Downloaded 448 times
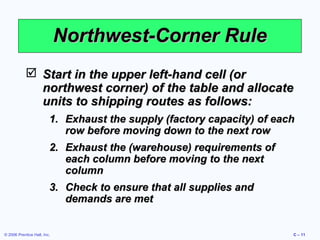
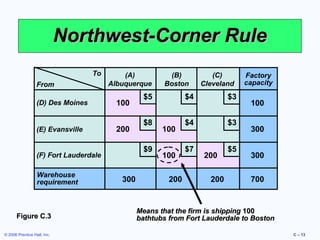
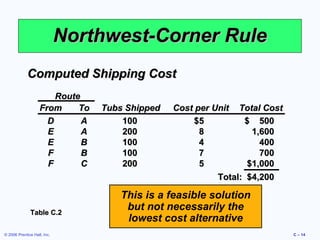
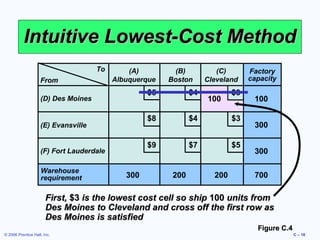
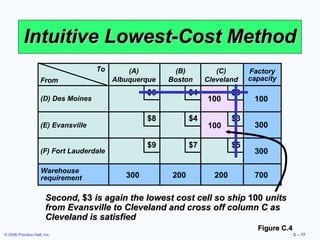
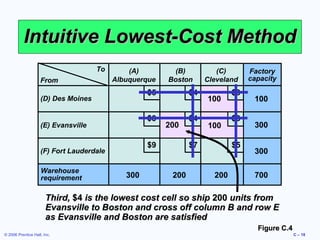
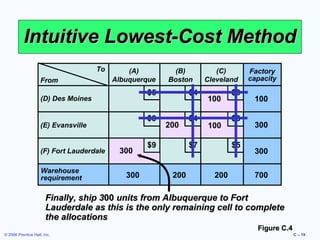
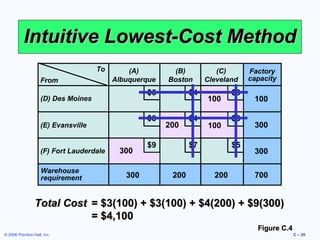
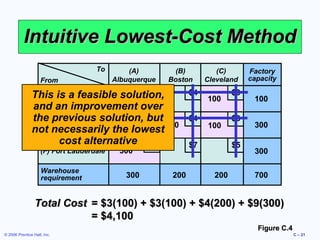
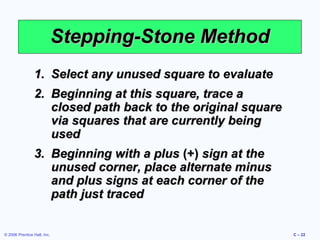
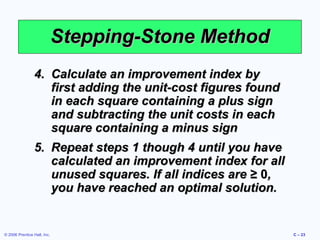
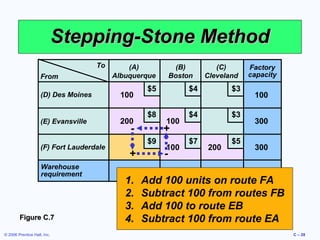
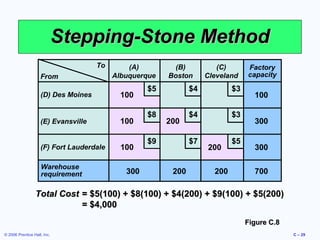

This document provides an overview of transportation modeling and several methods for solving transportation problems: (D) Des Moines 100 (1) The Northwest-Corner Rule which allocates units starting from the upper left cell, exhausting each row and column sequentially. (E) Evansville 200 (2) The Intuitive Lowest-Cost Method which assigns units to the lowest cost cell, exhausting rows and columns, until all units are allocated. (F) Fort Lauderdale (3) The Stepping-Stone Method which evaluates unused cells to find a path with the most negative improvement index, then adjusts cell costs along that path to find