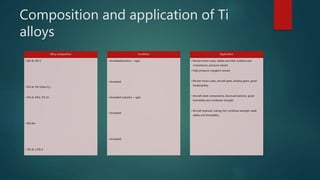
This document discusses the thermo-mechanical processing of titanium alloys. It begins with an abstract describing titanium alloy properties and applications in aerospace and medical fields. It then covers titanium crystal structures, properties, advantages, classifications including commercially pure, alpha, near-alpha, alpha-beta and beta alloys. Heat treatments including annealing, quenching and aging are described for different alloy types. Microstructures, properties and applications of various alloys are also summarized.