The document reports on a project to develop micropellets from beneficiated low-grade iron ore fines for use as feed material in sinter plants. The project studies process parameters for pelletizing iron ore fines into spherical pellets 4-6mm in size using various binders. The parameters optimized are binder type and amount, moisture content, pelletizer disk speed and angle, and pelletization time. The quality of the micropellets is evaluated based on yield of acceptable sized pellets, and their cold strength and durability. Developing micropellets with sufficient cold strength to facilitate transport and charging into sinter plants without further firing is a focus of the project.
Pelletization of iron ores and the type of wear liners used in thier eqipmentsGulshan Kumar Singh
Now a days about 60% of iron ore converted to fines during mining, handling and transporting so pellet is a process of utilizing iron ore fines up to size of 0.15 microns. i investigate its process,equipment used in process, wear and other problems in them and its future scope
Presentation on Carburizing (Heat Treatment Process).
Presented To,
Engr. Ubaid-ur-Rehman Ghouri, Department of Industrial & Manufacturing Engineering, UET Lahore (RCET Campus).
Presented By,
Muhammad Zeeshan
Zahid Mehmood
Ali Iqbal
Muhammad Waqas
Pelletization of iron ores and the type of wear liners used in thier eqipmentsGulshan Kumar Singh
Now a days about 60% of iron ore converted to fines during mining, handling and transporting so pellet is a process of utilizing iron ore fines up to size of 0.15 microns. i investigate its process,equipment used in process, wear and other problems in them and its future scope
Presentation on Carburizing (Heat Treatment Process).
Presented To,
Engr. Ubaid-ur-Rehman Ghouri, Department of Industrial & Manufacturing Engineering, UET Lahore (RCET Campus).
Presented By,
Muhammad Zeeshan
Zahid Mehmood
Ali Iqbal
Muhammad Waqas
Titanium is named after the Titans, the
powerful sons of the earth in Greek mythology.
• Titanium is the forth abundant metal on
earth crust (~ 0.86%) after aluminium, iron and
magnesium.
Titans
homepage.mac.com
Rutile (TiO2)
mineral.galleries.com
Ilmenite (FeTiO3)
• Not found in its free, pure metal form in
nature but as oxides, i.e., ilmenite (FeTiO3)
and rutile (TiO2).
• Found only in small amount in Thailand...
All About material selection for product design and developmentJayesh Sarode
This document helps to select a proper material while design any product. It contains a ashby chart how to use it as well as includes various material selection parameters.
Chemical, mineralogical and metallurgical characterization of goethite rich i...IJARIIT
In this paper the influence of structural water present in goethite rich ore fines on sinter properties like mean size, RI,
RDI, TI, AI and microstructure were studied. For this three plant sinters with different basicities (A1, A2 and A3) were
experimentally produced varying the raw mix. From the study on variable basicity, it is found that increased basicity has good
effects on the sinter properties. The desired norms of metallurgical properties for good quality sinter required for large size blast
furnace met with increased tumbler index and decreased abrasion index. The RI is also better in highly fluxed sinter A3 and the
RDI is low. All these are happening due to availability of more free lime and porosity. The mean-size of sinter also increases
with increase of basicity. The reducibility index and RDI of sinter A2 and A3 appear to be similar although there is a variation
in chemistry and basicity, this may be attributed to use of more micro-fines in raw material of sinter A3. The specific consumption
of coke rate is highest for sinter A3 is also due to more micro-fines in raw materials. From the microstructure it is found that in
sinter A1 more magnetite and less ferrites are developed in comparison to A2 and A3. The silicoferrites of calcium and
aluminium (SFCA) developed in sinter A2 and A3 are acicular in structure which provides better strength to the sinter. Also the
porosity is more in case of A2 and A3 which can accelerate the reducibility process.
Titanium is named after the Titans, the
powerful sons of the earth in Greek mythology.
• Titanium is the forth abundant metal on
earth crust (~ 0.86%) after aluminium, iron and
magnesium.
Titans
homepage.mac.com
Rutile (TiO2)
mineral.galleries.com
Ilmenite (FeTiO3)
• Not found in its free, pure metal form in
nature but as oxides, i.e., ilmenite (FeTiO3)
and rutile (TiO2).
• Found only in small amount in Thailand...
All About material selection for product design and developmentJayesh Sarode
This document helps to select a proper material while design any product. It contains a ashby chart how to use it as well as includes various material selection parameters.
Chemical, mineralogical and metallurgical characterization of goethite rich i...IJARIIT
In this paper the influence of structural water present in goethite rich ore fines on sinter properties like mean size, RI,
RDI, TI, AI and microstructure were studied. For this three plant sinters with different basicities (A1, A2 and A3) were
experimentally produced varying the raw mix. From the study on variable basicity, it is found that increased basicity has good
effects on the sinter properties. The desired norms of metallurgical properties for good quality sinter required for large size blast
furnace met with increased tumbler index and decreased abrasion index. The RI is also better in highly fluxed sinter A3 and the
RDI is low. All these are happening due to availability of more free lime and porosity. The mean-size of sinter also increases
with increase of basicity. The reducibility index and RDI of sinter A2 and A3 appear to be similar although there is a variation
in chemistry and basicity, this may be attributed to use of more micro-fines in raw material of sinter A3. The specific consumption
of coke rate is highest for sinter A3 is also due to more micro-fines in raw materials. From the microstructure it is found that in
sinter A1 more magnetite and less ferrites are developed in comparison to A2 and A3. The silicoferrites of calcium and
aluminium (SFCA) developed in sinter A2 and A3 are acicular in structure which provides better strength to the sinter. Also the
porosity is more in case of A2 and A3 which can accelerate the reducibility process.
Iron making - Palletization process- Types of palletizers utkarshprajapati3
Detail of palletization process. Difference between Disc and drum pelletizer. Properties parameters and Norms for testings. List of difference agglomerates testings.
“A study on the accretion formation in DRI kilns and possible ways for its re...iosrjce
IOSR Journal of Mechanical and Civil Engineering (IOSR-JMCE) is a double blind peer reviewed International Journal that provides rapid publication (within a month) of articles in all areas of mechanical and civil engineering and its applications. The journal welcomes publications of high quality papers on theoretical developments and practical applications in mechanical and civil engineering. Original research papers, state-of-the-art reviews, and high quality technical notes are invited for publications.
This presentation I got from OSTP- IEPM online summer training.
Grab excellent knowledge in this area by prof. sarkar sir from BBIJ college. I hope anyone can see this helpful pdf file for this presentation.
IRJET- Analysis of strength Characteristic of Concrete using Vernacular Material
IIT-Kanpur Project
1. Project Report
Micropelletization of Deep Beneficiated Low Grade Iron
Ore for Its Rational Utilization
Project team
S. P. Mehrotra, Principal Investigator
Anubhav Pandey, Senior Project Associate
Sudhir Kumar Singh, M.Tech. Student
Department of Materials Science and Engineering
Indian Institute of Technology, Kanpur
Kanpur, 208016, U.P. (India)
January, 2012
2. Summary
The Iron and Steel industry in our country so far has been essentially using good grade
iron ores (iron content more than 60%) - iron ore with less than 60% Fe is hardly used.
It is estimated that with the proposed expansion of iron and steel industry in India in
next 10 years or so, the good grade iron ore would be exhausted within the next 25-40
years. For the survival of the industry it is therefore necessary that newer technologies
are developed which allow utilization of lower grade iron ores (between 50-55% Fe
content) in Indian blast furnaces in a competitive manner. One possible option includes
deep beneficiation of low grade iron ore to raise the iron content level, say from 50-
55% to about 65%. This will require fine grinding of the ore to give good degree of
liberation, a prerequisite for deep beneficiation. This fine product, however, will not be
directly usable in the blast furnace. It is therefore necessary to convert it to a suitable
form of agglomerate. Pelletization is one option but setting up new pelletization plants
will require heavy investment which the existing plants may resist.
In this project an alternate strategy is explored. The fines of beneficiated iron ores are
converted into micropellets, spherical pellets in the size range of 4 – 6 mm, which then
can be used as the feed material in the existing Sinter plants. The primary focus in this
project is to come up with the optimum operating conditions which give the optimum
yield of pellets in the desired size range. Not only the size, but the product also needs to
have good enough cold strength to be able to transport the pellets from the
Pelletization plant to the Sinter plant. The operational parameters that are being
studied in this work include: the type of binder and its amount, moisture content, speed
of rotation of the Disc pelletizer, angle of Disc inclination, time of pelletization, etc. The
quality of the product is finally determined in terms of the yield of the pellets in the
acceptable size range, their cold strength and the aging effect, if any.
3. 1. Introduction
In many industrial processes agglomeration of fines is essential for conservation of resources and
abatement of pollution. The iron and steel industry in India is vitally concerned with
agglomeration of iron ore fines. During the mining of iron ore, around 30-40% fines (particles
below 8 mm size) are generated. The ore washing plants also generate huge amount of slimes per
year. Besides, there are huge deposits of naturally occurring iron ore fines (blue dust) with iron
content of 60-65%. These fines and superfines are not usually suitable for agglomeration through
sintering. The pelletization is one of the agglomeration processes developed to treat fine
concentrates of iron ore. It is defined as the process of forming larger spherical bodies by
rolling moist fine particles on a surface without application of external pressures. The
pelletization of iron ore has been found to markedly increase the efficiency of the blast furnace
operation. This is due to the spherical shape and close size range of pellets which results in even
charge distribution across the blast furnace stack. This reduces channeling and produces good
solid-gas contact improving heat and mass transfer which, in turn, reduce the coke consumption
in the blast furnace. Also pellets can be made of desired chemical composition depending on the
requirement. The reduction rate of lime-fluxed pellets is about 8% higher than that of pure iron
ore pellets. The melting point of fluxed pellets is lower than that of pure iron ore concentrate
pellets. This again reduces the coke consumption in the blast furnace. Furthermore, the
distribution of limestone within the pellets enhances the slagging reactions of the impurities at a
lesser energy consumption.
Heat indurated (essential to get desired crushing strength) pelletization on the other hand requires
80-85% fines below 75µm size and temperature of 1200 ~1350 ° C. The heat requirement for
this process is considerably high. In the context of scarcity of fuel and its rising cost, efforts are
being made worldwide to develop alternate energy saving processes for agglomeration.
Several energy saving agglomeration processes have been developed. RRL-Jorhat process
(Iyengar et al., 1968 ), Grang cold process (Svensson, 1969 ), and some other processes (Lotosh,
1973; Lotosh and Efimov, 1973)) are based on the use of ordinary portland cement (OPC) as the
binder. Other processes (Goksel, 1977; Hassler and Kihlstadt, 1977) are based on in situ
formation of binders like calcium-silicate-hydrate by the reaction of lime and silica or other
siliceous materials under hydrothermal conditions. Formation of calcium carbonate by the
reaction between lime and carbondioxide is also utilized for agglomeration of ore-fines
(Imperato, 1968 ).
Pellets prepared by Grang cold process are found suitable as burden material for blast furnace
(Svensson, 1969). Research and Development Centre for Iron and Steel, Steel Authority of India
Limited, established the cement (OPC) bonded iron ore pellets as suitable burden material for
low and moderate shaft furnaces (Minerals and Metals Review, 1981). The pellets were prepared
by using around 9-10% cement followed by curing under normal humid conditions for about 28
days to attain crushing strength of around 130-160 kg/pellet (for 15-20 mm pellets). This much
4. amount of binder requirement however introduces considerable amount of gangue material in the
pellets and therefore lowers the merit of the process. Pellets for use in conventional blast furnace
may require strength of 200 kg/pellet or more.
Use of comparatively cheap materials like slag-cement in place of OPC may bring economical
advantage in pellet making. India produces huge quantity of blast furnace slag but only a fraction
of the same is utilized for making slag- cement. The slags are poorer in quality; low in lime (26-
38%) and rich in alumina (20-30%). Although poorer in quality, the slags could be activated to
make various cementitious binders (Dutta and Borthakur, 1990). Preliminary investigation
carried out earlier (Durra et al., 1986) indicate that around 50% of the OPC requirement for
pellet making could be substituted by slag to obtain pellets of adequate crushing strength.
In this project the primary objective is not to make pellets of 15-25 mm size to be used as blast
furnace feed, but to make spherical micropellets (4-6 mm) which may be used as sinter feed. It is
hoped that by using micropellets as sinter feed, the sinter bed porosity will be higher and
uniform, and therefore with the same suction pressure a sinter bed of much greater heights (80-
100 cm instead of normal 50 cm bed) can be used. This should increase the productivity of the
sinter plant by about 80-100 percent. It is also emphasized in this project that the micropellets
should have enough cold strength so that these can be easily transported and charged into the
sintering machine. Thus, studies have been made to develop adequate cold strength of
micropellets without any subsequent firing, as is often the case during conventional pelletizing of
fines.
5. 2. Materials and Experimental Procedure
2.1 Materials:
Deep beneficiated low grade iron ore (Fe content originally less than 55% enhanced to more
than 65% by deep beneficiation process), received from NML Jamshedpur, having the size
distribution of 95% passing 140 mesh, 85% passing 200 mesh, 65% passing 270 mesh and 50%
passing 400 mesh. Several binding materials used so far include Ordinary Portland cement
(OPC), Molasses and laboratory grade bentonite and laboratory grade quicklime (CaO) and
slaked lime (Ca(OH)2) have been used for carbonate-bonded pellets.
Tap water is used throughout these experiments. The amount of binders, water and slaked lime
added to the feed charge are expressed as weight percentage of the originally dry feed charge.
2.2 Process variables:
Following are the process variables and their ranges which have been considered and optimized
in this work.
1. Fineness of feed
As received beneficiated ore: No grinding
Beneficiated ore with 3 hrs of grinding
High grade-Pure ore with 3 hrs of grinding
2. Binder and amount used
Binder Amount used, wt% of dry ore
Bentonite 1, 2.5, 5, 7.5, 10
Ordinary Portland cement (OPC) 5, 7.5, 10
Slaked lime (Ca(OH)2) 10, 15, 20
Burnt lime (CaO) 10
Molasses 2
Moisture 13.5-18
3. Other operating parameters
Parameters Value used
RPM of disk 24, 27, 31, 35
Disk inclination angle 40, 45, 50, 55
Location of moisture addition 450
, 600
, 750
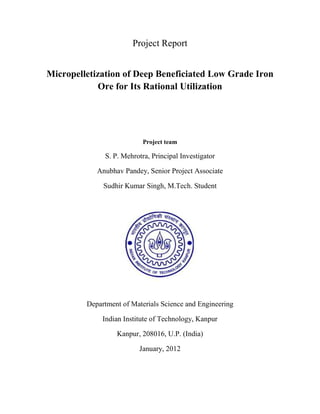
6. 2.3 Production of pellets:
The pellets have been produced in a disk pelletizer (Fig.1, diameter 66 cm, collar height 16 cm,
angle of inclination 400
-550
and rpm 20-35) using 500g iron ore fines mixed with binders like
burnt lime (CaO), slaked lime (Ca(OH)2), Ordinary Portland cement (OPC), molasses, bentonite
as feed material. Binders are expressed in weight % of iron ore. Ore mix (iron ore along with
binder) in dry form is added in the pelletizer and then moisture is added to the ore mix in the
pelletizer running at prespecified RPM and angle of inclination. Surface tension of water &
gravitational force create pressure on particles, so they coalesce together and form nuclei which
grow in size to form green balls. The green balls in the size range of 4-6 mm are screened out
and used in the present study. Since micropelletization is a relatively new concept and there is no
standard method available to check physical properties of these micropellets. So some bigger
size pellets in size range of 10-15 mm are made to validate our results with the previously
published work.
Fig. 1: Schematic of disk pelletizer
7. 2.4 Carbonate Bond Process Description (CO2 Curing):
When calcium hydroxide and carbon dioxide come
in contact with each other, under controlled moisture
conditions, calcium hydroxide reacts to form a basic
carbonate having considerable mechanical strength.
Also, significant increase in crushing strength of
pellets could be justified as conversion of Ca(OH)2 to
CaCO3 leads to volume expansion and more void
filling of pellets.
Ca(OH)2+ nH2O + CO2 = CaCO3 + (n+1)H2O
The molar volumes of
Ca(OH)2 = 33.59 cm3/mol
CaCO3 = 34.10 cm3/mol
Pellets made with Ca(OH)2 as binder first dried in
open atmosphere for 1-2 days to bring down retained
moisture to 3-4% then curing is done in CO2
environment for 5-15-30 minutes. Cured pellets then
kept at room temperature for 2 days. Setup for CO2
curing is shown in Fig. 2.
2.5 Strength determination
Two types of strength tests are generally used for
pellets. These are:
1. Drop Test
2. Crushing strength
These tests are briefly described below.
2.5.1 Drop test
For drop test of pellets, standards method describes the maximum number of drop sustained by
pellets having size of 15-20mm from a height of 46cm on a steel pellets. If we do the same,
carbonate bonded pellets (15% Ca(OH)2-15min of CO2 curing) and pellets made from cement
(7.5%) as binder having the size of 4-6mm would easily sustain 20-40 drops without breaking
Fig. 2: CO2 Curing setup
8. and this is quite acceptable. The curing of cement bonded pellets is carried out in humid
condition for 2-3 days followed by room temperature curing for another 30 days. It has been
found that 90% of total strength achieved in first 15 days of curing.
2.5.2 Crushing strength measurement
For measuring cold rushing strength (CCS) of cured pellets,
a load cell having maximum capacity of 35 kg with
accuracy of 2g, shown in Fig. 3, was installed. Load is
applied manually and slowly to avoid any jerk.
Cold crushing strength of pellets is expressed in kg/pellet by
taking average of strength of 50 pellets of the same size.
Pellets made with 20% Ca(OH)2 – cured in CO2 for 30
minutes have shown the maximum crushing strength of 10.5
kg/pellet (average value) for 6±0.5 mm pellets.
Fig. 3: Setup of measuring crushing
strength of pellets
9. 3. Result and Discussion
To get the feel of pelletization behavior of newly installed pelletizer, experiments were carried out
with high grade iron ore (Fe content>62%) which was available in plenty in our lab at IIT Kanpur.
Experiments were then carried out with beneficiated iron ore grounded for 3 hrs. Particle size
distribution is given in Table 2. With ore mix of 500g pure iron ore and 2.5% (12.5g) bentonite,
several experiments were carried out by changing the disk inclination 400,
450
and 500
, RPM of the
disk 24, 27, and 31, moisture addition angle 450
, 600
and 750
. Results of these experiments in terms
of weighted average size of pellets and their yield in the range of 4-6mm pellets are presented in
table 1. Few experiments were also carried out for disk inclination of 400
and 550
. At 550
inclination
there was excessive sliding at lower RPM and at higher RPM, pellets started falling down from top
instead of rolling down, making them difficult to pelletize. And at 400
inclination, rolling of pellets
over pelletizer disk was not optimum due to low rpm (critical speed limitation at this inclination).
Table 1: Typical results of pelletization experiments with natural high grade iron ore (500g ore,
2.5% bentonite, 13.5% moisture)
Angle of disc w.r.t. Horizontal β=45°
RPM Exp No. Place of moisture addition(α) Weighted Avg. (mm) Yield, %
24
1 α1=45° 8.02 8.43
2 α2=60° 6.19 44.93
3 α3=75° 4.88 82.32
27
4 α1=45° 14.74 0
5 α2=60° 10.12 0.94
6 α3=75° 6.40 33.3
31
7 α1=45° 10.26 10.84
8 α2=60° 9.30 3.86
9 α3=75° 9.20 16.54
Angle of disc w.r.t. Horizontal β=50°
RPM Exp. No. Moisture addition point(α) Weighted Avg. (mm) Yield, %
24
10 α1=45° 13.00 0
11 α2=60° 4.97 52.06
12 α3=75° 3.29 24.07
27
13 α1=45° 11.50 0
14 α2=60° 6.15 48.56
15 α3=75° 4.97 83.27
31
16 α1=45° 9.05 0.61
17 α2=60° 7.70 9.03
18 α3=75° 5.86 71.22
10. Few pictures of pellets made with beneficiated ore by taking best (having the
maximum yield) combination of process parameters from table 1
Fig. 4: Pellets made with operating parameters of
Exp. No. 3 in table 1 using binder as 15% Ca(OH)2
and moisture=16%
Yield=83%, avg. size of pellets=4.8 mm
Fig. 6: Pellets made with operating parameters of
Exp. No. 18 in table 1 using binder as
2.5% bentonite and moisture=13.5%
Yield=71%, avg. size of pellets=5.8 mm
Fig. 5: Pellets made with operating parameters
of Exp. No. 15 in table 1 using binder as 20%
Ca(OH)2 and moisture=17.5%
Yield=85%, avg. size of pellets=5.3 mm
11. 3.1 Effect of disc inclination and RPM on yield of pellets:
The critical speed at which the pellets or balls no longer roll down but stick to the collar wall
under the centrifugal force is given by the relation:
ηc
*
= 42.3{sin (βd /Dd)} ½
Where
ηc is the critical speed (rpm),
βd is the disk inclination angle and
Dd is the disk diameter in meter
Disk is usually operated at speeds of 0.6-0.7 times the critical speed. For disk inclination 500
, the
maximum operating RPM is around 30.
Based on the data, following can be stated:
Yield (4-6 mm) = f (rpm, angle of disc inclination) at fixed Moisture addition point (α) = 75°
Fig. 7: Relation b/w Avg. Size of pellets & place of moisture addition
Since in disk pelletizer, growth of pellets mainly takes place by layering mechanism, so for the
pelletization with fixed feed as in our case, final pellet diameter does not depend on the number
of disk revolution, Instead of that, it depends on the nucleation rate and the number of nuclei
initially formed. As soon as the free feed material is consumed in the pelletizer, pellets growth
almost stops. Further insignificant growth takes place by abrasion transfer only at higher RPM
(>25RPM). Hence, all pelletization experiments were carried out for 10 minutes. Operating
parameters of Exp. No. 15, which has the maximum yield, is selected for further pellets
production with beneficiated ore for drop number test and cold crushing determination.
*
Advances in chemical engineering, Volume 10, by Thomas B Drew p-59.
12. 3.2 Effect of fineness of feed:
The physical and mineralogical properties of the ore greatly influence its balling behavior. To
study the effect of fineness of feed on balling behavior, three different iron ore mix, given in
Table 2, were prepared. Mixture 1, which is comparatively coarser, was taken from high grade
iron ore which was initially in 1-3 mm size range but then grounded for 3 hrs.
Table 2: Particle size distribution of ore mix
Mesh size Mixture-1 (high grade iron
ore-3 hrs grinding), Wt.%
Mixture-2 (beneficiated ore-
no grinding), Wt. %
Mixture-3 (beneficiate
ore- 3hrs grinding), Wt. %
-100 +140 15 4 0
-140 +200 17 10 8
-200 +270 12 20 12
-270 +400 11 16 20
-400 45 50 60
Mixture 2 is as received deep beneficiated low grade iron ore from NML. Mixture 2 was
grounded for 3 hrs to get the mixture 3 which was finest in all three iron ore mixes. Balling
behavior of mixture 1(high grade ore) was best even if it was relatively coarser than mixture 2
and 3. Similar type of balling behavior was noticed in the case of ore mixture-3. However,
mixture 2 did not follow the normal pelletization pattern. It was seen that very loosely bonded
nuclei were formed which were unable to grow. This resulted in an uneven pelletization
behavior. The plausible reasons for the above findings are: (1) Most of the clay content of the
beneficiated iron ore was removed during beneficiation, and (2) The beneficiation process based
on the froth flotation would have resulted in formation of a thin coating of surface active agents
over iron ore fines as it can be seen in Fig. 9. Pellets made with mixture 1 and 3 with 15%
Ca(OH)2 and moisture addition of 16% are given in Fig. 8 and 10 respectively.
Fig. 9: Pellets made from mixture 2Fig. 8: Pellets made from mixture 1
13. Fig. 10: Pellets made from mixture 3
Fig. 11: As received beneficiated ore is black in color while after grinding of 3 hrs, original color of
hematite has been surfaced. This is indicating some type of coating over beneficiate ore.
To avoid the excessive grinding, of as received beneficiated ore from NML, a few pelletization
experiment were also carried by blending as received beneficiated iron ore with natural high
grade in 80:20 ratio and it was seen that the pelletization behavior significantly improved- it was
more or less same as mixture 1 or 3.
14. 3.3 Effect of different binders on strength
The properties of green pellets (diameter 4-6 mm) prepared using beneficiated iron ore (mixture
3) are presented in Table 3. The moisture content of the pellets ranges between 13-18%
depending on the binders and its amount.
Table 3: Typical results of Drop No. and CCS of pellets made by beneficiated ore grounded for
3 hrs (Mixture 3)
S. No. Binder Binder
Content, wt%
Moisture
content, wt%
Drop
No.
Cold Crushing Strength of
6±0.5 mm pellets (Kg/pellet)
Avg. Min. Max.
1 Bentonite 2.5 13.5 2 1.2 0.5 2
5 15 2.5 1.7 0.8 2.5
2 Cement* 5 14 16 5.8 3.5 7
7.5 15 20 6.5 4 8
10 16 25 8 4.5 10
3 Ca(OH)2
**
10 14 23 7.5 5 10
15 16 29 9 6.5 12
20 18 35 10.5 7 13
4 Ca(OH)2
**
+
Molasses
10%+2% 15 28 8.7 5.5 12
* 3 days of moist environment curing and 30 days of room temperature curing.
** CO2 passed for 15 minutes at retained moisture of 3-4% in the pellets.
Comparing strength of 20% Ca(OH)2 pellets with fired pellets (unfired strength=10.5kg/pellet)
As no strength standards are available for pellets in the size range of 4-6 mm, it was decided to
compare the cold strength of our pellets with that of fired pellets of the same size. For this
purpose, pellets of 4-6 mm size were fired at 12000
C for 1 hour, and their compressive strength
was determined. It is believed that the pellets having the cold compressive strength 40-50% of
the CCS of fired pellets would be able to withstand the load of transportation as well as that of
the sinter bed.
Table 4: Compressive strength of fired pellets
Firing temperature (holding time= 1 hour)
Compressive strength of 6±0.5
mm pellets (kg/pellet)
Avg. Min. Max.
12000
C 19.5 13.5 27
15. Fig. 12: Effect of Slaked lime (Ca(OH)2) content on CCS of pellets
Fig. 13: Variation of Cold Crushing Strength with amount of cement
16. 3.4 Comparative study of CO2 curing time
CO2 curing is done for different time periods to assess the kinetics of the reaction. Pellets with
20wt% Ca(OH)2 is taken for study. Variation of strength with curing time has shown in Fig. 14.
Fig. 14: Effect of CO2 curing with time on cold crushing strength of pellets
3.5 CaO as a binder
10% CaO is used as binder to see the usefulness of CaO. 14% moisture is added to the feed
during pelletization. It is found that just after pelletization; pellets start swelling and cause
breakage of pellets. This might be resulted because of sudden volume expansion due to
formation of Ca(OH)2 from CaO and also moisture present in pellet is used in the reaction.
CaO (s)+H2O (l)=Ca(OH)2
The molar volumes* of CaO = 16.71 cm3/mol, CaCO3 = 34.10 cm3/mol
17. 4. Conclusion
It is possible to successfully pelletize the deep beneficiated ore only after either grinding to
remove the scaling over ore fines might have been formed by beneficiated process or blending it
with natural high grade ore in at least 80:20 ratio. Pellets of required size range of 4-6 mm can
be made by operating condition selecting any of the combination given in table 1. Higher disk
inclination and higher rpm are preferred as these give more rolling of pellets over the pelletizer
disk causing more compaction. As a result of this study, following conclusions are derived
1. Fineness of the feed is not the only criterion for pelletization. Surface morphology of
fines plays an important role as it has been seen that natural high grade ore which is
coarser than beneficiated ore easily pelletizes while for pelletization of beneficiated ore,
either we have to grind it to alter its surface morphology or blend it with natural high
grade ore.
2. Pellets made with Ca(OH)2 requires higher moisture content than pellets made with
cement or bentonite. Also the moisture content for it is very critical. Even a difference of
1% may very adversely affect the pelletization process. 1% higher moisture content than
the optimum leads to the flooding of pellets, and 1% lower moisture leads to significant
decrease in strength.
3. CO2 cured pellets as well as cement bonded pellets have shown quite good crushing
strength (for 4-6 mm pellets). Significant increase in strength is noticed with increase in
lime or cement content.
4. CO2 curing time of 20 minute is just enough as no increase in strength is seen beyond this
time period.
5. Future Goal
Micropellets made by this method would be finally going to serve as feed material for sinter
plant. So our next target would be to get the optimum physical and chemical properties of these
micropellets. We have done some work on cold crushing strength. Further work would be to
check the abrasion and shatter index, thermal deterioration of pellets etc. Some of these best
experiments will be repeated with beneficiated BHQ (Banded Hematite Quartzite) iron ore
received from IMMT Bhubaneswar.