Downloaded 256 times


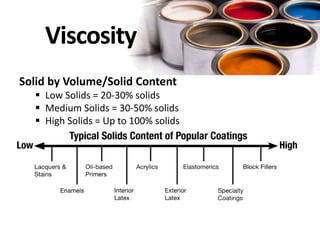














This document discusses airless spraying techniques for applying coatings. It describes the basic components of coating materials, including binders, pigments, solvents, and additives. It also covers viscosity and solid content levels. The document examines various coating application methods like brushes, rollers, and different types of sprayers. It provides details on airless spraying, including plural component airless sprayers. It offers tips on choosing the right equipment based on materials to be sprayed, job size, power sources, surfaces, and budget. The document concludes with techniques for adjusting airless spray pressure and proper gun aiming, triggering, and stroke methods.
















































































