-
цевое соединение 12 со стопорным болтом 13 с возможностью изменения длины нижней
части вертикальной оси 10 с закрепленным на ней снизу патроном 6. Электромагнитная
катушка 4 установлена на патроне 6 с помощью подшипника скольжения 14 и, не имея
возможности совершать вследствие наличия подшипника 14 вращательного движения
вместе с вертикальной осью 10, с помощью находящихся в плоскости ярма 2 присоеди-
ненного к катушке 4 с помощью шарнира 15 стержня 16 и шарнирно присоединенного к
нему кривошипно-шатунного механизма 17 с электродвигателем (на фигуре не показан)
имеет возможность совершать вышеописанное качательное движение. Материал подшип-
ника скольжения 14 выполнен из магнитострикционного сплава на основе железа, содер-
жащего ряд компонентов, в том числе алюминий, кремний, углерод и серу. Данный сплав
относится к магнитно-мягким материалам и технический эффект от его применения со-
стоит в стабильном получении высоких значений индукции насыщения за счет направ-
ленных напряжений, возникающих при выделении карбидов алюминия, и образования
правильно ориентированной доменной структуры [3]. Нижний ведущий диск 5 имеет
толщину, равную удвоенной длине l ролика, и торец в радиальном сечении, выполненный
по вогнутой окружности радиусом
r = {l2
+ [R + 5 - (R2
-l2
)0,5
]2
} / 2[R + 5 - (R2
-l2
)0,5
], (1)
где r - радиус вогнутой поверхности торца в радиальном сечении;
l - половина толщины нижнего диска, равная длине конического ролика;
R - радиус сферы сферического торца конического ролика.](https://image.slidesharecdn.com/7094-151010221349-lva1-app6891/85/7094-3-320.jpg)
![BY 7094 U 2011.02.28
4
При этом толщина нижнего ведущего диска 5 равна 2l - удвоенной длине конического
ролика 8, а между сферической поверхностью торца конического ролика 8 за счет наличия
заявленной величины радиуса r вогнутой поверхности торца в радиальном сечении в вер-
тикальной плоскости симметрии образуется увеличение зазора на 5 мм по сравнению с
минимальным в крайних положениях. Представленная в формуле (1) величина радиуса r
получена в результате решения уравнения (2), где присутствуют определенная по форму-
ле [4], показанная на фиг. 2 разница h между величинами максимального и минимального
радиусов нижнего ведущего диска и половина толщины этого диска l
r = (l2
+h2
) / 2h. (2)
В это уравнение подставляется определенное по фиг. 2 с использованием формулы
Пифагора значение
h = R + 5 - (R2
-l2
)0,5
. (3)
Отношение максимальной угловой скорости качания ролика симметрично вертикаль-
ной оси при повороте в плоскости ярма ωк к угловой скорости вращения нижнего ведуще-
го диска вокруг лежащей в плоскости ярма горизонтальной оси ωu и к угловой скорости
вращения ролика вокруг его оси ωр равно
ωк : ωu: ωp = 0,10…0,15 : 20…25 : 55…60. (4)
Станок работает следующим образом.
Перед началом работы после установки обрабатываемого конического ролика 8 в патрон
6 между сферической поверхностью ролика 8 и торцом нижнего ведущего диска 5 устанавли-
вается с помощью шлицевого соединения 12 и стопорного болта 13 минимальный зазор 1…2
мм и помещается ФАП (на фигуре не показано). Нижний ведущий диск 5 приводится с по-
мощью электродвигателя 7 во вращение вокруг горизонтальной оси, а патрон 6 вместе с ко-
ническим роликом 8 приводится с помощью электродвигателя 9 во вращение вокруг своей
оси и одновременно с помощью кривошипно-шатунного механизма 17 и стержня 16 совер-
шает благодаря вмонтированной в вертикальную ось 10 шарнирной муфте 11 качательное
движение в плоскости ярма вокруг расположенной в центре кривизны сферического торца
ролика 8 оси. Торцевая сферическая поверхность конического ролика 8 плавно и равномерно
обрабатывается ФАП, при этом силы трения и магнитное поле катушек 3 и 4 удерживают ко-
нический ролик 8 в патроне 6. Отношение максимальной угловой скорости качания ролика
симметрично вертикальной оси при повороте в плоскости ярма ωк к угловой скорости враще-
ния нижнего ведущего диска вокруг лежащей в плоскости ярма горизонтальной оси ωu и к
угловой скорости вращения ролика вокруг своей оси ωp, равное
ωк : ωu: ωp = 0,10…0,15 : 20…25 : 55…60,
позволяет устранить неоднородность абразивного воздействия на торец ролика, а наличие
серповидного зазора между сферической поверхностью торца конического ролика 8 и
торцом нижнего ведущего диска 5 обеспечивает подвижность ферроабразивной "щетки"
для нивелирования разницы окружных скоростей точек торца ролика. При этом происхо-
дит процесс самозатачивания абразивных зерен, снижается степень температурного и аб-
разивного воздействия на сферическую поверхность торца, обеспечивается стабильность
качественных характеристик поверхностного слоя торца ролика путем оптимизации глу-
бины резания и уменьшения интенсивности воздействия теплоты, выделяющейся при ре-
зании, от периферии к центру ролика. Имеющее место при работе станка перекрестное
воздействие абразивных зерен обеспечивает высокую степень точности обработки сфери-
ческой поверхности торца ролика путем ее совпадения с траекторией движения абразив-
ных зерен и создания эффекта постоянства процесса резания в отличие от применяемого
прерывистого, приводящего к веерообразной радиальной шероховатости с температурным
ожогом в центре.](https://image.slidesharecdn.com/7094-151010221349-lva1-app6891/85/7094-4-320.jpg)