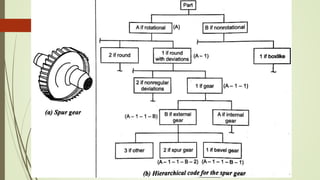
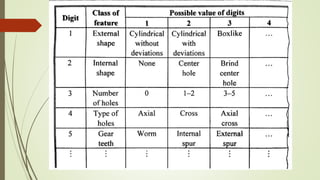
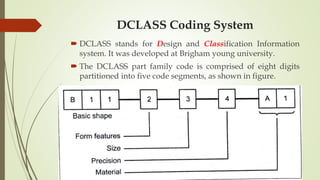
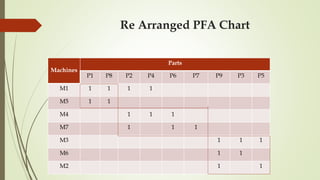
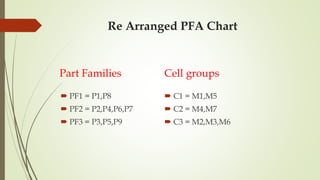
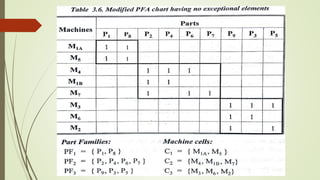
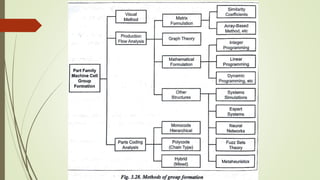
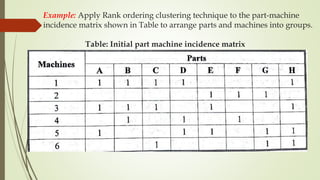
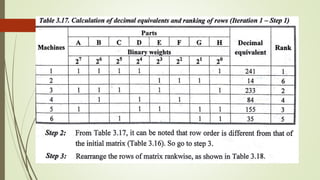
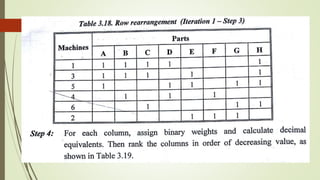
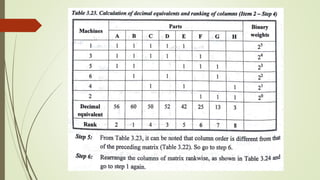
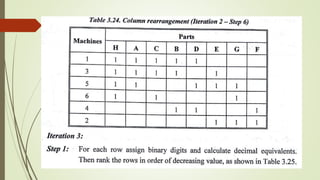
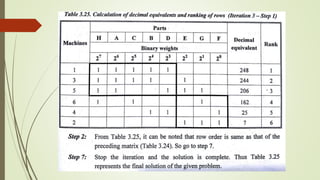
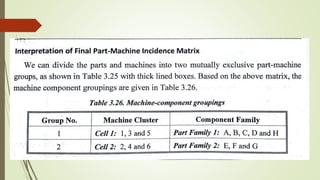
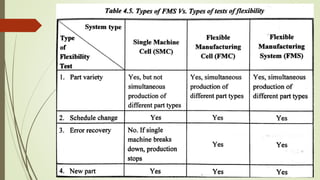
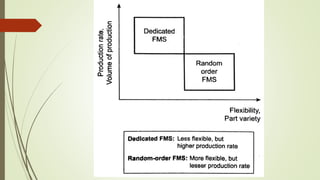
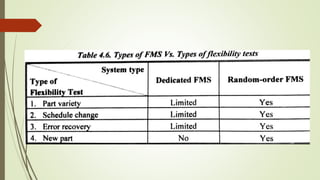
The document outlines the concept of cellular manufacturing and group technology, emphasizing the classification and coding of parts to enhance production efficiency. It discusses various methods for production flow analysis and machine cell design while detailing different coding systems such as Opitz and DClass. Additionally, it describes flexible manufacturing systems and their associated types of flexibility, along with methods for arranging machines within a cell to optimize performance.