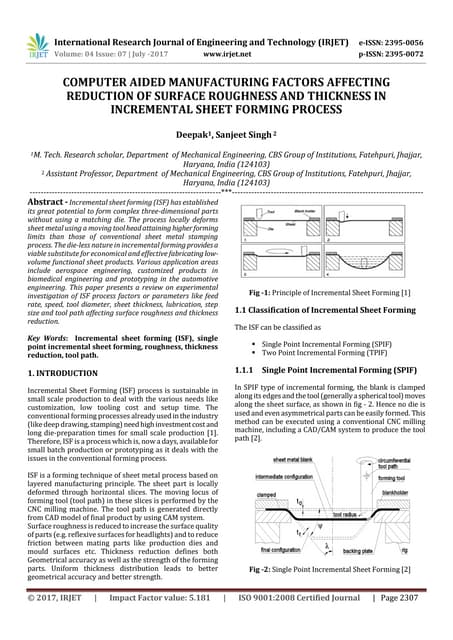
This document discusses formability effects of process parameters on forming forces in single point incremental forming. It provides an abstract that the study aims to optimize forming parameters like step depth, tool feed and spindle speed using single point incremental forming. The document then reviews conventional sheet metal forming processes and incremental sheet metal forming. It discusses types of incremental forming and applications of single point incremental forming before listing references.






































































![Attack surfaces and attack tress[inform]](https://cdn.slidesharecdn.com/ss_thumbnails/lecture03-260108015941-a4dee53b-thumbnail.jpg?width=640&height=640&fit=bounds)