1. Notes: ** see(AWS D1.1) 4.25 and 4.28 for dihedral angle restrictions for plate joints and tubular for T-,Y-, & K-, joints
Laboratory
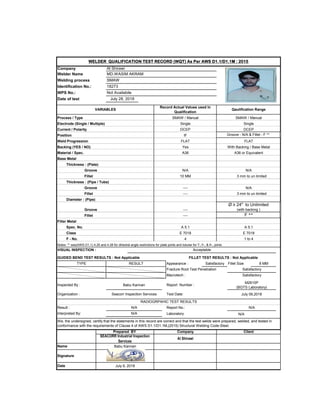
WELDER QUALIFICATION TEST RECORD (WQT) As Per AWS D1.1/D1.1M : 2015
Company Al Shirawi
Welder Name MD.WASIM AKRAM
Welding process SMAW
Identification No.: 18273
VARIABLES
Record Actual Values used in
Qualification
Qaulification Range
Process / Type SMAW / Manual SMAW / Manual
WPS No.: Not Availabile
Date of test July 28, 2018
Position IF Groove - N/A & Fillet - F **
Weld Progression FLAT FLAT
Electrode (Single / Multiple) Single Single
Current / Polarity DCEP DCEP
Base Metal
Thickness : (Plate)
Backing (YES / NO) Yes With Backing / Base Metal
Material / Spec. A36 A36 or Equivalent
Thickness : (Pipe / Tube)
Groove ---- N/A
Groove N/A N/A
Fillet 10 MM 3 mm to un limited
Groove ----
Ø ≥ 24" to Unlimited
(with backing )
Fillet ---- F **
Fillet ---- 3 mm to un limited
Diameter : (Pipe)
Class E 7018 E 7018
F - No. 4 1 to 4
Filler Metal
Spec. No. A 5.1 A 5.1
VISUAL INSPECTION : Acceptable
GUIDED BEND TEST RESULTS : Not Applicable FILLET TEST RESULTS : Not Applicable
TYPE RESULT Appearance : Satisfactory Fillet Size 8 MM
Inspected By : Babu Kannan Report Number :
M2610P
(BGTS Laboratory)
Organization : Seacorr Inspection Services Test Date: July 09,2018
Fracture Root Test Penetration Satisfactory
Macrotech : Satisfactory
We, the undersigned, certify that the statements in this record are correct and that the test welds were prepared, welded, and tested in
conformance with the requirements of Clause 4 of AWS D1.1/D1.1M,(2015) Structural Welding Code-Steel.
Prepared BY Company Client
SEACORR Industrial Inspection
Services
Al Shirawi
RADIOGRPAHIC TEST RESULTS
Result : N/A Report No.: N/A
Interpreted By: N/A N/A
Date July 9, 2018
Name Babu Kannan
Signature