Dokumen tersebut membahas sejarah dan konsep Lean Manufacturing, termasuk Toyota Production System, serta metode-metode Lean seperti 5S, Kanban, dan penerapan prinsip-prinsip seperti eliminasi waste."
PENGANTAR LEAN MANUFACTURING
LEANOPERATIONS
Outline:
I. Sejarah Lean Production
II. Pengertian Lean & Lean Operations
III. Metode Lean Production
IV. Cost Plus Model vs. Lean Thinking Model
Textbook:
• Lean Production Simplified, Pascal Dennis, Productivity Press, 2002
• How To Implement Lean Manufacturing, Lonnie Wilson, McGraw-Hill, 2009
• Note tambahan (photocopy).
Fokus 1: One piece flow production vs. Batch atau Mass Production
Fokus 2: Key concept of lean
2.
I. Sejarah LeanProduction
Lean secara umum:
“Lean production system” adalah istilah Barat untuk Toyota Production
System (TPS). Filosofi produksi ini sekarang digunakan secara luas pada
industri otomotif di seluruh dunia.
Sistem ini banyak dimodifikasi sesuai praktek dan situasi industri lokal,
sekalipun prinsip-prinsip intinya tetap sama. Sistem ini tidak hanya
digunakan pada industri otomotif, seperti proses assembling, tapi juga pada
jenis industri jasa, seperti rumah sakit, dll.
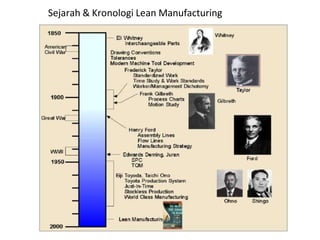
Kronologi:
Perkembangan ‘lean production system’ perlu dilihat dalam perspektif
sejarahnya. Era yang penting sebagai milestone adalah perkembangan
industri otomotif, sbb:
1. Craft Production (1900-an)
2. Mass Production (1900-1911)
3. The Toyota (or Lean) Production System (1933).
3.
1. Craft Production(1900-an)
Ciri-ciri craft production:
• Pemilik juga pekerja sekaligus pedagang yang
terampil dalam design, machining, dan fitting
• Pemilik mengelola pekerjaan kontraktor, pekerja, dan
pelanggan.
• Menggunakan mesin serba guna untuk cutting, drilling, dan
grinding part.
• Volume produksi rendah, tapi harganya tinggi.
Kelemahan craft production :
1. Harga mahal
2. Kualitas tidak pasti (karena tiap produk adalah prototype)
3. Perbaikan kerja tidak bersama pihak lain (karena
dilihat sebagai ancaman).
Kronologi Lean Production System:
4.
Invention of Automobile
Inventionterpenting, adalah penemuan mobil oleh dua orang
inventor pada waktu hampir bersamaan.
Kedua inventor adalah Karl Benz
dan Gotlib Daimler.
Benz adalah pembuat mobil
pertama (1885). Dua orang
keturunan Jerman ini bergabung
tahun 1926, dengan nama yang
besar dalam industri otomotif, yaitu
Daimler Benz-AG.
5.
2. Mass ProductionSystem (1900-1911)
Dua tokohnya, adalah Taylor dan Ford.
1) Frederick Winslow Taylor – Scientific Management:
Taylor, foundry manager dari Philadelphia meletakkan fondasi
mass production dengan Scientific Management.
Taylor’s Scientific Management terdiri dari 4 (empat) prinsip:
1. Mengganti rule of thumb dengan metode ilmiah.
2. Menyeleksi, melatih dan meningkatkan kemampuan pekerja
sebelum dipekerjakan.
3. Menyediakan instruksi dan supervisi untuk pekerja.
4. Membagi beban kerja, supaya manajer dapat menerapkan scientific
management dalam perencanaan dan pembagian pekerjaan kepada
pekerja.
6.
Beberapa inovasi Taylorterpenting:
• Standar kerja – mengaplikasikan cara kerja terbaik.
• Mengurangi cycle time – waktu yang diperlukan
untuk suatu proses tertentu.
• Time & motion study – mengukur waktu gerakan
pekerja.
• Pengukuran dan analisa – perbaikan proses secara
kontinyu (awal P-D-C-A)
7.
2). Henry Ford:
Tahun 1910 Ford membangun perakitan mobil sebagai sistem
manufaktur (Manusia, Mesin, Tooling, dan Produk) – dengan
“Conveyor Belt System”. Produksi model T chassis diselesaikan
dari 12.5 jam menjadi 1.5 jam; Cost dari $12,000 menjadi $290.
Tiga inovasi Henry Ford:
1. Standarisasi komponen
2. Mekanisasi, mengganti pekerjaan tangan dengan alat
3. Assembly line.
Point penting Ford:
Ford Motor Company juga merakit pesawat terbang
secara “mass production”. Hasilnya “A-Bomber an
Hour” production (selama PD II).
Sebelum diambil alih Ford, pabrik yang sama hanya
mampu memproduksi satu pesawat sehari.
Henry Ford with his
famous Model T Car
8.
3. Toyota’s LeanProduction System
Keberhasilan mass production dari “A Bomber an Hour” menarik perhatian industrialis
Jepang. Keluarga Toyoda menirunya untuk industri otomotif. Toyoda, selama ini
bergerak dalam usaha tenun (Toyoda Automatic Loom Company).
Kunjungan Eiji Toyoda ke Ford’s Rouge Plant Detroit:
Kunjungan rombongan Eiji Toyoda (insinyur muda Jepang) tahun 1950 untuk
mempelajari pabrik mobil Ford di Detroit.
Kesimpulan Eiji Toyoda dan Taiichi Ohno:
• Mass production tidak cocok di Jepang
• Banyak peluang untuk meningkatkan sistem produksi Toyota.
Tantangan berat Toyota menurut Eiji Toyoda:
1. Pasar domestik kecil dan membutuhkan jenis mobil yang bervariasi, truk besar
kecil, mobil luks, dan mobil-mobil kecil untuk jalan-jalan kecil, serta harga bensin
yang mahal di Jepang.
2. Perekonomian Jepang setelah PD II kekurangan modal. Jadi, investasi besar
dengan teknologi Barat mutakhir tidak mungkin.
3. Proteksi pasar negara lain dari ekspor mobil Jepang.
1). Lean:
Lean Productionatau disebut Lean adalah “metodologi
produksi untuk mengidentifikasi kegiatan-kegiatan,
proses-proses, tugas-tugas selain dari yang menciptakan
nilai (value) bagi pelanggan akhir (end customer),
sehingga merupakan pemborosan (wasteful) dan
karenanya menjadi target untuk dikurangi atau
dieliminasi.”
II. Pengertian Lean Production &
Lean Operations
11.
“Lean is allabout respecting people while
eliminating the 3 M’s which are muri
(overburdening), mura (unevenness), and
muda (non value added activity).”
LSS Academy
12.
2). Lean Operations
“ToyotaProduction System: Beyond Large-Scale Production”
by Taiichi Ohno
Operasi Lean telah didefinisikan sebagai "sistem bisnis
untuk mengatur dan mengelola pengembangan produk,
operasi, pemasok, dan hubungan pelanggan yang
membutuhkan lebih sedikit usaha manusia, lebih sedikit
ruang, lebih sedikit modal, dan lebih sedikit waktu untuk
membuat produk dengan lebih sedikit cacat sesuai
keinginan pelanggan, dibandingkan dengan sistem
produksi massal sebelumnya.”
13.
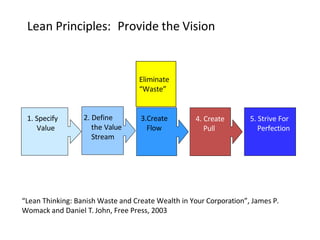
Lean Principles: Providethe Vision
5. Strive For
Perfection
1. Specify
Value
2. Define
the Value
Stream
3.Create
Flow
4. Create
Pull
Eliminate
“Waste”
“Lean Thinking: Banish Waste and Create Wealth in Your Corporation”, James P.
Womack and Daniel T. John, Free Press, 2003
14.
3). Key Conceptsof Lean
Ada beberapa cara untuk menjelaskan konsep lean.
Pertama, berdasarkan prinsip House of Toyota (Lean)
Production System.
Kedua, berdasarkan beberapa ciri Lean berikut:
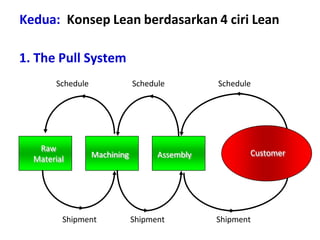
• Pull (JIT, kanbans)
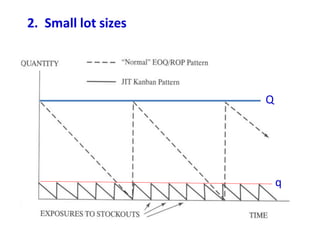
• Flow (small lot sizes, quick changeovers, kanbans)
• Waste elimination (muda)
• Continuous improvement (Kaizen)
15.
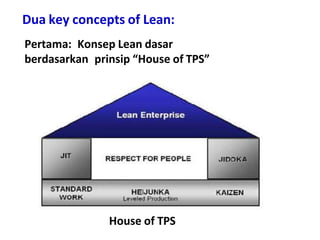
Pertama: Konsep Leandasar
berdasarkan prinsip “House of TPS”
House of TPS
Dua key concepts of Lean:
16.
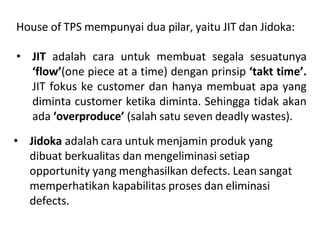
House of TPSmempunyai dua pilar, yaitu JIT dan Jidoka:
• JIT adalah cara untuk membuat segala sesuatunya
‘flow’(one piece at a time) dengan prinsip ‘takt time’.
JIT fokus ke customer dan hanya membuat apa yang
diminta customer ketika diminta. Sehingga tidak akan
ada ‘overproduce’ (salah satu seven deadly wastes).
• Jidoka adalah cara untuk menjamin produk yang
dibuat berkualitas dan mengeliminasi setiap
opportunity yang menghasilkan defects. Lean sangat
memperhatikan kapabilitas proses dan eliminasi
defects.
17.
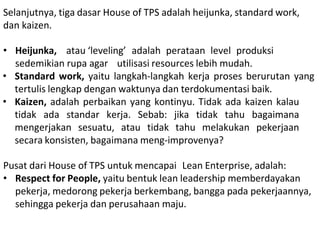
Selanjutnya, tiga dasarHouse of TPS adalah heijunka, standard work,
dan kaizen.
• Heijunka, atau ‘leveling’ adalah perataan level produksi
sedemikian rupa agar utilisasi resources lebih mudah.
• Standard work, yaitu langkah-langkah kerja proses berurutan yang
tertulis lengkap dengan waktunya dan terdokumentasi baik.
• Kaizen, adalah perbaikan yang kontinyu. Tidak ada kaizen kalau
tidak ada standar kerja. Sebab: jika tidak tahu bagaimana
mengerjakan sesuatu, atau tidak tahu melakukan pekerjaan
secara konsisten, bagaimana meng-improvenya?
Pusat dari House of TPS untuk mencapai Lean Enterprise, adalah:
• Respect for People, yaitu bentuk lean leadership memberdayakan
pekerja, medorong pekerja berkembang, bangga pada pekerjaannya,
sehingga pekerja dan perusahaan maju.
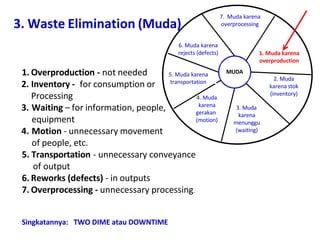
3. Waste Elimination(Muda)
1. Muda karena
overproduction
MUDA
2. Muda
karena stok
(inventory)
3. Muda
karena
menunggu
(waiting)
4. Muda
karena
gerakan
(motion)
5. Muda karena
transportation
6. Muda karena
rejects (defects)
7. Muda karena
overprocessing
1. Overproduction - not needed
2. Inventory - for consumption or
Processing
3. Waiting – for information, people,
equipment
4. Motion - unnecessary movement
of people, etc.
5. Transportation - unnecessary conveyance
of output
6. Reworks (defects) - in outputs
7. Overprocessing - unnecessary processing.
Singkatannya: TWO DIME atau DOWNTIME
21.
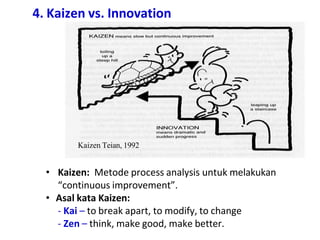
4. Kaizen vs.Innovation
Kaizen Teian, 1992
• Kaizen: Metode process analysis untuk melakukan
“continuous improvement”.
• Asal kata Kaizen:
- Kai – to break apart, to modify, to change
- Zen – think, make good, make better.
22.
4). The ThreeTypes of activity
• Value adding activity
– Those activities that, in the eyes of the final customer, make a
product or service more valuable.
• Non value adding activity
– Those activities that, in the eyes of the final customer, do not
make a product or service more valuable and are not necessary
even under present circumstances.
• Necessary non value adding activity
– Those activities that, in the eyes of the final customer, do not
make a product or service more valuable but are necessary unless
the existing supply process is radically changed.
23.
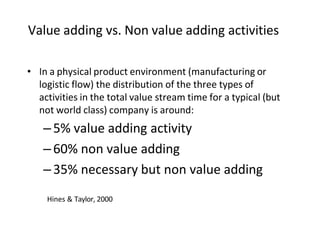
Value adding vs.Non value adding activities
• In a physical product environment (manufacturing or
logistic flow) the distribution of the three types of
activities in the total value stream time for a typical (but
not world class) company is around:
–5% value adding activity
–60% non value adding
–35% necessary but non value adding
Hines & Taylor, 2000
24.
Value adding vs.Non value adding activities
• In a information environment (eg office, distribution, data
processing) the distribution between the three types of
activities in the total value stream time for a typical (but
not world class) company is around:
–1% value adding activity
–49% non value adding
–50% necessary but non value adding
Hines & Taylor, 2000
III. Metode LeanProduction
Lean production atau just-in-time manufacturing, adalah
suatu sistem yang menggunakan metode-metode yang
berguna untuk mengeliminasi waste dalam proses produksi.
Setiap metode lean system fokus pada satu atau lebih
sumber waste. 9 metode lean system:
1. 5S fokus pada waste hasil ketidakteraturan – menyebar
atau hilangnya alat-alat tanpa tempat penyimpanan
tertentu, material dan parts dengan label yang buruk,
buruknya penandaan safety zone dan area penyimpanan,
jalan yang kacau, dll.
2. TPM (Toyota Productive Maintenance) fokus pada
waktu yang hilang, dan biaya yang terkait dengan
downtime dari peralatan yang tidak terencana.
27.
3. Quick changeover,yaitu penurunan waktu
penggantian alat untuk produk yang berbeda.
4. Mistake-proofing methods, untuk mengeliminasi waktu
yang hilang dan biaya prosedur yang tidak aman,
atau prosedur yang menghasilkan produk cacat.
5. Cellular manufacturing, dialamatkan pada waste
transportasi karena peralatan pabrik diatur oleh operasi,
tidak oleh proses. Jadi dengan cell dapat dilakukan
produksi campuran (mixed production), dan line
balancing untuk memenuhi permintaan pelanggan, dan
multi-tasking training operator.
6. Kanban, untuk mengeliminasi overproduction dan WIP.
Ini adalah penerapan kunci dalam pull production.
28.
7. Standardisasi, denganmengidentifikasi standar
setiap operasi, dan menjaga kepatuhan pada standar
sampai fase peningkatan aktivitas berikutnya.
8. Jidoka (human automation), adalah pemberian
otonomi kepada operator untuk menyetop produksi bila
terjadi cacat, dan mengeliminasi sumber cacat.
9. Beberapa kondisi khusus pull production yang ditujukan
pada waste dari WIP, lead time, dan waktu idle dan
waktu tunggu, adalah:
- Leveling – kondisi lot kecil dan sangat bervariasi
, sesuai konsisten dengan pesanan pelanggan.
- Line balancing – memindahkan operator ke line yang
produksinya terbesar.
- Multi-process operations – kemampuan operator
untuk melaksanakan tugas-tugas ganda (multiple tasks)
atau operasi-operasi pada sel-selnya.
29.
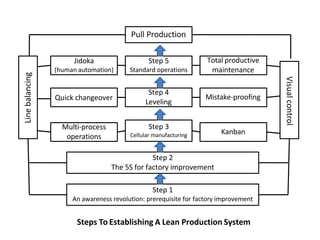
Pull Production
Step 5
Standardoperations
Step 4
Leveling
Step 3
Cellular manufacturing
Jidoka
(human automation)
Step 2
The 5S for factory improvement
Step 1
An awareness revolution: prerequisite for factory improvement
Steps To Establishing A Lean Production System
Quick changeover
Multi-process
operations
Total productive
maintenance
Mistake-proofing
Kanban
Line
balancing
Visual
control
30.
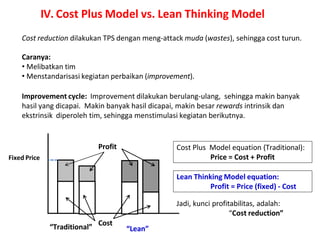
Cost reduction dilakukanTPS dengan meng-attack muda (wastes), sehingga cost turun.
Caranya:
• Melibatkan tim
• Menstandarisasi kegiatan perbaikan (improvement).
Improvement cycle: Improvement dilakukan berulang-ulang, sehingga makin banyak
hasil yang dicapai. Makin banyak hasil dicapai, makin besar rewards intrinsik dan
ekstrinsik diperoleh tim, sehingga menstimulasi kegiatan berikutnya.
Cost Plus Model equation (Traditional):
Price = Cost + Profit
Lean Thinking Model equation:
Profit = Price (fixed) - Cost
Jadi, kunci profitabilitas, adalah:
“Cost reduction”
Fixed Price
Cost
Profit
“Traditional” “Lean”
IV. Cost Plus Model vs. Lean Thinking Model
31.
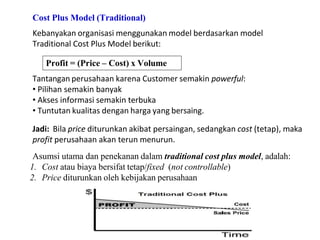
Cost Plus Model(Traditional)
Kebanyakan organisasi menggunakan model berdasarkan model
Traditional Cost Plus Model berikut:
Profit = (Price – Cost) x Volume
Tantangan perusahaan karena Customer semakin powerful:
• Pilihan semakin banyak
• Akses informasi semakin terbuka
• Tuntutan kualitas dengan harga yang bersaing.
Jadi: Bila price diturunkan akibat persaingan, sedangkan cost (tetap), maka
profit perusahaan akan terun menurun.
Asumsi utama dan penekanan dalam traditional cost plus model, adalah:
1. Cost atau biaya bersifat tetap/fixed (not controllable)
2. Price diturunkan oleh kebijakan perusahaan
32.
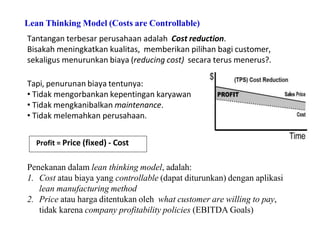
Lean Thinking Model(Costs are Controllable)
Tantangan terbesar perusahaan adalah Cost reduction.
Bisakah meningkatkan kualitas, memberikan pilihan bagi customer,
sekaligus menurunkan biaya (reducing cost) secara terus menerus?.
Tapi, penurunan biaya tentunya:
• Tidak mengorbankan kepentingan karyawan
• Tidak mengkanibalkan maintenance.
• Tidak melemahkan perusahaan.
Profit = Price (fixed) - Cost
Penekanan dalam lean thinking model, adalah:
1. Cost atau biaya yang controllable (dapat diturunkan) dengan aplikasi
lean manufacturing method
2. Price atau harga ditentukan oleh what customer are willing to pay,
tidak karena company profitability policies (EBITDA Goals)