1. ОПИСАНИЕ
ПОЛЕЗНОЙ
МОДЕЛИ К
ПАТЕНТУ
(12)
РЕСПУБЛИКА БЕЛАРУСЬ
НАЦИОНАЛЬНЫЙ ЦЕНТР
ИНТЕЛЛЕКТУАЛЬНОЙ
СОБСТВЕННОСТИ
(19) BY (11) 6386
(13) U
(46) 2010.08.30
(51) МПК (2009)
B 22D 15/00
(54) КОКИЛЬ С ГОРИЗОНТАЛЬНОЙ ПЛОСКОСТЬЮ РАЗЪЕМА
(21) Номер заявки: u 20091046
(22) 2009.12.09
(71) Заявитель: Государственное науч-
ное учреждение "Институт техно-
логии металлов Национальной ака-
демии наук Беларуси" (BY)
(72) Авторы: Марукович Евгений Игнатье-
вич; Барановский Эдуард Федорович;
Барановский Константин Эдуардович;
Ильюшенко Валерий Михайлович (BY)
(73) Патентообладатель: Государственное
научное учреждение "Институт техно-
логии металлов Национальной акаде-
мии наук Беларуси" (BY)
(57)
1. Кокиль с горизонтальной плоскостью разъема, состоящий из металлического под-
дона, металлической формообразующей средней части и металлической крышки с литни-
ковой чашей из песчаной смеси, отличающийся тем, что между средней частью и
поддоном расположена разделяющая их прокладка из теплоизолирующей термостойкой
ткани, которая закрывает рабочую поверхность поддона и прижата ладом средней части
кокиля к поверхности поддона.
2. Кокиль по п. 1, отличающийся тем, что разделяющая прокладка из теплоизолиру-
ющей ткани выполнена из кремнеземной ткани с объемной плотностью переплетения ни-
тей не ниже 35 %.
(56)
1. Кокильное литье: Справочное пособие. -М.: Машиностроение, 1967. - С. 116-118.
2. Специальные способы литья: Справочник / Под общ. ред. В.А.Ефимова. - М.: Ма-
шиностроение, 1991. - С.81-83.
3. Патент RU 2009008 С1, опубл. 1994.03.15.
4. Патент BY 5356, опубл. 2009.06.30.
Фиг. 1
BY6386U2010.08.30
2. BY 6386 U 2010.08.30
2
Полезная модель относится к литейному производству, в частности кокильному литью
железоуглеродистых сплавов.
Известны кокили с горизонтальной плоскостью разъема, содержащие верхнюю и
нижнюю полуформы, а также кокили, содержащие поддон, верхнюю полуформу и зали-
вочную чашу [1]. Металлические рабочие поверхности этих кокилей покрываются термо-
защитно-разделительными красками [2, 3].
Наиболее близким по технической сущности является кокиль, который состоит из ме-
таллического корпуса с выполненной отдельно донной частью и металлической крышки с
песчаной литниковой чашей, закрывающей металлический корпус кокиля [4].
Основными недостатками описанных конструкций кокилей являются приваривание
расплава к донной части кокиля и его низкая термическая стойкость, образование облоя на
отливке в результате затекания жидкого металла в зазоры между корпусом кокиля и поддо-
ном. Отливка, сформировавшаяся на подвергающейся непосредственному воздействию
струи расплава поверхности поддона, имеет грубую волнистую поверхность с большим ко-
личеством неслитин и корольков. При выбивке отливки с облоем из кокиля по горизонталь-
ной плоскости его разъема происходит скалывание противопригарного покрытия,
образование забоин на ладе средней части кокиля и разрушение его кромок. Указанные не-
достатки сокращают срок службы кокилей, не обеспечивают получение отливок с высоким
качеством поверхности, увеличивают трудозатраты при обрубке и очистке литья.
Технической задачей, на решение которой направлена заявляемая полезная модель,
является исключение приваривания расплава к поддону кокиля, увеличение срока службы
кокиля, повышение качества изготавливаемых в кокиле отливок, снижение трудозатрат
при его эксплуатации, а также при обрубке и очистке изготавливаемого в кокиле литья.
Задача решается следующим образом. В кокиле с горизонтальной плоскостью разъ-
ема, состоящем из металлического поддона, металлической средней части и металличе-
ской крышки с литниковой чашей из песчаной смеси, между поддоном и средней частью
расположена разделяющая их прокладка из теплоизолирующей термостойкой ткани, ко-
торая закрывает рабочую поверхность поддона и прижата ладом средней части кокиля к
поддону. При этом разделяющую прокладку изготавливают из теплоизоляционной термо-
стойкой ткани с плотным переплетением нитей, например, из кремнеземной ткани с объ-
емной плотностью переплетения нитей не ниже 35 %.
В предлагаемом кокиле с горизонтальной плоскостью разъема прокладка из теплоизо-
лирующей термостойкой ткани, расположенная между поддоном и средней частью, за-
щищает поверхность поддона от прямого воздействия струи заливаемого в кокиль
расплава, что исключает приваривание расплава к поверхности поддона. Величина терми-
ческого сопротивления прокладки из теплоизолирующей ткани легко регулируется ее
толщиной, что позволяет во много раз уменьшить интенсивность термического удара и
величину нежелательных термических напряжений в поддоне кокиля. Участки прокладки,
прижимаемые ладом средней части кокиля к поддону, деформируются. Это устраняет за-
зоры по нижнему разъему кокиля и исключает образование облоя на нижнем торце отлив-
ки, который препятствует выбивке и разрушает защитно-разделительное покрытие на
рабочей поверхности средней части кокиля. Теплопроводность ткани существенно мень-
ше теплопроводности кокильных красок, поэтому при растекании по прокладке из тепло-
изолирующей ткани расплав мгновенно не кристаллизуется и поверхность отливки
формируется без неслитин и корольков. При литье чугунов в предлагаемый кокиль разде-
ляющая прокладка может изготавливаться, например, из кремнеземной ткани, однако объ-
емная плотность переплетения нитей такой ткани должна быть не ниже 35 %. При
использовании ткани с меньшей объемной плотностью в зоне прямого воздействия на
прокладку струи заливаемого расплава на отливке может образоваться пригар.
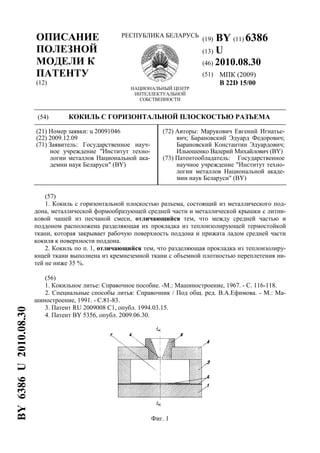
Сущность полезной модели поясняется чертежом, где на фиг. 1 показан общий вид
кокиля в разрезе, а на фиг. 2 - его сечение по А-А. Кокиль состоит из металлического под-
3. BY 6386 U 2010.08.30
3
дона 1, разделительной прокладки из термоизолирующей ткани 2, металлической формо-
образующей средней части 3, металлической крышки 4, песчаной литниковой чаши 5 с
питателем 6 и рабочей полости 7.
Кокиль работает следующим образом. На рабочие поверхности средней части кокиля
3 и крышки 4 наносят термозащитно-разделительную краску, а на рабочую поверхность
поддона 1 помещают прокладку 2 из термоизолирующей ткани. Кокиль собирают, уста-
навливая на покрытый тканью поддон среднюю формообразующую часть кокиля, а затем
на ее верхний лад помещают крышку с литниковой чашей. Собранный кокиль нагружают
или сжимают струбцинами, подогревают, а затем подают расплав в литниковую чашу 5.
Через питатель 6 расплав поступает в рабочую полость 7 кокиля и постепенно заполняет
ее и литниковую чашу, которая выполняет роль прибыли и предназначена для питания
отливки при ее затвердевании. После затвердевания и охлаждения отливки кокиль разби-
рают и отливку вместе с литниковой системой выбивают из средней части кокиля.
Таким образом, положительный эффект от использования изобретения заключается в
следующем: устраняется приваривание расплава к поддону кокиля, увеличивается его
стойкость, повышается качество поверхности отливки, обеспечивается возможность регу-
лирования в широких пределах интенсивности теплообмена поддона с формирующейся на
нем частью отливки для получения металла с требуемой структурой, улучшаются условия
извлечения отливки из кокиля за счет исключения образования облоя по нижнему разъему
отливки, увеличивается срок службы кокилей с горизонтальным разъемом, повышается
качество отливок и снижаются трудозатраты при их изготовлении.
Пример
Был изготовлен кокиль для литья отливки из высокохромистого чугуна в виде бруса
размерами 85×85×180 мм. Поддон, среднюю часть и крышку кокиля изготавливали из
стального листа, а разделительную прокладку между поддоном и средней формообразую-
щей частью - из кремнеземной ткани ПС-600 толщиной 0,57 мм и массой 1 м2
600 грамм.
Рабочие поверхности средней части кокиля и крышки окрашивали термозащитно-
разделительной краской, а рабочую поверхность поддона покрывали одним слоем кремне-
земной ткани размером 145×240 мм. Кокиль собирали, устанавливая на покрытый тканью
поддон среднюю часть, а затем закрывали крышкой с заливочной чашей. Собранный кокиль
перед заливкой нагревали до температуры 80-110 °С и сжимали с усилием 100 кг. Расплав
износостойкого хромистого чугуна заливали при температуре 1450-1500 °С. Отливку охла-
ждали вместе с кокилем до температуры 400 °С. Затем кокиль разбирали и отливку вместе с
литниковой системой выбивали из его средней части. После охлаждения до температуры
окружающей среды остатки ткани беспрепятственно удалялись с поверхности отливки ме-
таллической щеткой. Изготовленная в кокиле отливка имеет высокое качество поверхности,
которая сформировалась на покрытом кремнеземной тканью поддоне, и кристаллическое
строение с ориентированной перпендикулярно этой поверхности карбидной фазой.
Фиг. 2
Национальный центр интеллектуальной собственности. 220034, г. Минск, ул. Козлова, 20.
![BY 6386 U 2010.08.30
2
Полезная модель относится к литейному производству, в частности кокильному литью
железоуглеродистых сплавов.
Известны кокили с горизонтальной плоскостью разъема, содержащие верхнюю и
нижнюю полуформы, а также кокили, содержащие поддон, верхнюю полуформу и зали-
вочную чашу [1]. Металлические рабочие поверхности этих кокилей покрываются термо-
защитно-разделительными красками [2, 3].
Наиболее близким по технической сущности является кокиль, который состоит из ме-
таллического корпуса с выполненной отдельно донной частью и металлической крышки с
песчаной литниковой чашей, закрывающей металлический корпус кокиля [4].
Основными недостатками описанных конструкций кокилей являются приваривание
расплава к донной части кокиля и его низкая термическая стойкость, образование облоя на
отливке в результате затекания жидкого металла в зазоры между корпусом кокиля и поддо-
ном. Отливка, сформировавшаяся на подвергающейся непосредственному воздействию
струи расплава поверхности поддона, имеет грубую волнистую поверхность с большим ко-
личеством неслитин и корольков. При выбивке отливки с облоем из кокиля по горизонталь-
ной плоскости его разъема происходит скалывание противопригарного покрытия,
образование забоин на ладе средней части кокиля и разрушение его кромок. Указанные не-
достатки сокращают срок службы кокилей, не обеспечивают получение отливок с высоким
качеством поверхности, увеличивают трудозатраты при обрубке и очистке литья.
Технической задачей, на решение которой направлена заявляемая полезная модель,
является исключение приваривания расплава к поддону кокиля, увеличение срока службы
кокиля, повышение качества изготавливаемых в кокиле отливок, снижение трудозатрат
при его эксплуатации, а также при обрубке и очистке изготавливаемого в кокиле литья.
Задача решается следующим образом. В кокиле с горизонтальной плоскостью разъ-
ема, состоящем из металлического поддона, металлической средней части и металличе-
ской крышки с литниковой чашей из песчаной смеси, между поддоном и средней частью
расположена разделяющая их прокладка из теплоизолирующей термостойкой ткани, ко-
торая закрывает рабочую поверхность поддона и прижата ладом средней части кокиля к
поддону. При этом разделяющую прокладку изготавливают из теплоизоляционной термо-
стойкой ткани с плотным переплетением нитей, например, из кремнеземной ткани с объ-
емной плотностью переплетения нитей не ниже 35 %.
В предлагаемом кокиле с горизонтальной плоскостью разъема прокладка из теплоизо-
лирующей термостойкой ткани, расположенная между поддоном и средней частью, за-
щищает поверхность поддона от прямого воздействия струи заливаемого в кокиль
расплава, что исключает приваривание расплава к поверхности поддона. Величина терми-
ческого сопротивления прокладки из теплоизолирующей ткани легко регулируется ее
толщиной, что позволяет во много раз уменьшить интенсивность термического удара и
величину нежелательных термических напряжений в поддоне кокиля. Участки прокладки,
прижимаемые ладом средней части кокиля к поддону, деформируются. Это устраняет за-
зоры по нижнему разъему кокиля и исключает образование облоя на нижнем торце отлив-
ки, который препятствует выбивке и разрушает защитно-разделительное покрытие на
рабочей поверхности средней части кокиля. Теплопроводность ткани существенно мень-
ше теплопроводности кокильных красок, поэтому при растекании по прокладке из тепло-
изолирующей ткани расплав мгновенно не кристаллизуется и поверхность отливки
формируется без неслитин и корольков. При литье чугунов в предлагаемый кокиль разде-
ляющая прокладка может изготавливаться, например, из кремнеземной ткани, однако объ-
емная плотность переплетения нитей такой ткани должна быть не ниже 35 %. При
использовании ткани с меньшей объемной плотностью в зоне прямого воздействия на
прокладку струи заливаемого расплава на отливке может образоваться пригар.
Сущность полезной модели поясняется чертежом, где на фиг. 1 показан общий вид
кокиля в разрезе, а на фиг. 2 - его сечение по А-А. Кокиль состоит из металлического под-](data:image/gif;base64,R0lGODlhAQABAIAAAAAAAP///yH5BAEAAAAALAAAAAABAAEAAAIBRAA7)