Downloaded 418 times

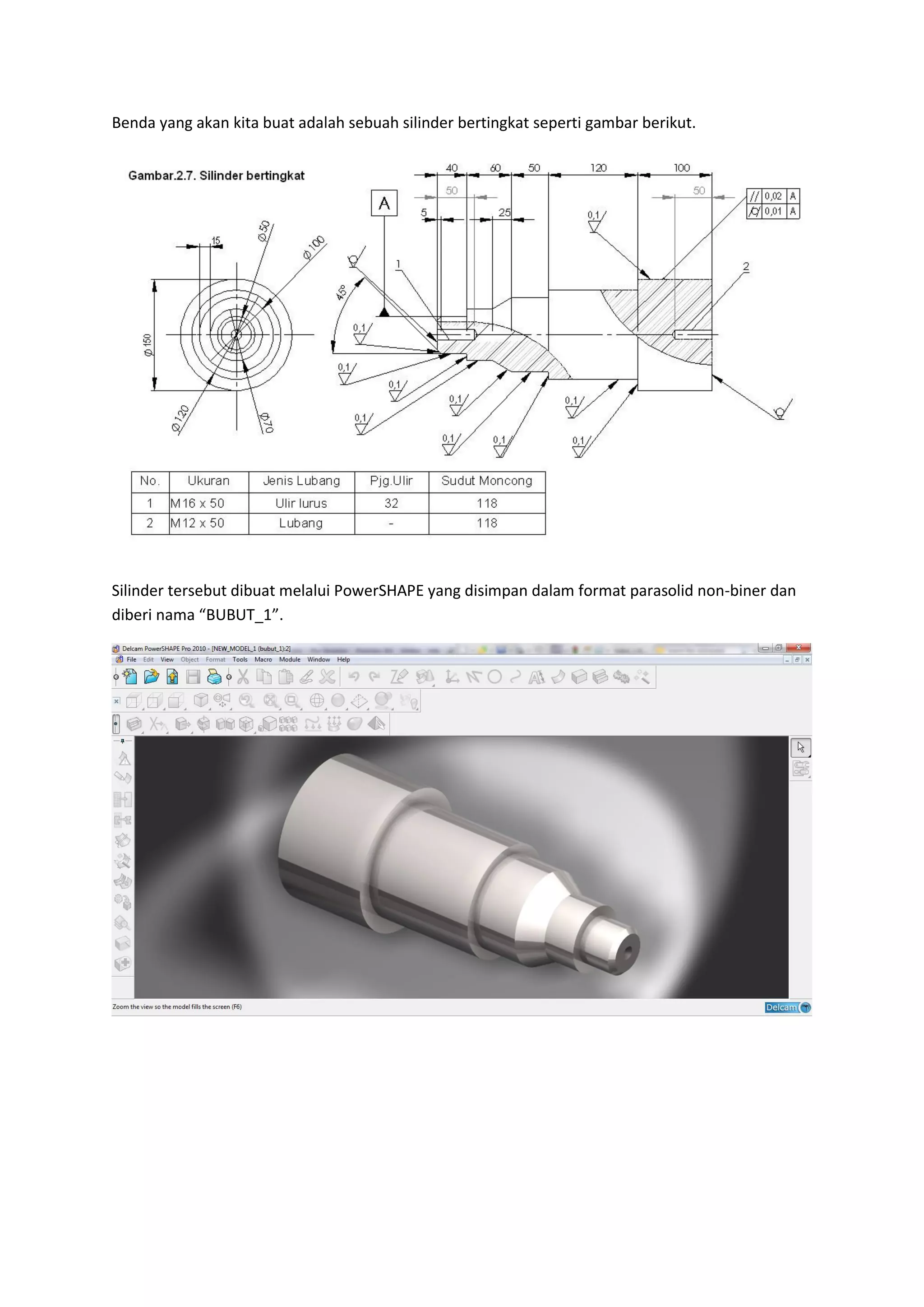
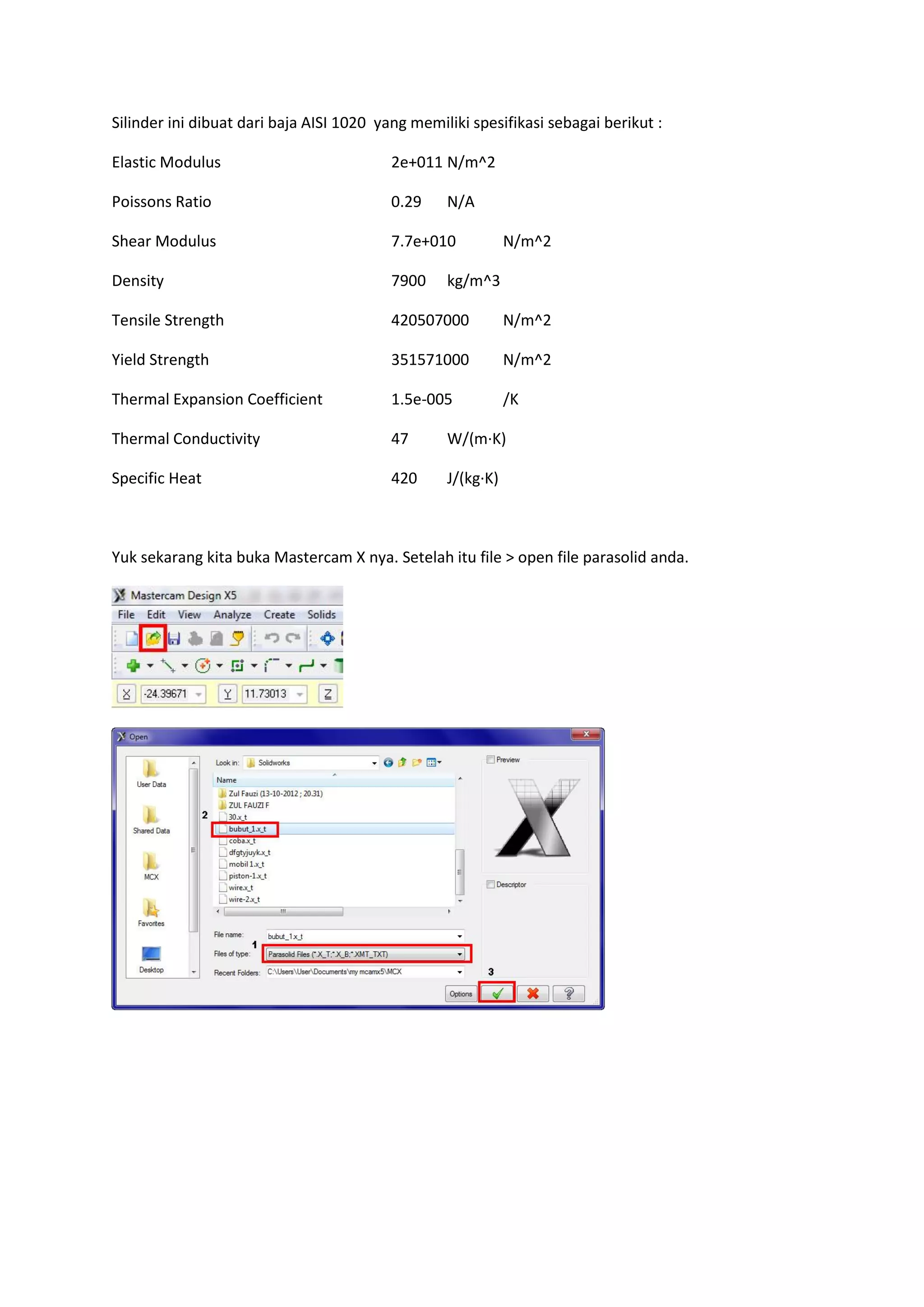
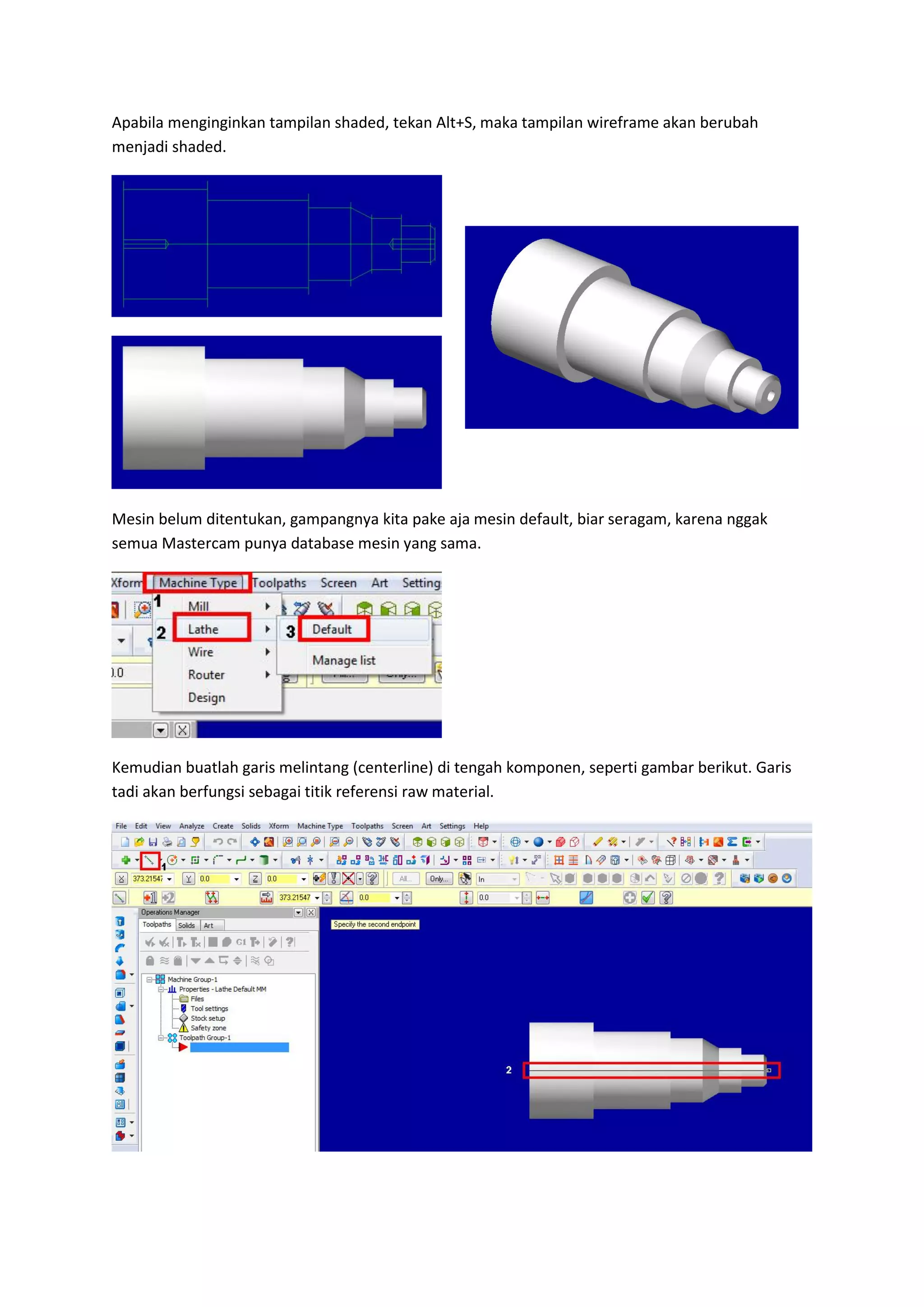
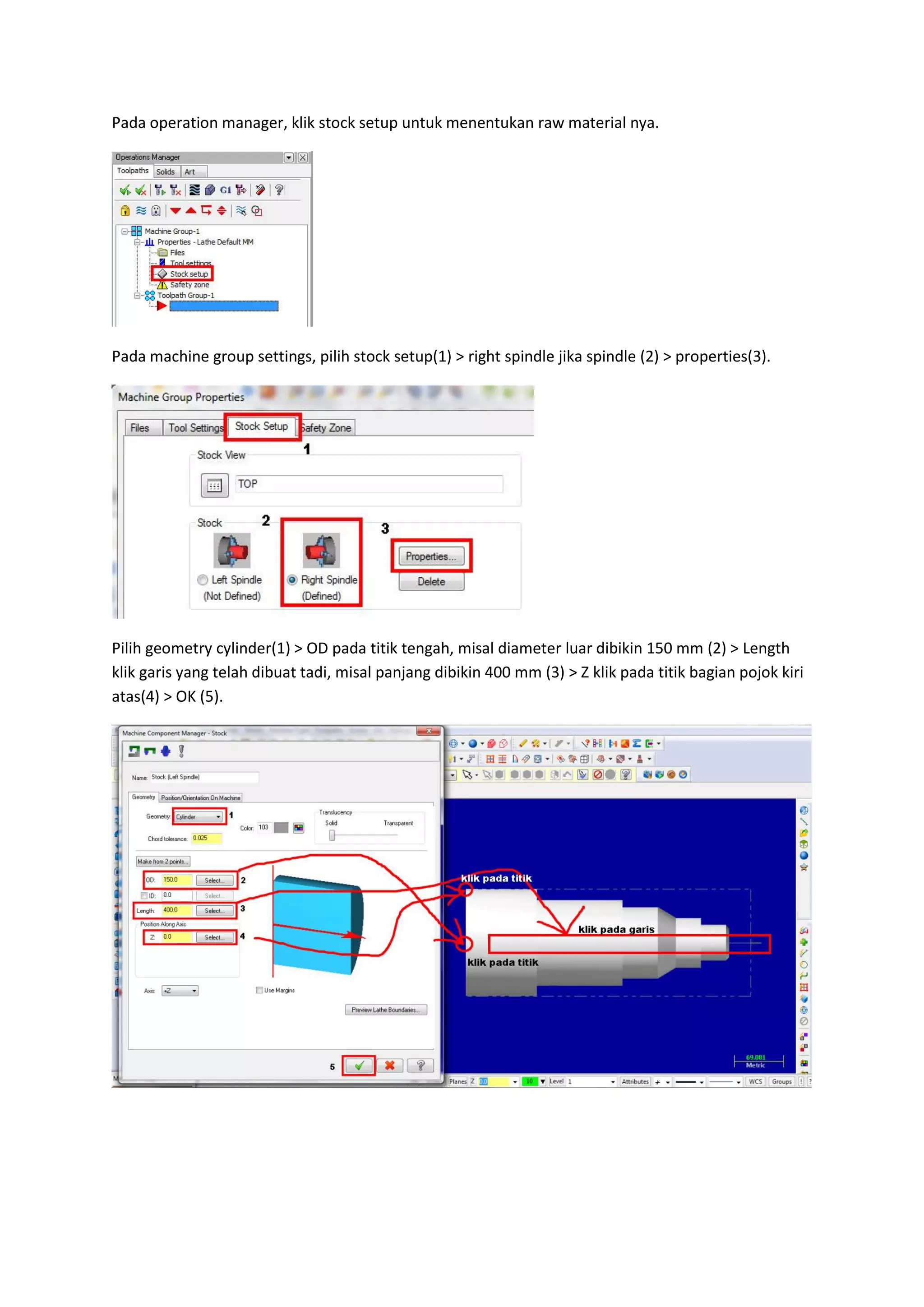
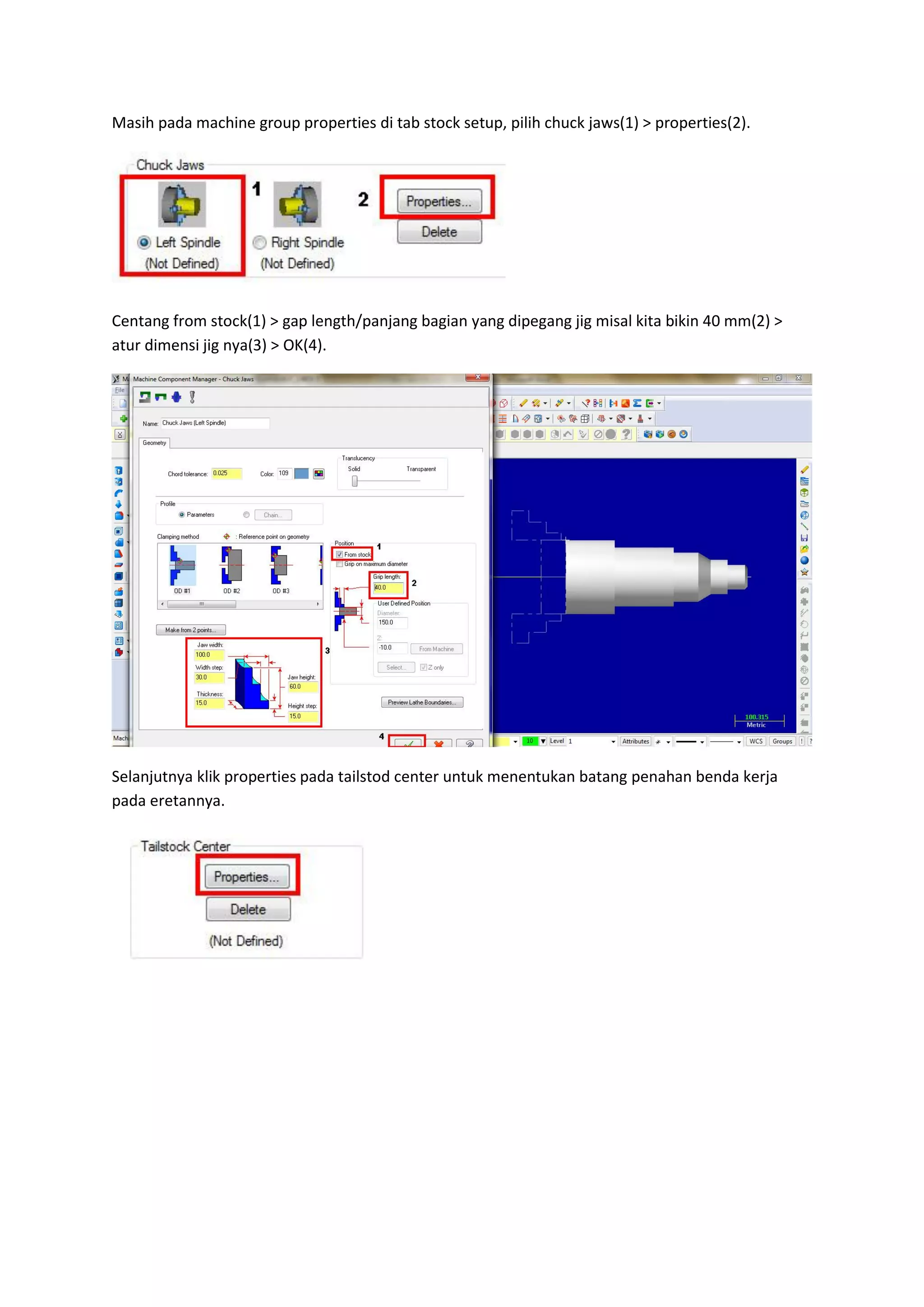
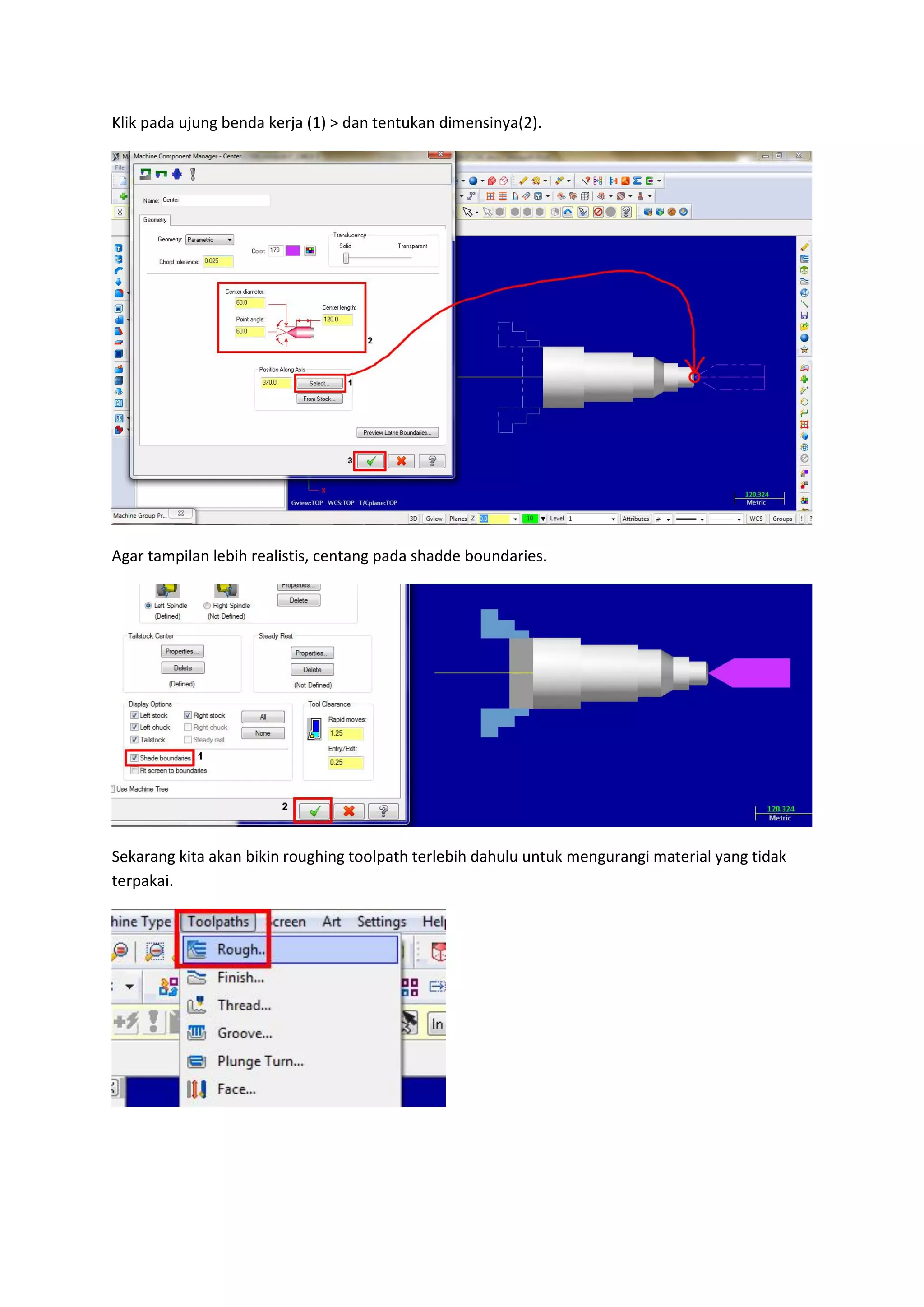
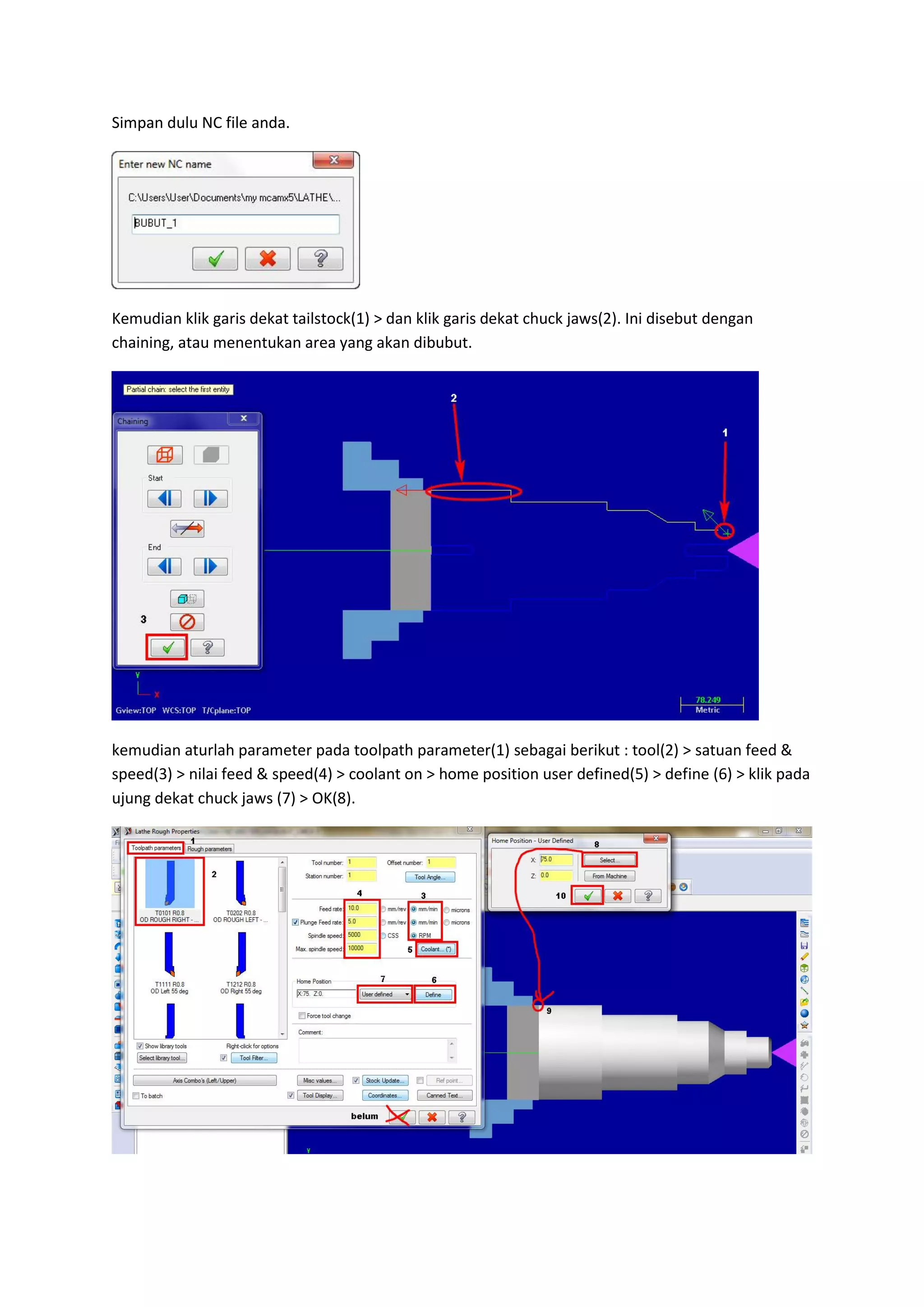
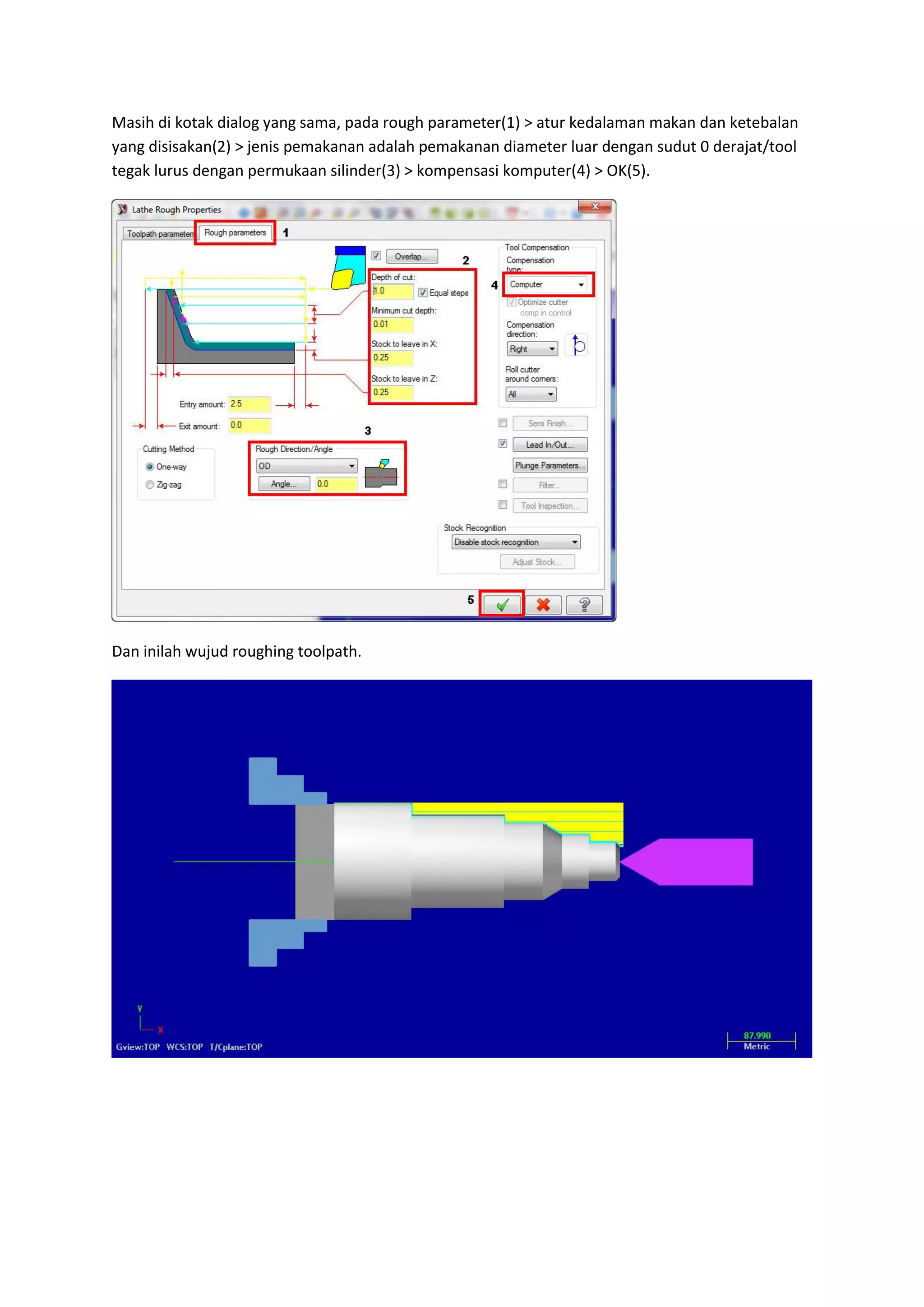
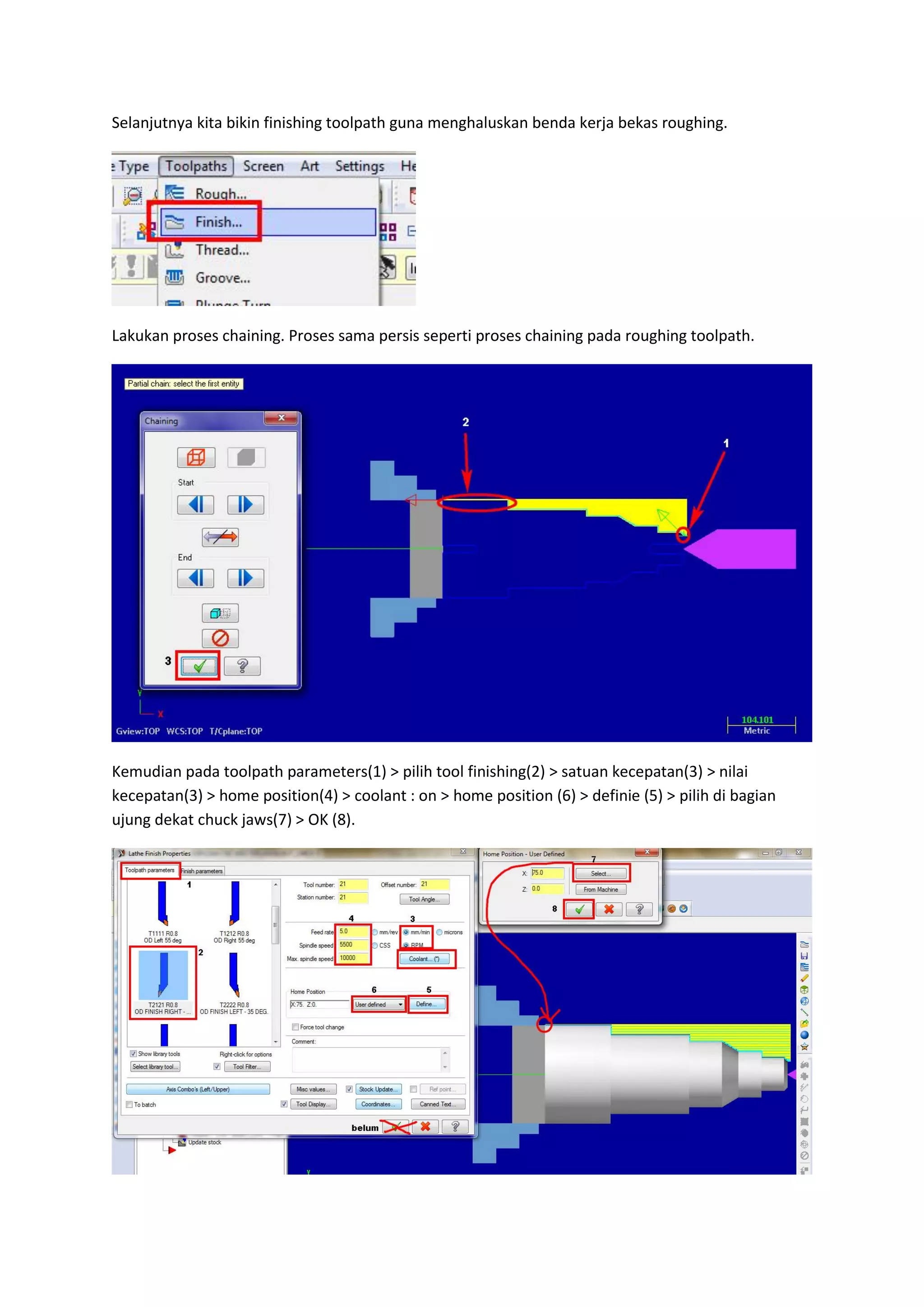
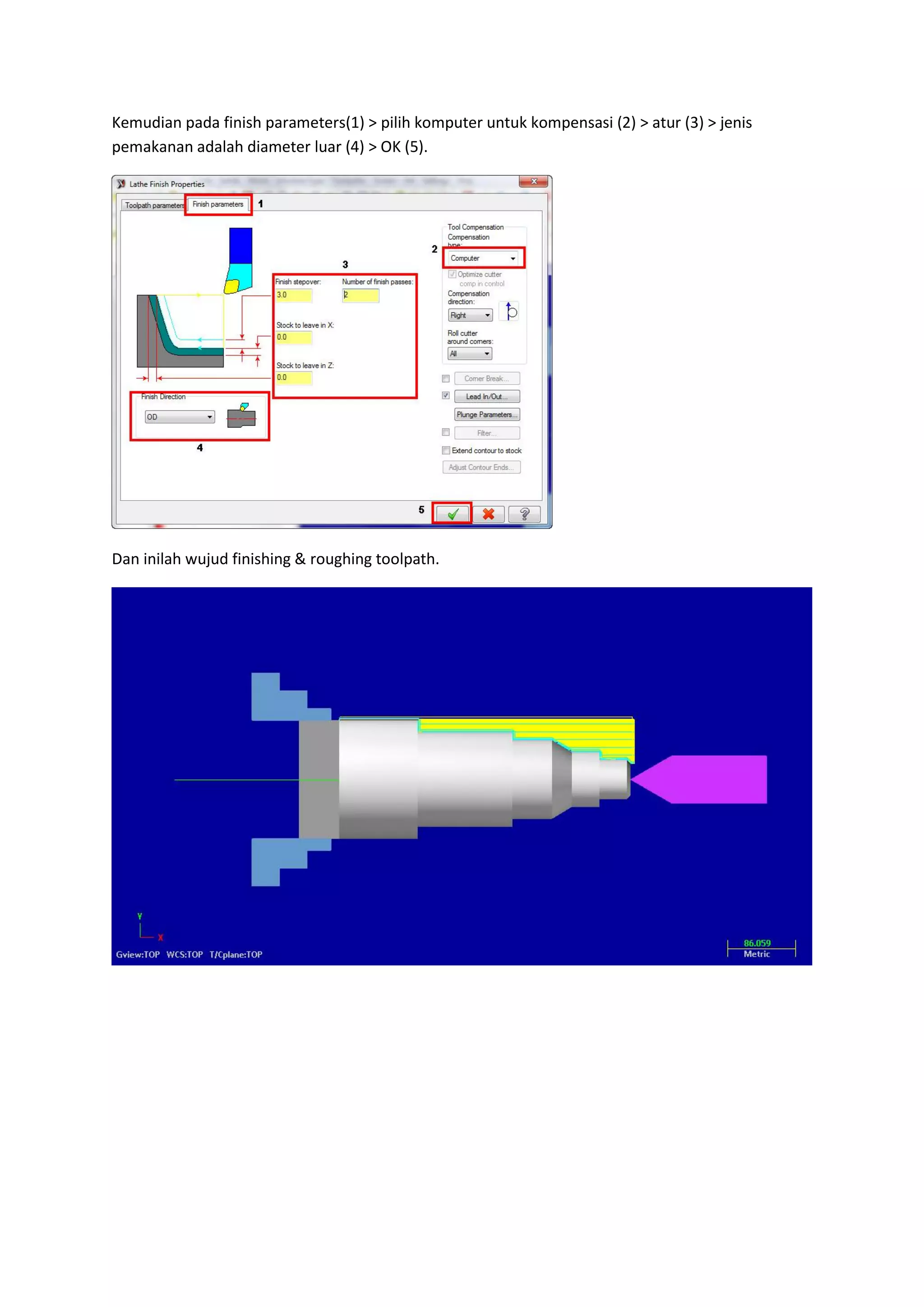
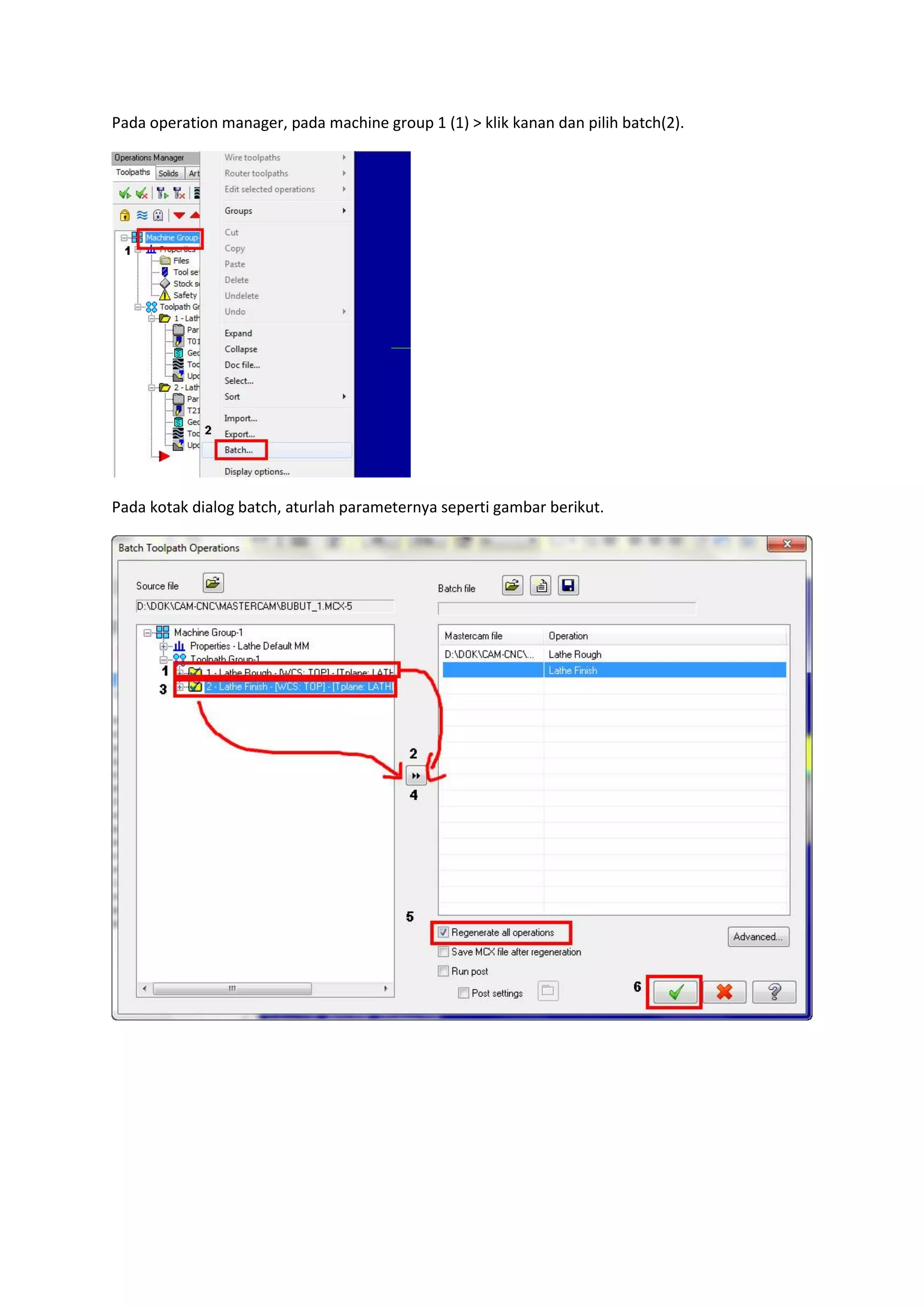
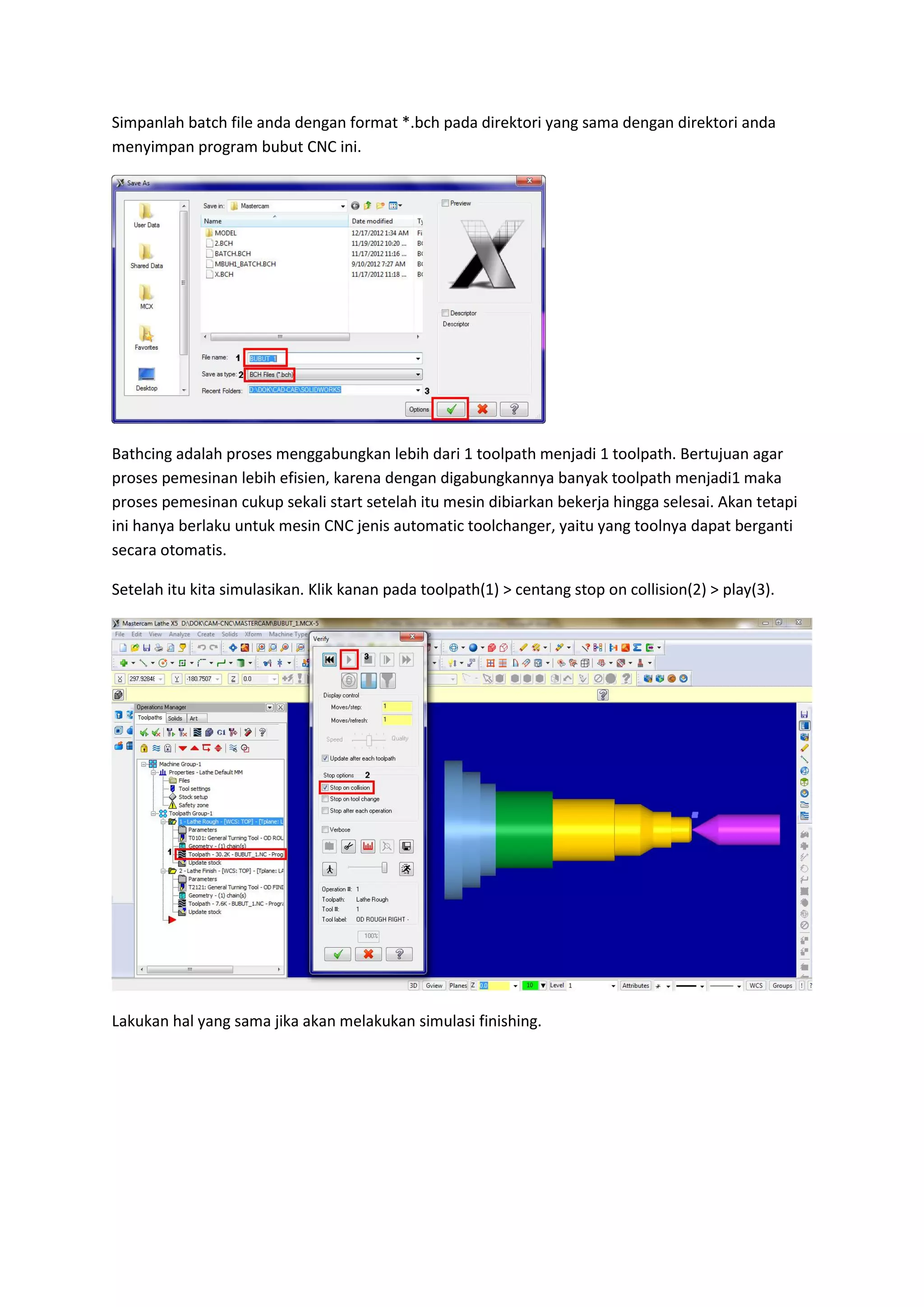
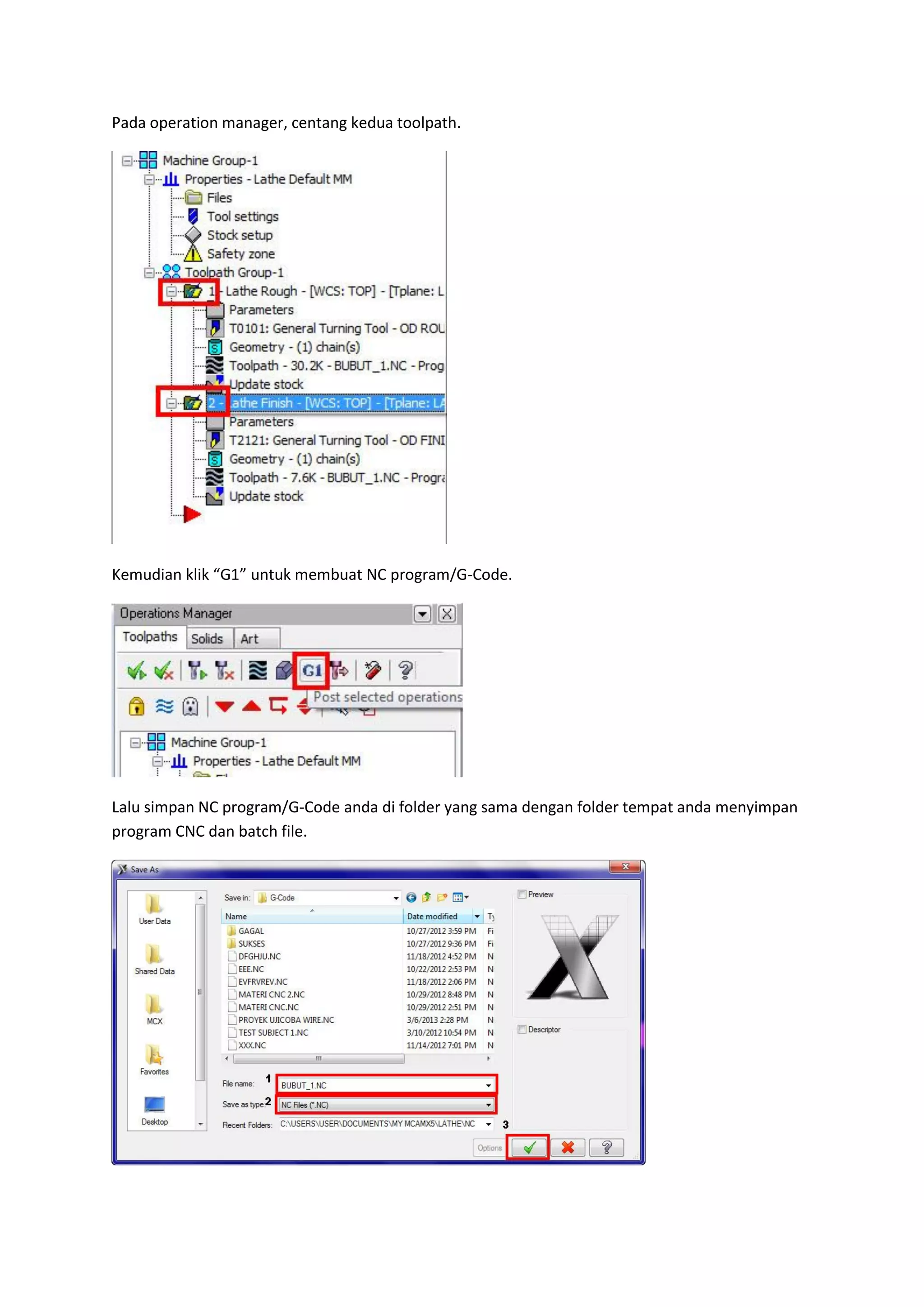
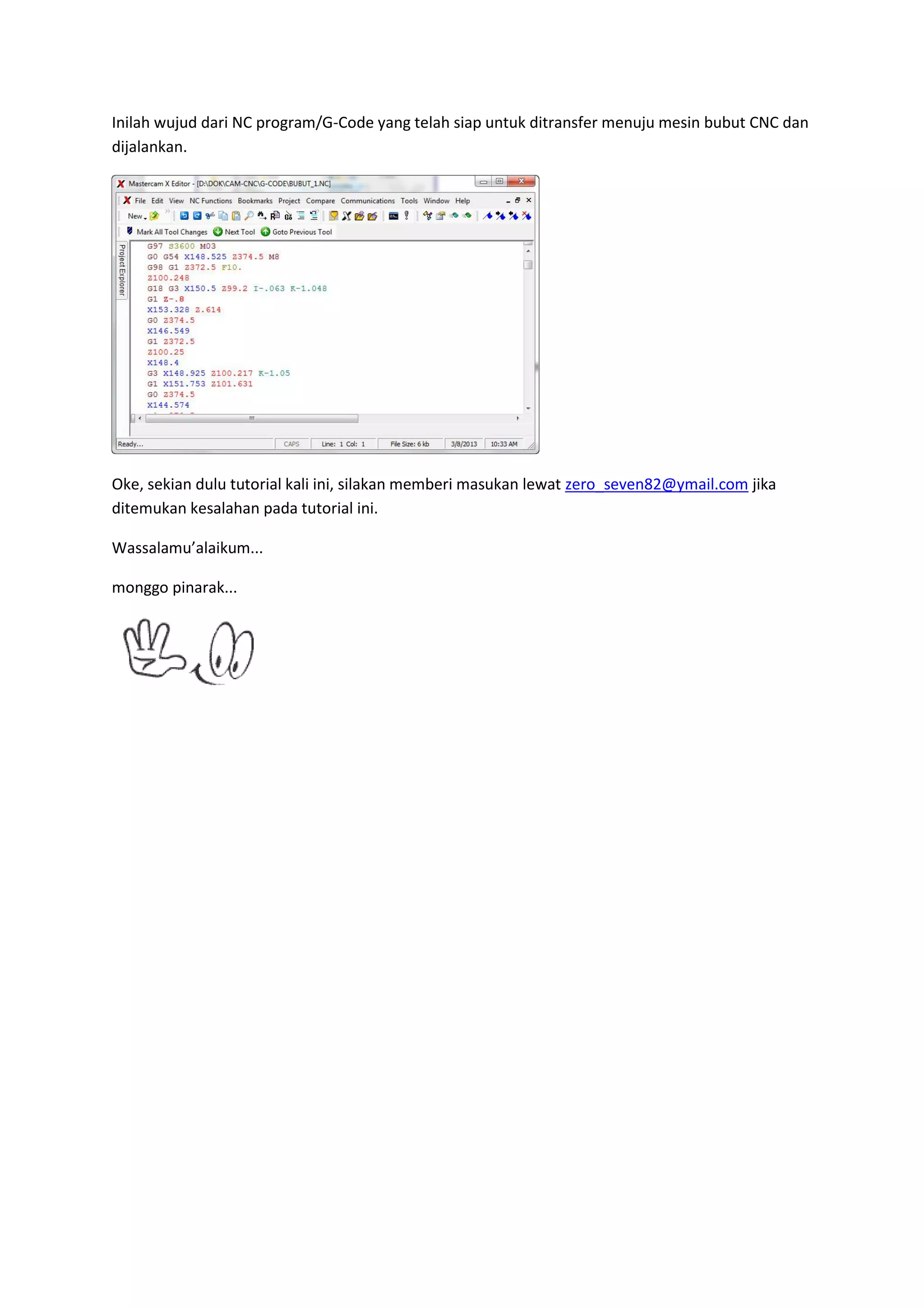

Tutoria merangkum proses pembuatan silinder bertingkat menggunakan bubut CNC dengan Mastercam X, meliputi pembuatan model 3D, pengaturan mesin dan alat, pembuatan toolpath roughing dan finishing, batching toolpath, simulasi, dan generasi kode NC.













































































