![BY 6559 U 2010.10.30
2
диаметра шара, закаленный слой выполнен во внутренней части шара с твердостью не ме-
нее 55 HRC, а на поверхности с твердостью не более 68 HRC, при этом его микрострукту-
ра состоит из мелкоигольчатого мартенсита не грубее 3 баллов, кроме того, упрочненная
центральная часть выполнена в виде сферы с диаметром не менее 0,25 наружного диамет-
ра шара и с микроструктурой в виде троостомартенсита или троостита с твердостью
45...55 HRC, причем вся конечная микроструктура шара организована из исходного аусте-
нита стали, имеющего диаметр действительного зерна в пределах 0,003-0,008 мм.
(56)
1. Ткаченко Ф.К., Ефременко В.Г., Тихонюк С.Л., Дегтярев С.И., Ворона Н.Н. Влияние
термической обработки на свойства катаных мелющих шаров высокой прокаливаемости //
Металловедение и термическая обработка металлов. - М. - № 8. - 2001. - С. 26-28.
Полезная модель относится к технике измельчения руды, клинкера, угля и других ма-
териалов и может быть использована в металлургической, цементной, угольной и других
отраслях промышленности, где используются шаровые мельницы, загружаемые мелющи-
ми шарами.
Известен мелющий шар, выполненный из углеродистой стали, подвергнутый закалке с
температуры его формообразования с последующим самоотпуском, содержащий снаружи
закаленный слой, а внутри, сразу после закаленного слоя, упрочненную центральную
часть [1].
Однако известный мелющий шар при своем использовании имеет следующие недо-
статки:
обладает недостаточной абразивной износостойкостью, т.е. низким сроком службы
при измельчении материалов в шаровой мельнице, т.к. после закалки невозможно полу-
чить твердость на поверхности закаленного слоя более 52 HRC;
обладает высокой склонностью к растрескиванию, а также недостаточной ударостой-
костью при получении твердости на поверхности закаленного слоя более 55 HRC из-за
того, что закаленный слой после закалки имеет микроструктуру в виде крупноигольчатого
мартенсита 7 баллов и крупнее. Это обусловлено тем, что формообразование шара осу-
ществляется при высокой температуре нагрева под прокатку, после которой исходный
аустенит применяемой рельсовой стали перед закалкой шара имеет очень крупное дей-
ствительное зерно;
высокая стоимость применяемой для изготовления шаров стали.
Задачей полезной модели является создание мелющего шара.
Техническим результатом при использовании предложенного мелющего шара является
повышение его абразивной износостойкости и ударостойкости при одновременном обеспе-
чении полного отсутствия закалочных трещин и увеличении срока его службы, а также по-
лучение одинаковых прочностных характеристик на каждом мелющем шаре одного
диаметра с одинаковой глубиной закаленного слоя. Кроме того, техническим результатом
при использовании предложенного мелющего шара является снижение стоимости его изго-
товления.
Технический результат при осуществлении полезной модели достигается тем, что
предложен мелющий шар, выполненный из углеродистой стали, подвергнутый закалке с
температуры его формообразования с последующим самоотпуском, содержащий снаружи
закаленный слой, а внутри, сразу после закаленного слоя, упрочненную центральную
часть, при этом он выполнен из стали с пониженной или с регламентированной прокали-
ваемостью, с содержанием углерода от 0,60 до 0,87 мас. %, имеющей идеальный критиче-
ский диаметр, характеризующий ее прокаливаемость, равный 0,05-0,70 наружного
диаметра шара, закаленный слой выполнен во внутренней части шара с твердостью не ме-](data:image/gif;base64,R0lGODlhAQABAIAAAAAAAP///yH5BAEAAAAALAAAAAABAAEAAAIBRAA7)
Recommended
More Related Content
What's hot
What's hot (20)
Viewers also liked
Viewers also liked (16)
Similar to Патент на полезную модель Республики Беларусь
More from Иван Иванов
More from Иван Иванов (20)
Патент на полезную модель Республики Беларусь
- 1. ОПИСАНИЕ ПОЛЕЗНОЙ МОДЕЛИ К ПАТЕНТУ (12) РЕСПУБЛИКА БЕЛАРУСЬ НАЦИОНАЛЬНЫЙ ЦЕНТР ИНТЕЛЛЕКТУАЛЬНОЙ СОБСТВЕННОСТИ (19) BY (11) 6559 (13) U (46) 2010.10.30 (51) МПК (2009) B 02C 17/00 (54) МЕЛЮЩИЙ ШАР (21) Номер заявки: u 20100075 (22) 2010.01.28 (71) Заявители: Открытое акционерное общество "Белкард" (BY); Закрытое акционерное общество "Научно- Производственная Компания Тех- нология машиностроения и Объем- но-поверхностная закалка" (RU) (72) Авторы: Кравченко Виктор Иванович (BY); Костюкович Геннадий Алексан- дрович (BY); Кипнис Марат Ефимович (BY); Дешук Николай Александрович (BY); Пекер Аркадий Моисеевич (RU); Никитин Сергей Иванович (RU); Лер- нер Игорь Семенович (US); Куприянов Алексей Александрович (RU) (73) Патентообладатели: Открытое акцио- нерное общество "Белкард" (BY); За- крытое акционерное общество "Науч- но-Производственная Компания Тех- нология машиностроения и Объемно- поверхностная закалка" (RU) (57) Мелющий шар, выполненный из углеродистой стали, подвергнутый закалке с темпе- ратуры его формообразования с последующим самоотпуском, содержащий снаружи зака- ленный слой, а внутри, сразу после закаленного слоя, упрочненную центральную часть, отличающийся тем, что он выполнен из стали с пониженной или с регламентированной прокаливаемостью, с содержанием углерода от 0,60 до 0,87 мас. %, имеющей идеальный критический диаметр, характеризующий ее прокаливаемость, равный 0,05-0,70 наружного BY6559U2010.10.30
- 2. BY 6559 U 2010.10.30 2 диаметра шара, закаленный слой выполнен во внутренней части шара с твердостью не ме- нее 55 HRC, а на поверхности с твердостью не более 68 HRC, при этом его микрострукту- ра состоит из мелкоигольчатого мартенсита не грубее 3 баллов, кроме того, упрочненная центральная часть выполнена в виде сферы с диаметром не менее 0,25 наружного диамет- ра шара и с микроструктурой в виде троостомартенсита или троостита с твердостью 45...55 HRC, причем вся конечная микроструктура шара организована из исходного аусте- нита стали, имеющего диаметр действительного зерна в пределах 0,003-0,008 мм. (56) 1. Ткаченко Ф.К., Ефременко В.Г., Тихонюк С.Л., Дегтярев С.И., Ворона Н.Н. Влияние термической обработки на свойства катаных мелющих шаров высокой прокаливаемости // Металловедение и термическая обработка металлов. - М. - № 8. - 2001. - С. 26-28. Полезная модель относится к технике измельчения руды, клинкера, угля и других ма- териалов и может быть использована в металлургической, цементной, угольной и других отраслях промышленности, где используются шаровые мельницы, загружаемые мелющи- ми шарами. Известен мелющий шар, выполненный из углеродистой стали, подвергнутый закалке с температуры его формообразования с последующим самоотпуском, содержащий снаружи закаленный слой, а внутри, сразу после закаленного слоя, упрочненную центральную часть [1]. Однако известный мелющий шар при своем использовании имеет следующие недо- статки: обладает недостаточной абразивной износостойкостью, т.е. низким сроком службы при измельчении материалов в шаровой мельнице, т.к. после закалки невозможно полу- чить твердость на поверхности закаленного слоя более 52 HRC; обладает высокой склонностью к растрескиванию, а также недостаточной ударостой- костью при получении твердости на поверхности закаленного слоя более 55 HRC из-за того, что закаленный слой после закалки имеет микроструктуру в виде крупноигольчатого мартенсита 7 баллов и крупнее. Это обусловлено тем, что формообразование шара осу- ществляется при высокой температуре нагрева под прокатку, после которой исходный аустенит применяемой рельсовой стали перед закалкой шара имеет очень крупное дей- ствительное зерно; высокая стоимость применяемой для изготовления шаров стали. Задачей полезной модели является создание мелющего шара. Техническим результатом при использовании предложенного мелющего шара является повышение его абразивной износостойкости и ударостойкости при одновременном обеспе- чении полного отсутствия закалочных трещин и увеличении срока его службы, а также по- лучение одинаковых прочностных характеристик на каждом мелющем шаре одного диаметра с одинаковой глубиной закаленного слоя. Кроме того, техническим результатом при использовании предложенного мелющего шара является снижение стоимости его изго- товления. Технический результат при осуществлении полезной модели достигается тем, что предложен мелющий шар, выполненный из углеродистой стали, подвергнутый закалке с температуры его формообразования с последующим самоотпуском, содержащий снаружи закаленный слой, а внутри, сразу после закаленного слоя, упрочненную центральную часть, при этом он выполнен из стали с пониженной или с регламентированной прокали- ваемостью, с содержанием углерода от 0,60 до 0,87 мас. %, имеющей идеальный критиче- ский диаметр, характеризующий ее прокаливаемость, равный 0,05-0,70 наружного диаметра шара, закаленный слой выполнен во внутренней части шара с твердостью не ме-
- 3. BY 6559 U 2010.10.30 3 нее 55 HRC, а на поверхности с твердостью не более 68 HRC, при этом его микрострукту- ра состоит из мелкоигольчатого мартенсита не грубее 3 баллов, кроме того, упрочненная центральная часть выполнена в виде сферы с диаметром не менее 0,25 наружного диамет- ра шара и с микроструктурой в виде троостомартенсита или троостита с твердостью 45...55 HRC, причем вся конечная микроструктура шара организована из исходного аусте- нита стали, имеющего диаметр действительного зерна в пределах 0,003-0,008 мм. Среди признаков, характеризующих предложенный мелющий шар, существенными являются: выполнение из стали с пониженной или с регламентированной прокаливаемостью, с содержанием углерода от 0,60 до 0,87 мас. %; выбор идеального критического диаметра стали, характеризующий ее прокаливае- мость, в пределах 0,05-0,70 наружного диаметра шара; выполнение закаленного слоя во внутренней части шара с твердостью не менее 55 HRC, а на поверхности с твердостью не более 68 HRC; выполнение закаленного слоя с микроструктурой в виде мелкоигольчатого мартенсита не грубее 3 баллов; выполнение упрочненной центральной части в виде сферы с диаметром не менее 0,25 наружного диаметра шара и с микроструктурой в виде троостомартенсита или тро- остита с твердостью 45... 55 HRC; организация всей конечной микроструктуры шара из исходного аустенита стали, име- ющего диаметр действительного зерна в пределах 0,003-0,008 мм. Выбор в качестве углеродистой стали стали с пониженной или с регламентированной прокаливаемостью обеспечивает предложенному мелющему шару снижение стоимости его изготовления. Выбор нижнего предела содержания углерода 0,60 мас. % в стали с пониженной про- каливаемостью обеспечивает предложенному мелющему шару более высокую ударостой- кость. Выбор верхнего предела содержания углерода 0,87 мас. % в стали с пониженной про- каливаемостью обеспечивает предложенному мелющему шару максимальную твердость на поверхности закаленного слоя шара. Выбор интервала идеального критического диаметра, характеризующего прокаливае- мость стали, с пониженной прокаливаемостью от 0,05 до 0,70 наружного диаметра шара обеспечивает изготовление предложенного мелющего шара одного диаметра с большим диапазоном глубины закаленного слоя, что позволяет их использовать в работе в зависи- мости от твердости измельчаемого материала, при этом шары, выполненные с одинаковой глубиной закаленного слоя, имеют одинаковые прочностные характеристики. Идеальный критический диаметр (параметр, характеризующий прокаливаемость стали) диаметр прут- ка стали, который при закалке с бесконечно быстрым охлаждением поверхности приобре- тает в центре сечения прутка структуру полумартенсита, а на поверхности прутка - структуру мартенсита. Выполнение закаленного слоя во внутренней части шара с твердостью не менее 55 HRC, а на поверхности с твердостью не более 68 HRC и с микроструктурой в виде мел- коигольчатого мартенсита не грубее 3 баллов позволяет обеспечить предложенному ме- лющему шару более высокую абразивную износостойкость, а следовательно, и более высокий срок его службы при измельчении материалов в шаровой мельнице. Организация микроструктуры закаленного слоя в виде мелкоигольчатого мартенсита не грубее 3 баллов и микроструктуры упрочненной центральной части в виде троостомар- тенсита или троостита с твердостью 45...55 HRC из исходного аустенита стали, имеющего диаметр действительного зерна в пределах 0,003-0,008 мм, позволяет обеспечить предло- женному мелющему шару высокую устойчивость против раскалывания при ударах во
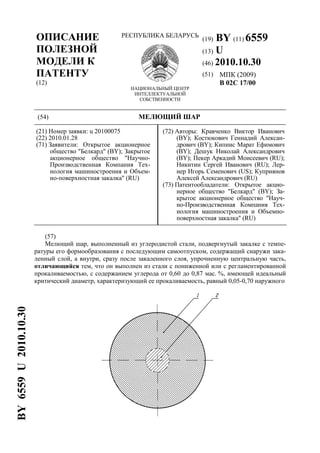
- 4. BY 6559 U 2010.10.30 4 время его работы в шаровой мельнице, а также обеспечить полное отсутствие закалочных трещин после термообработки. Предложенное техническое решение применимо, т.к. может быть изготовлено про- мышленным способом, работоспособно, осуществимо и воспроизводимо, а следовательно, соответствует условию "промышленная применимость". Сравнение заявляемого технического решения с уровнем техники по научно- технической и патентной документации показывает, что совокупность существенных признаков не известна, а следовательно, соответствует условию патентоспособности "новизна". Следует отметить, что технология изготовления предложенной конструкции мелюще- го шара не представляет собой особой сложности, однако содержание остальных химиче- ских элементов в используемой стали с пониженной или с регламентированной прокаливаемостью, а также технология изготовления мелющего шара являются предме- том ноу-хау и служат предметом отдельной заявки. В результате проведения экспериментальных исследований и сравнительных испыта- ний предложенного и известного мелющих шаров было установлено, что с использовани- ем всех отличительных параметров предложенного мелющего шара был получен следующий положительный результат: абразивная износостойкость по сравнению с известным мелющим шаром увеличилась на 25-35 %; полное отсутствие закалочных трещин при твердости на поверхности закаленного слоя 60...68 HRC; ударостойкость по сравнению с известным мелющим шаром увеличилась не менее чем на 20 %; срок службы по сравнению с известным мелющим шаром увеличился на 25-35 %. Кроме того, при изготовлении предложенного мелющего шара достигнуто снижение его стоимости по сравнению с известным мелющим шаром не менее чем в 1,3 раза. Сущность предложенного технического решения поясняется фигурой, где показан разрез по центральной части мелющего шара. Мелющий шар содержит закаленный слой 1 и упрочненную центральную часть 2. Эксплуатация предложенного мелющего шара в шаровых мельницах является стан- дартной и не отличается от существующей в настоящее время. Однако за счет своих более высоких прочностных характеристик эксплуатация предложенного мелющего шара может производиться в более тяжелых условиях работы, чем эксплуатация известного мелющего шара. Национальный центр интеллектуальной собственности. 220034, г. Минск, ул. Козлова, 20.