Tic inserts-Shanghai Bogvik Wear Material Co., Ltd.
1. R100 CRUSHER LINER(S)
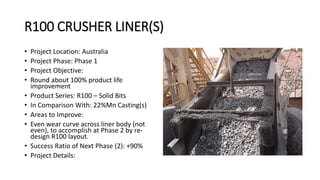
• Project Location: Australia
• Project Phase: Phase 1
• Project Objective:
• Round about 100% product life
improvement
• Product Series: R100 – Solid Bits
• In Comparison With: 22%Mn Casting(s)
• Areas to Improve:
• Even wear curve across liner body (not
even), to accomplish at Phase 2 by re-
design R100 layout.
• Success Ratio of Next Phase (2): +90%
• Project Details:
2. CRUSHER TYPE Nordberg HP500
CRUSHER SPECS 1520mm (Head Dia.), 335mm (Feed opening),
Power 355KW
ORE CHARACTERISTICS (BWI INDEX) Blend of Hard ~24, Soft ~18
LINER’S WEIGHT (APPROX) 2100KGs for Mantle Liner; 2060KGs for Bowl
Liner
COMPETITOR SUPPLY OEM/equivalent, other above OEM quality
aftermarket suppliers
TOTAL TONNAGE CRUSHED BY COMPETITOR
SUPPLY
30,960-37,521 Tons – mean value
RESOURCES UNITY R100 64,120 Tons
3. New Liner
During the period of crushing, the R100
Compound seemed to be well casted into
parent manganese steel castings; it did
not have issues of falling out.
It should be noted that product feed size
to the HP500 ranges from 120mm to
12mm; therefore the crusher is being
operated above its design capacity as it
crushes at a 10/1 reduction ratio on feed
that has a Bond Working Index number
ranging from 18 to 24, (design capacity
5/1 reduction ratio). The Resources Unity
liners created no adverse effects on the
crusher compared to existing liners.
4. Stage 2: View of the mantle (just consumed
the surface parent manganese steel. 30,000
crushed tonnes with BWI of 24)
Stage 3: View of the bowl liner from below. (The
compound materials started to abrade away.
45,000 tonnes crushed with BWI of 24)
5. Stage 3: View of the mantle. (The compound
materials started to abrade away. 45,000 tonnes
crushed with BWI of 24)
Stage 3: View of the mantle. The material has continued to
abrade away in the crushing zone. Evidence that the liner profile
or distribution of compound material needs changing. (54,000
tonnes crushed, last 10,000 tonnes at BWI of 20).
6. Final Stage: View of the bowl liner. Liners
removed due to crushing efficiency starting
to diminish and therefore changed-out.
Final Stage:
View of the mantle. Liners removed due to crushing efficiency starting to diminish and therefore
changed-out. Total of 64,000 tonnes crushed, 42,000 at bwi of 24 and 20,000 at bwi of 20.
These photos of bowl and mantle clearly show the need to change compound configuration and
thus achieve further increase in liner life and throughput.
7. Conclusion:
Phase 1. objective was successfully accomplished.
Entering Phase 2 will be a smooth and simple process, because Phase 2 is only to modify design of R100 material
to have even wear curve(s) of the liners.
Phase 3 will be looking at further life improvement by maintaining achievement of Phase objective.
It is likely that the client goes over 100% product life improvement; final improvement ratio yet to further explore.