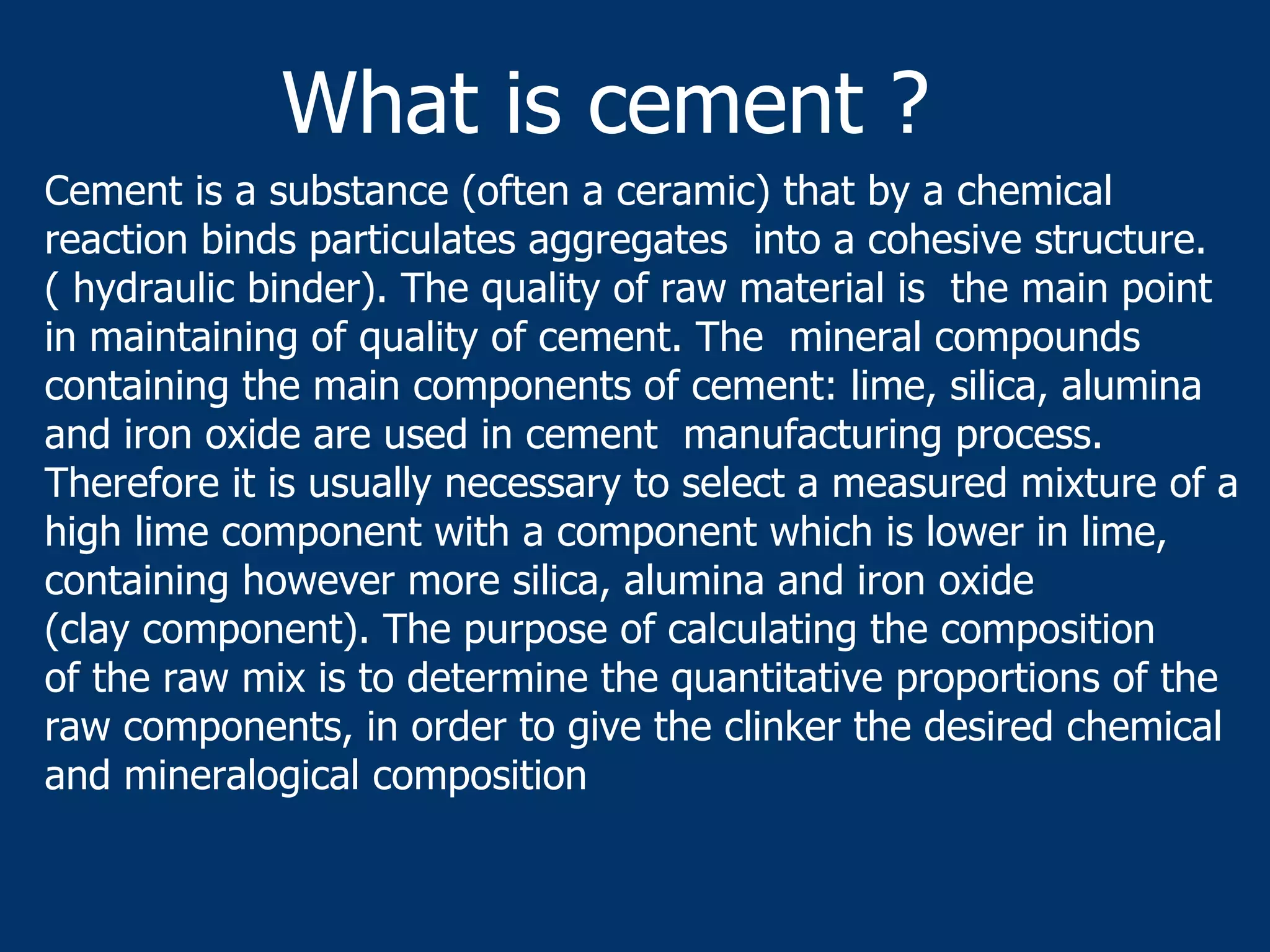
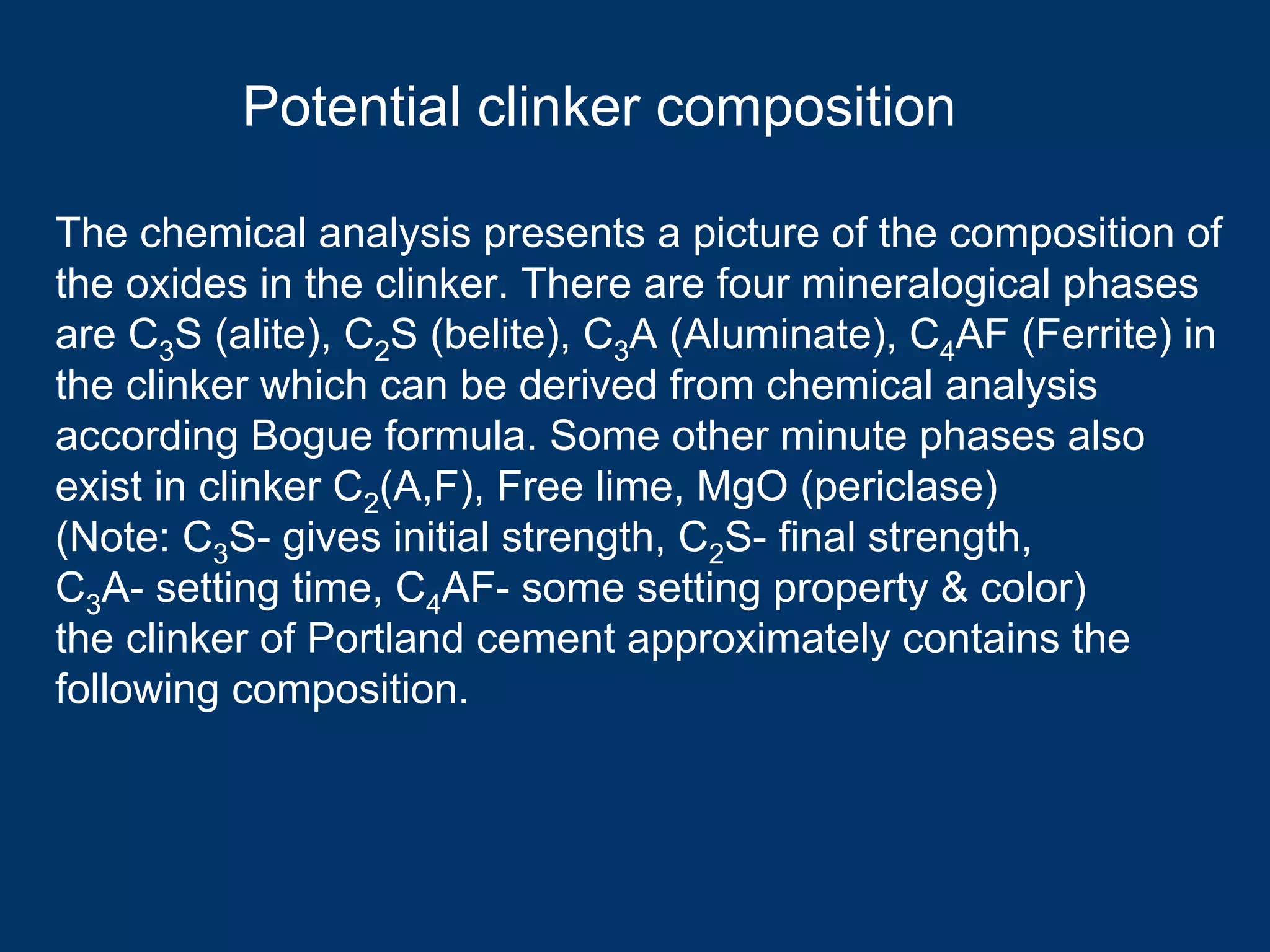
The document provides an overview of the cement production process and factors that influence quality. It discusses:
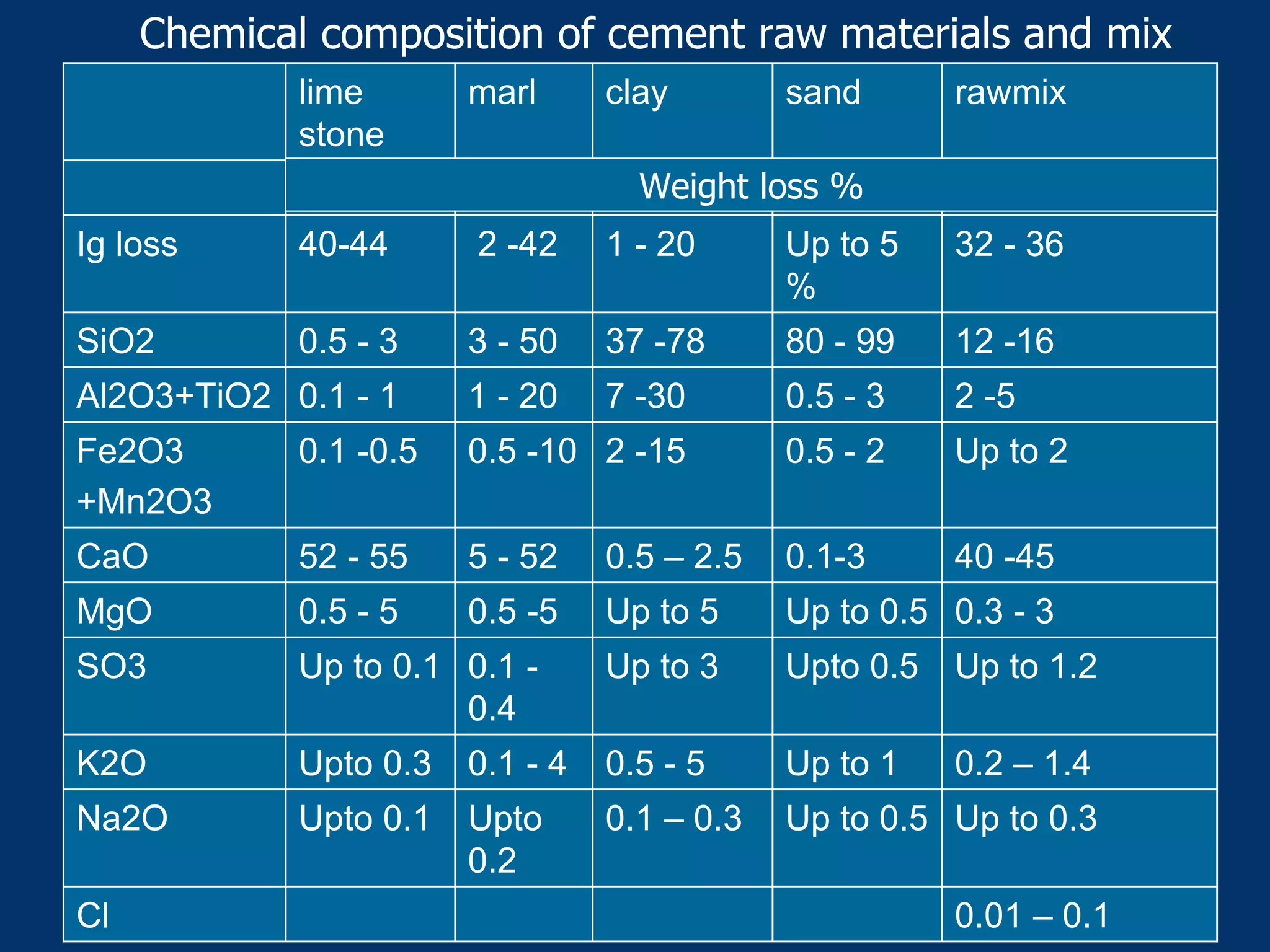
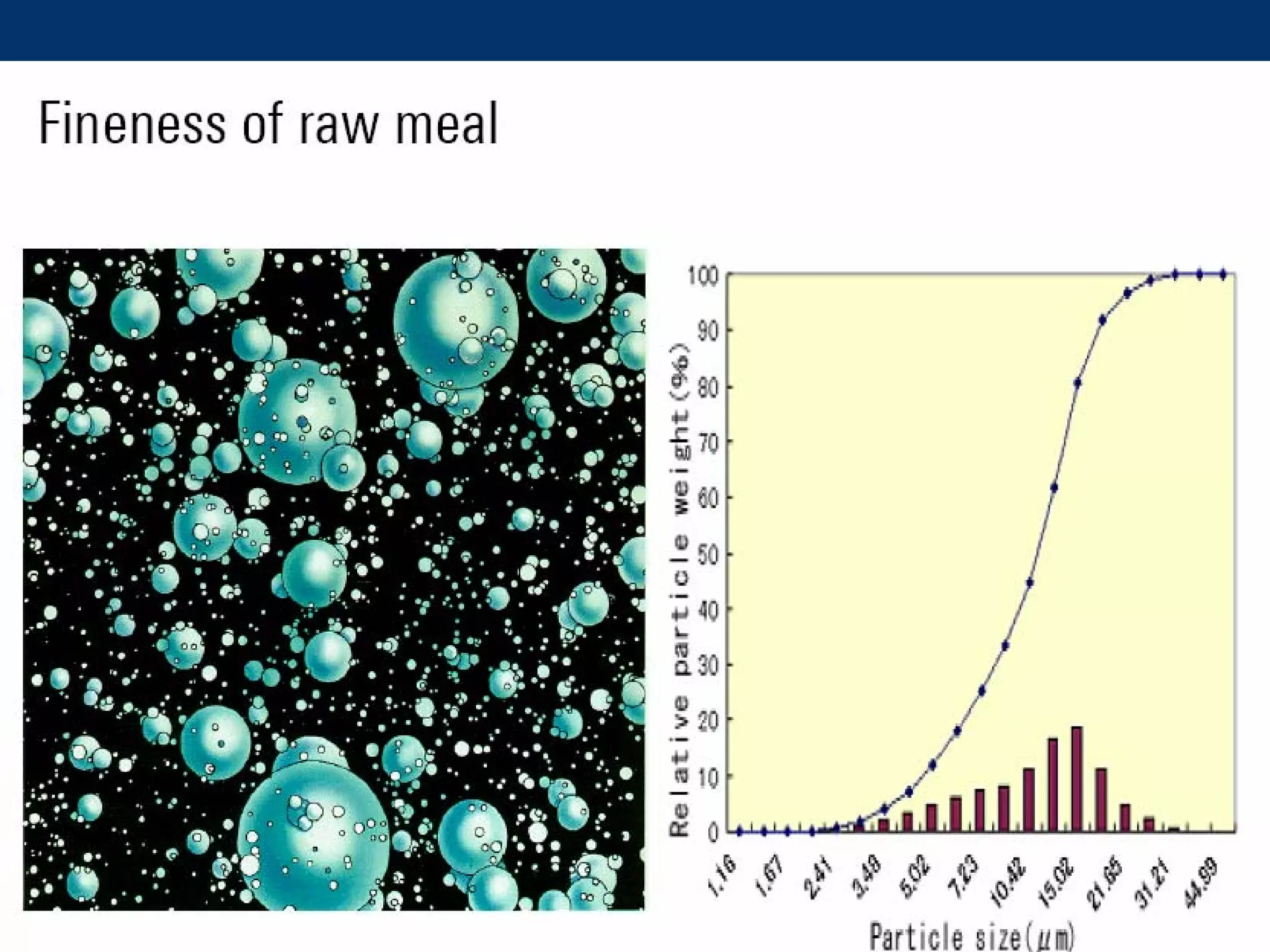
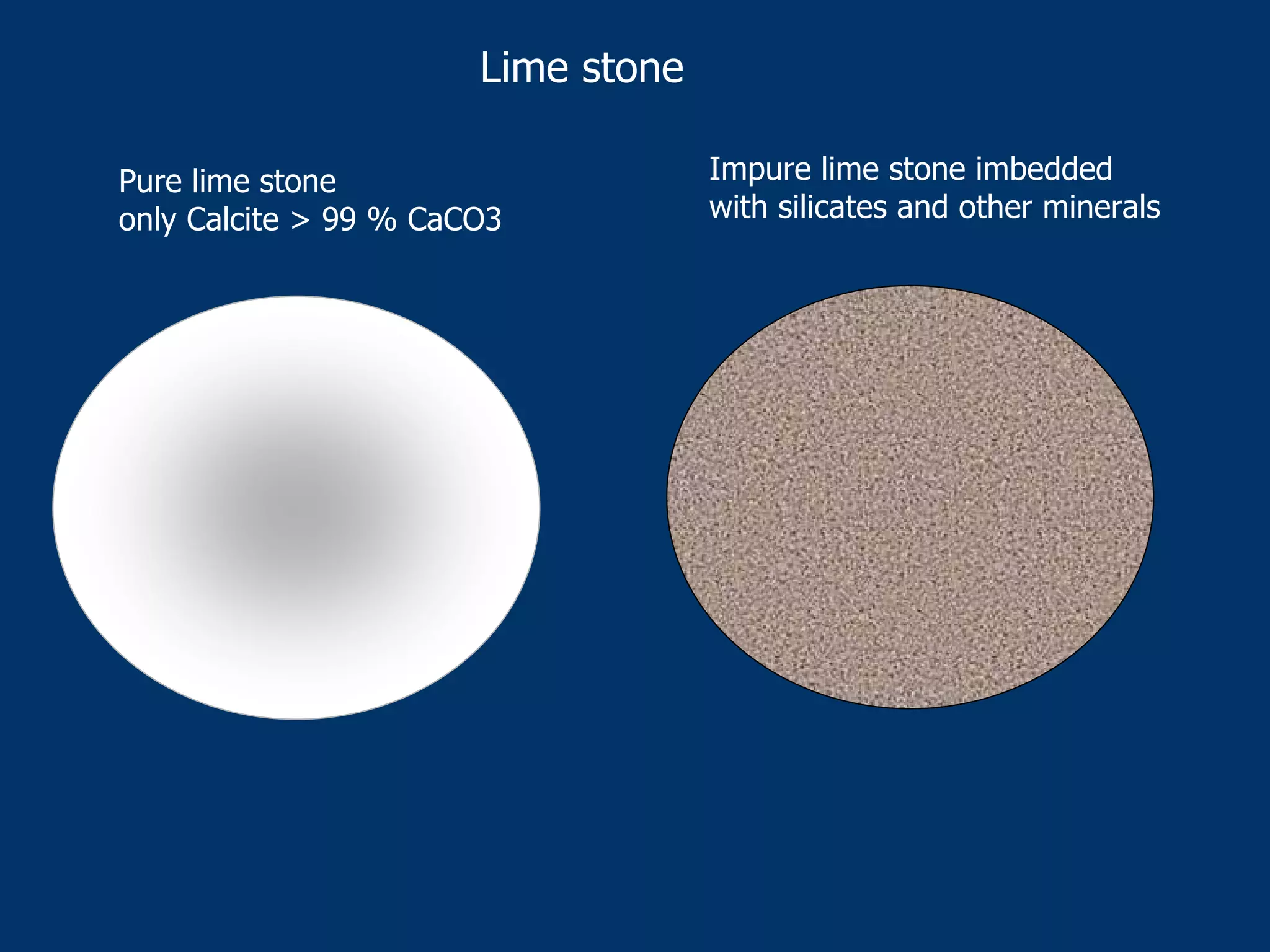
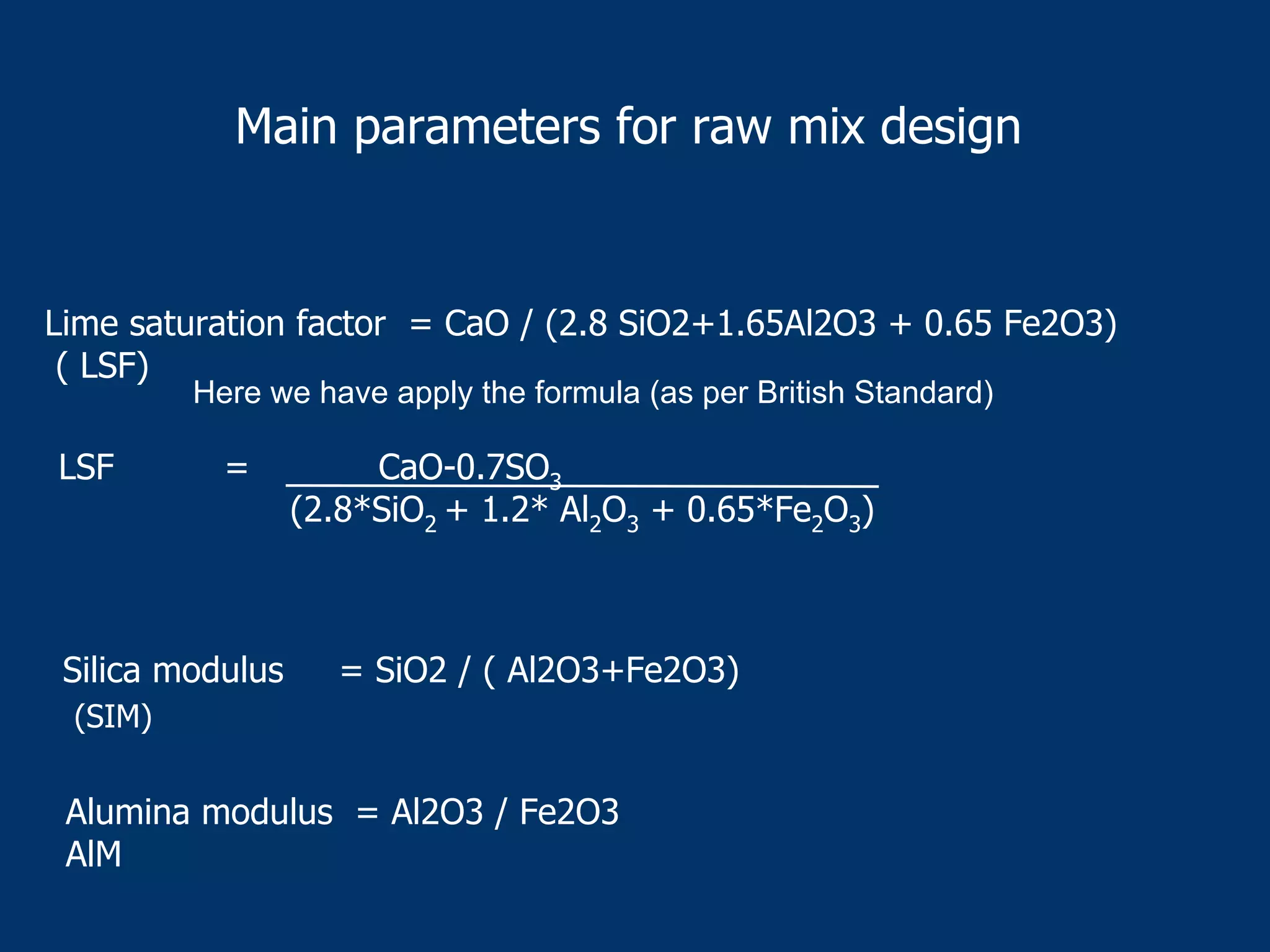
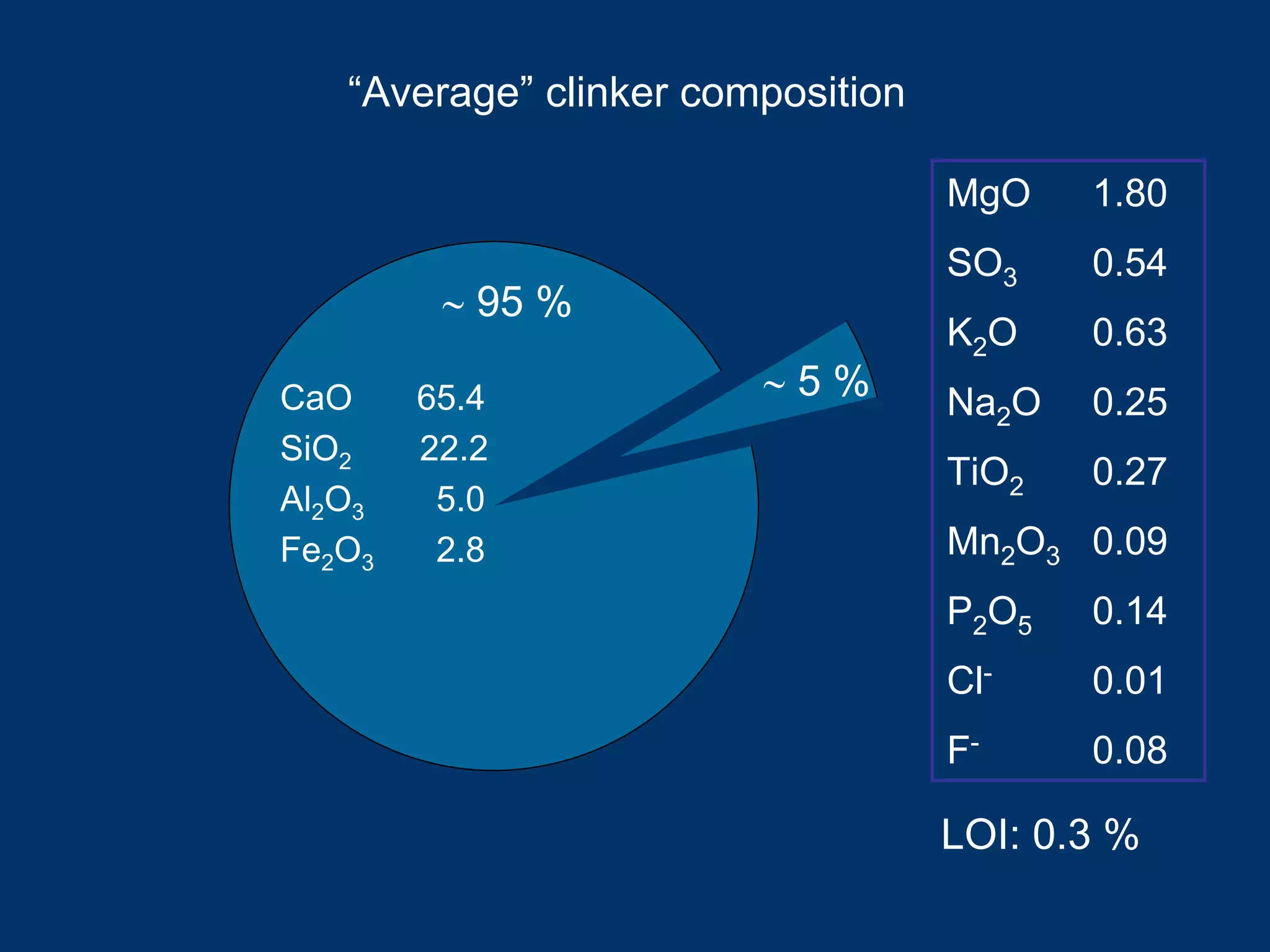
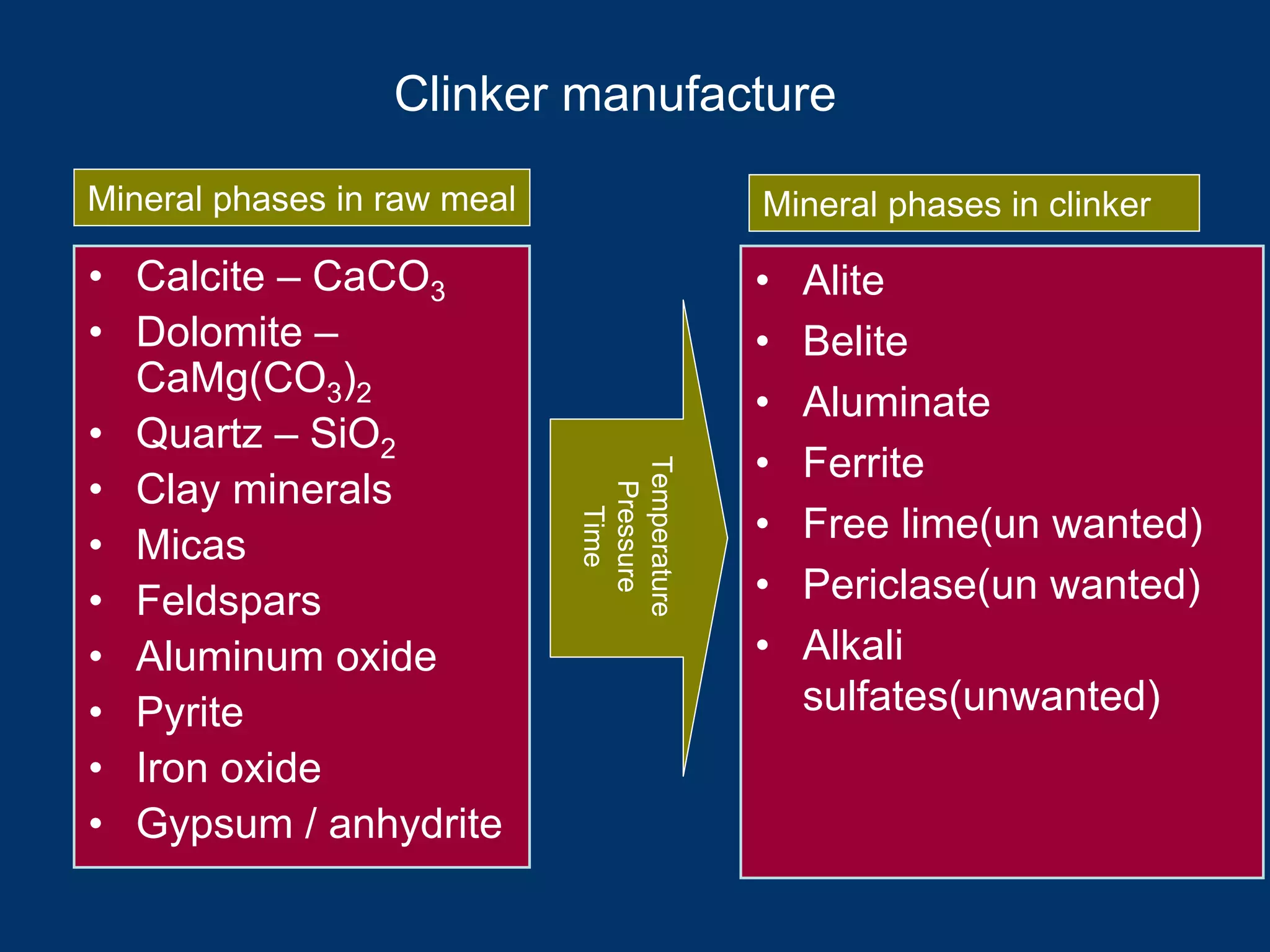
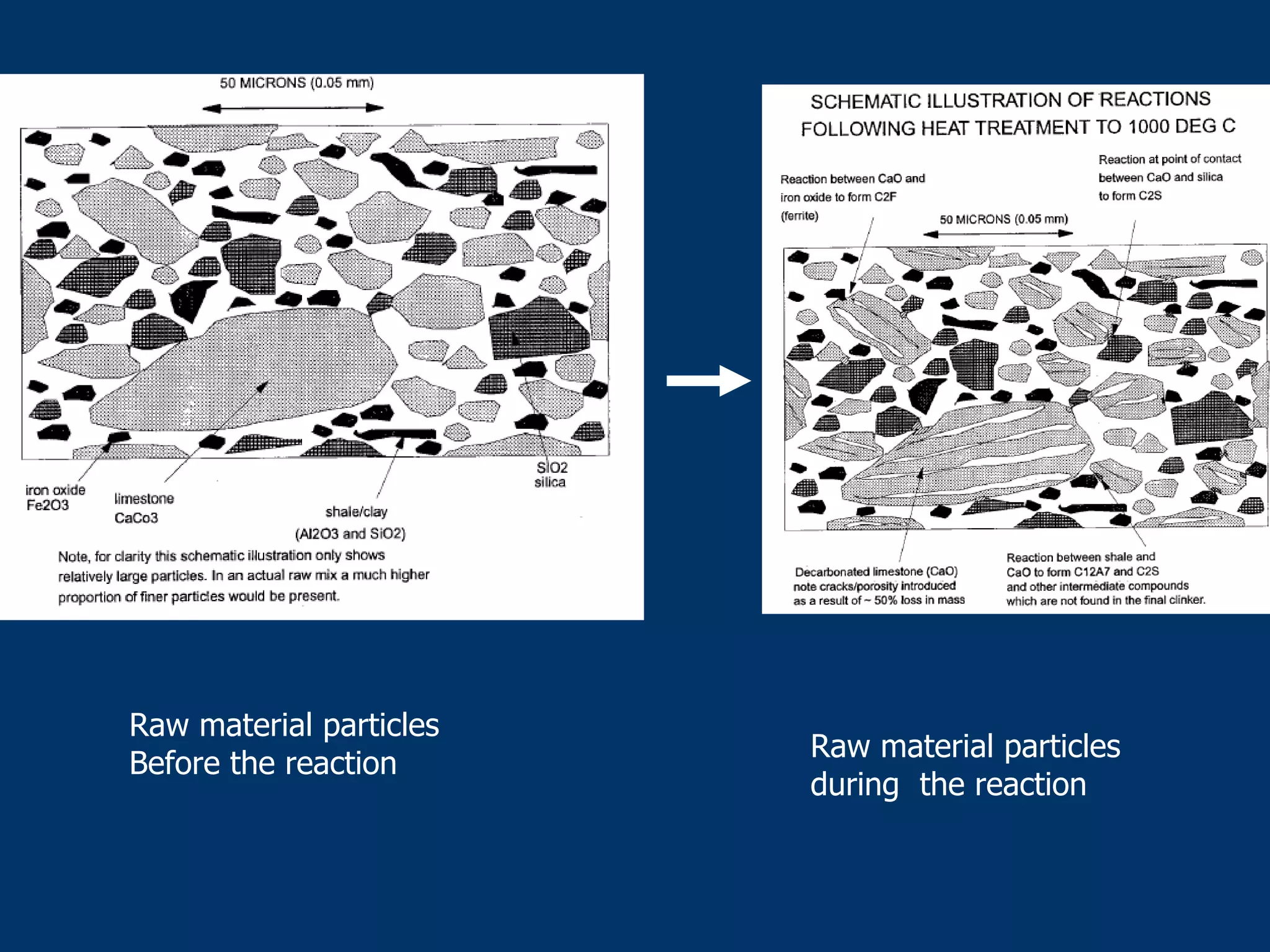
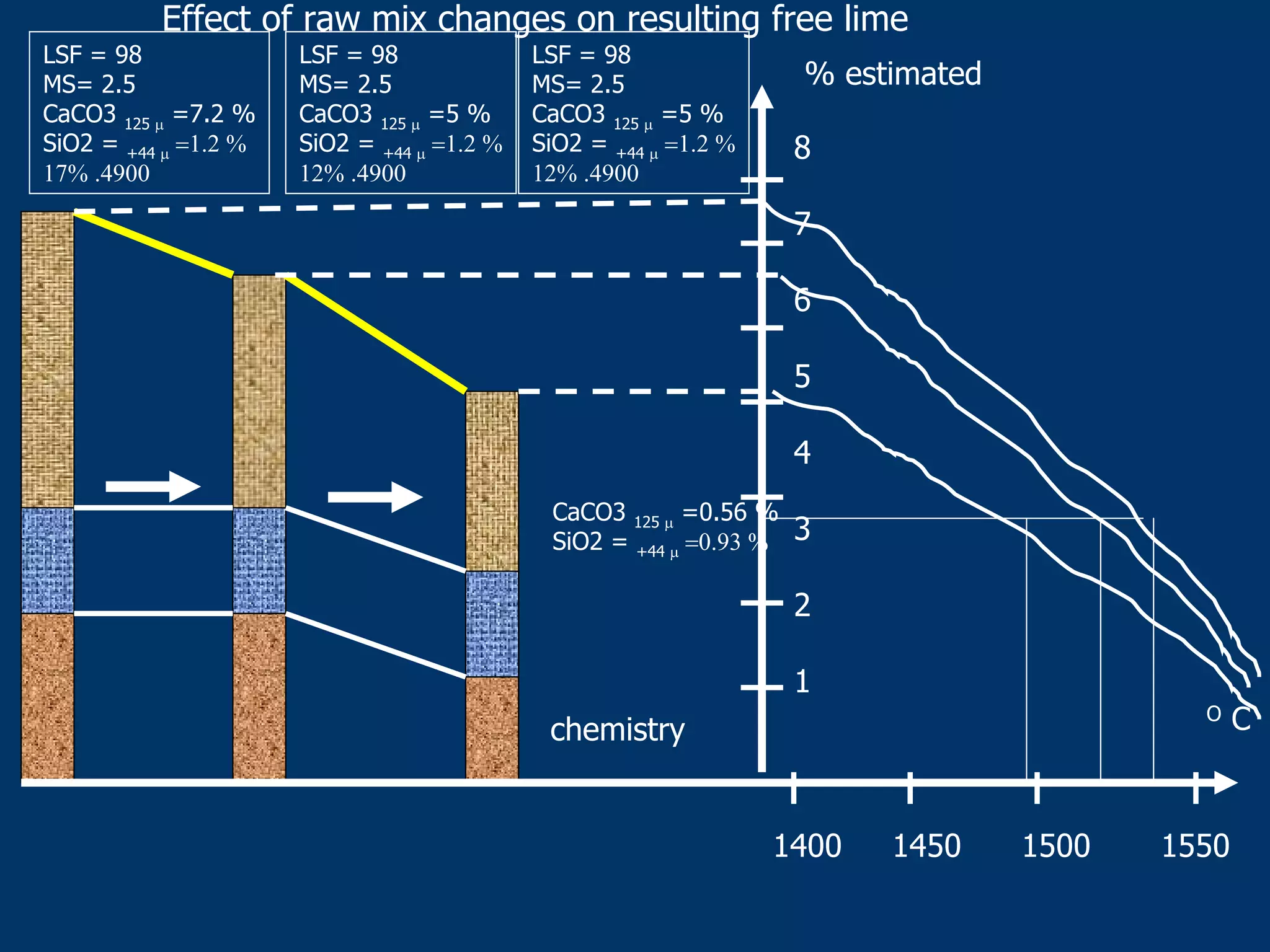
1. Raw materials used like limestone, clay, and their quality parameters which determine the raw mix design and chemical composition.
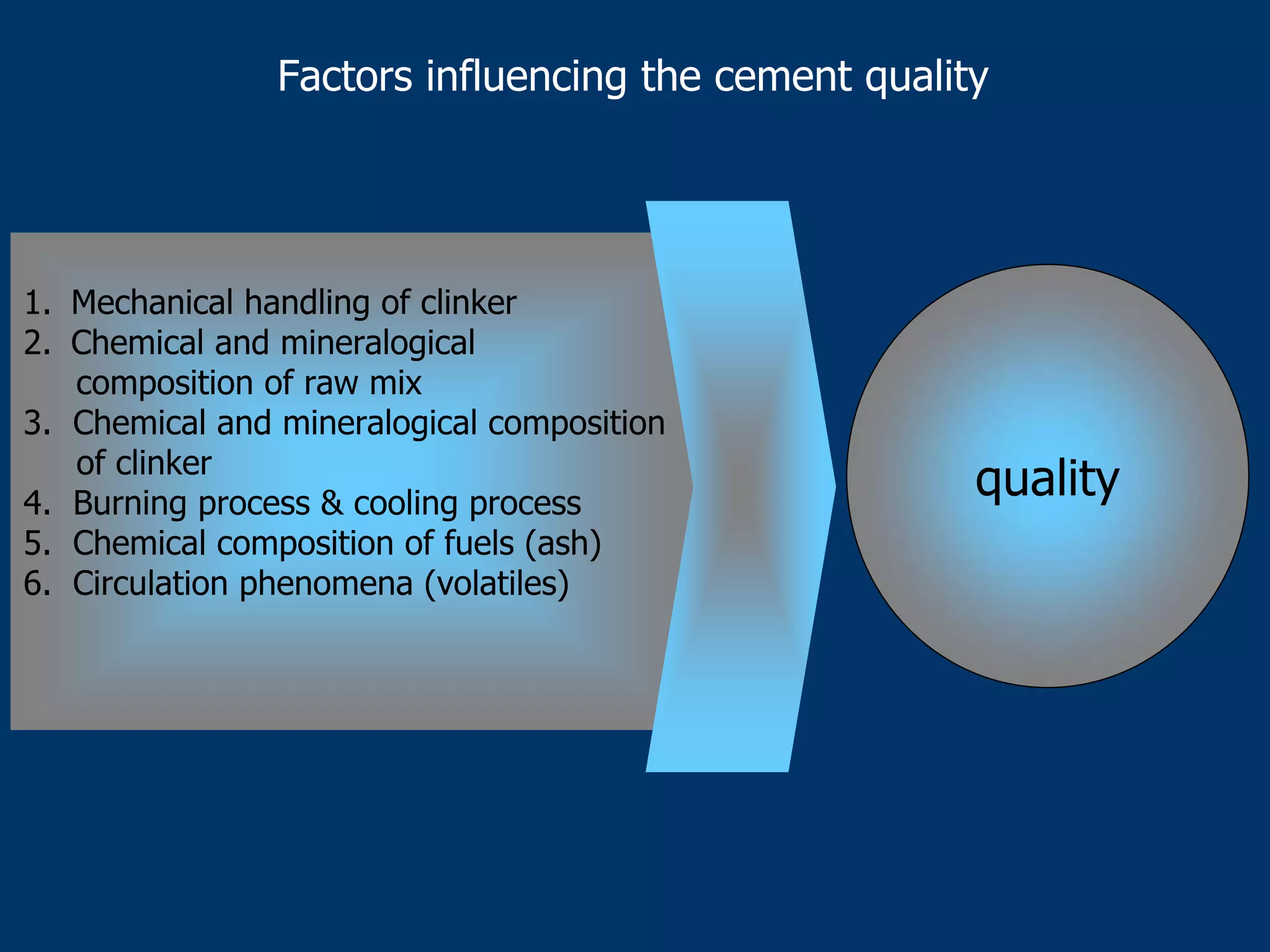
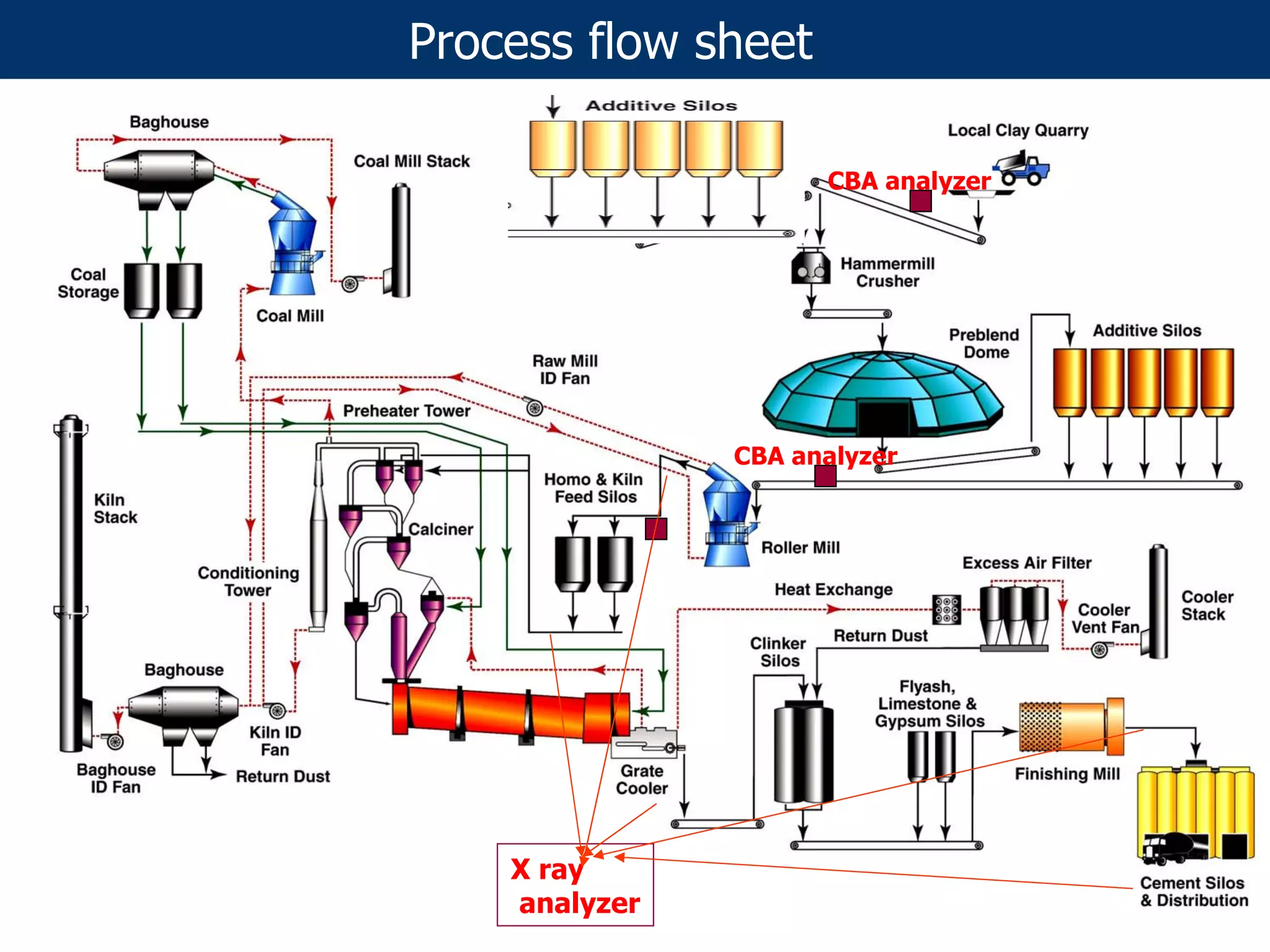
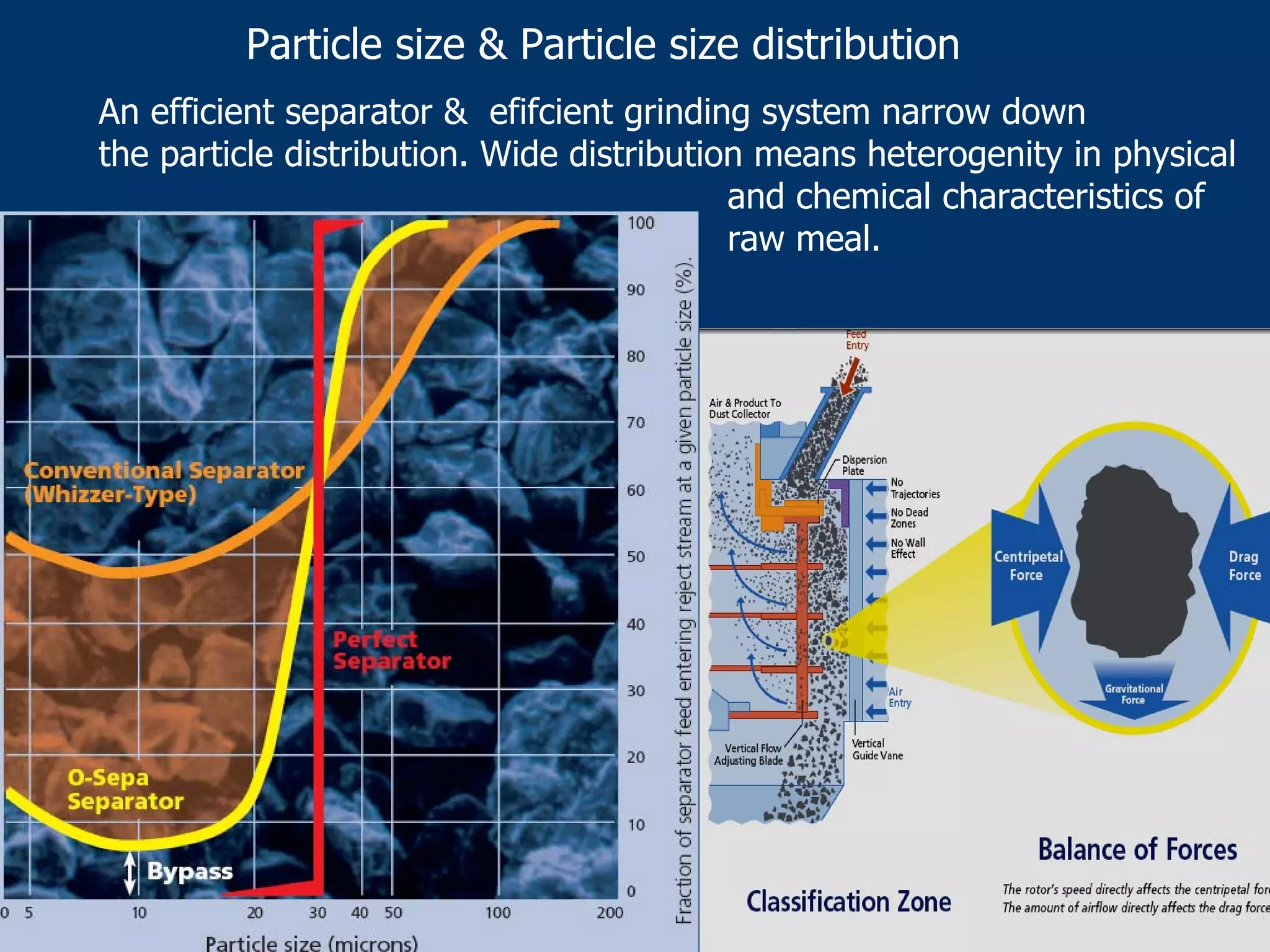
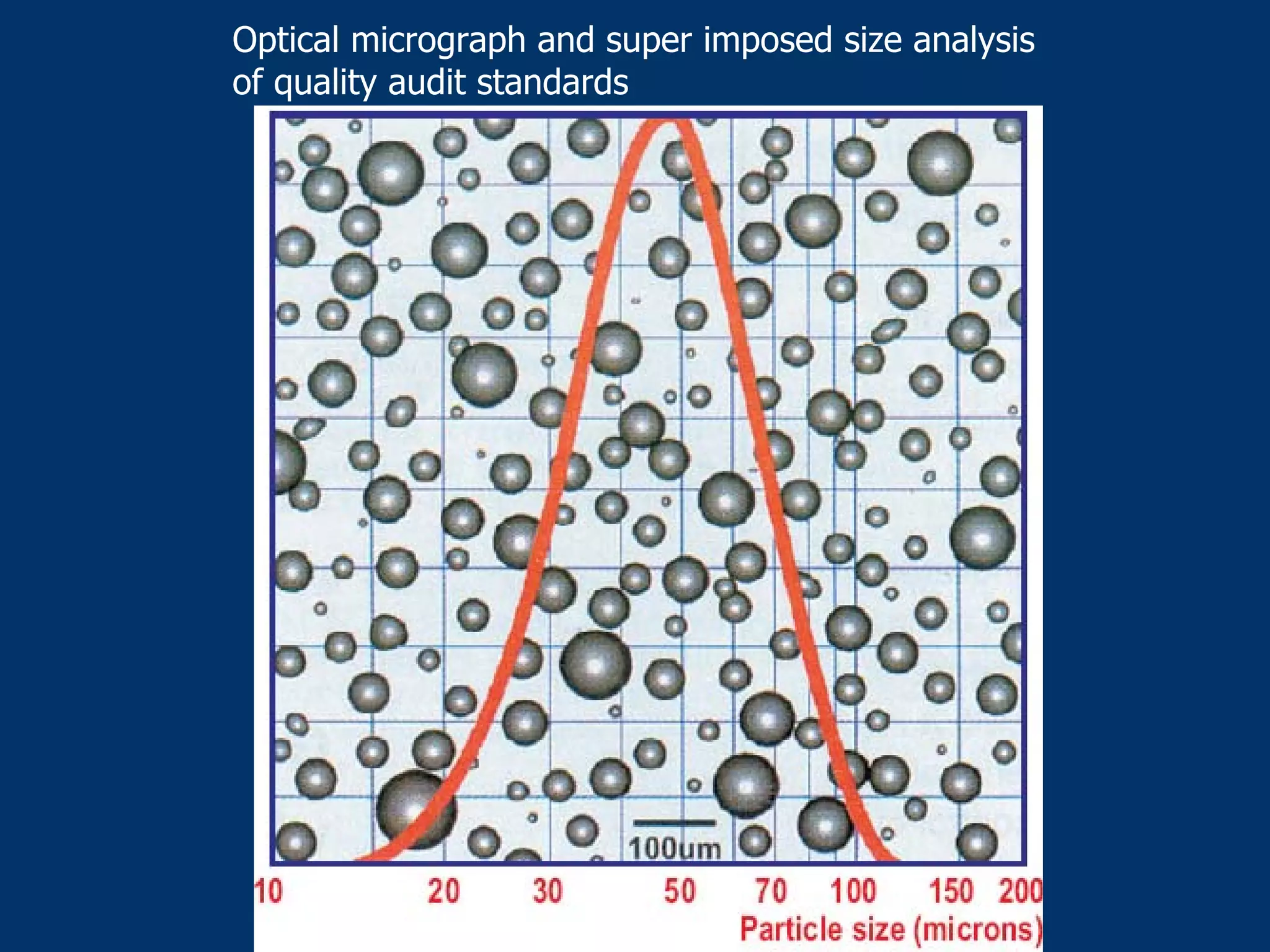
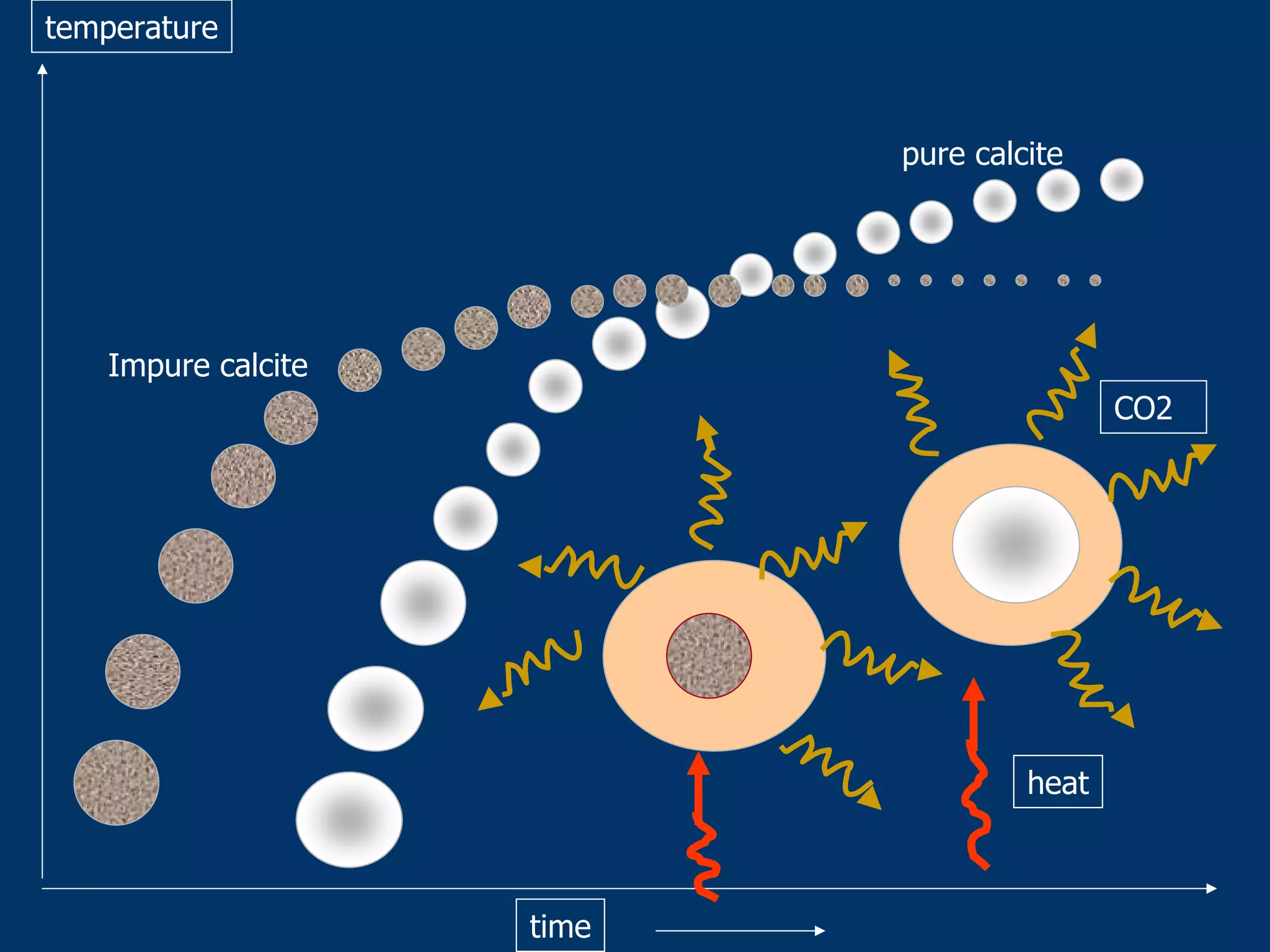
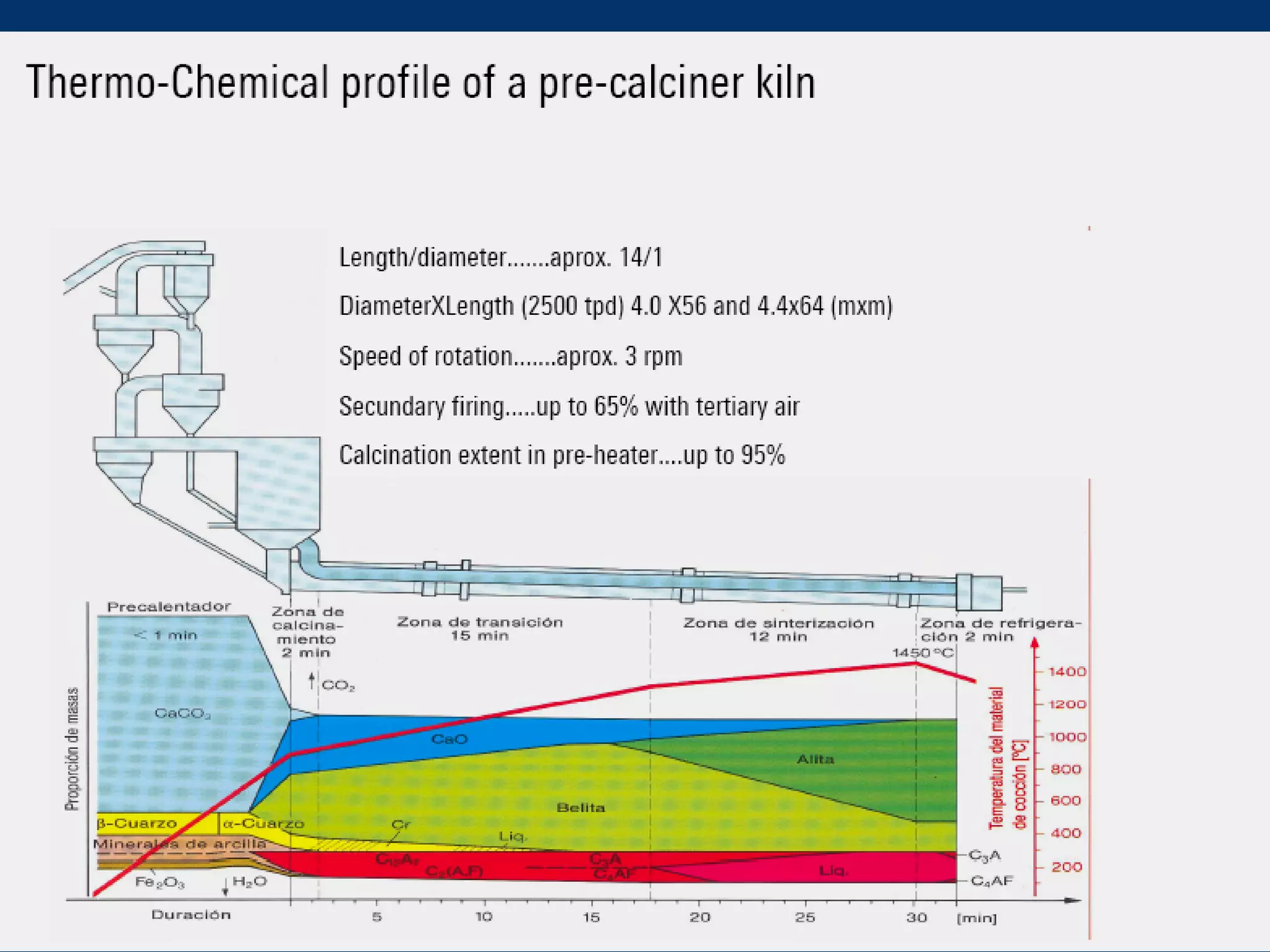
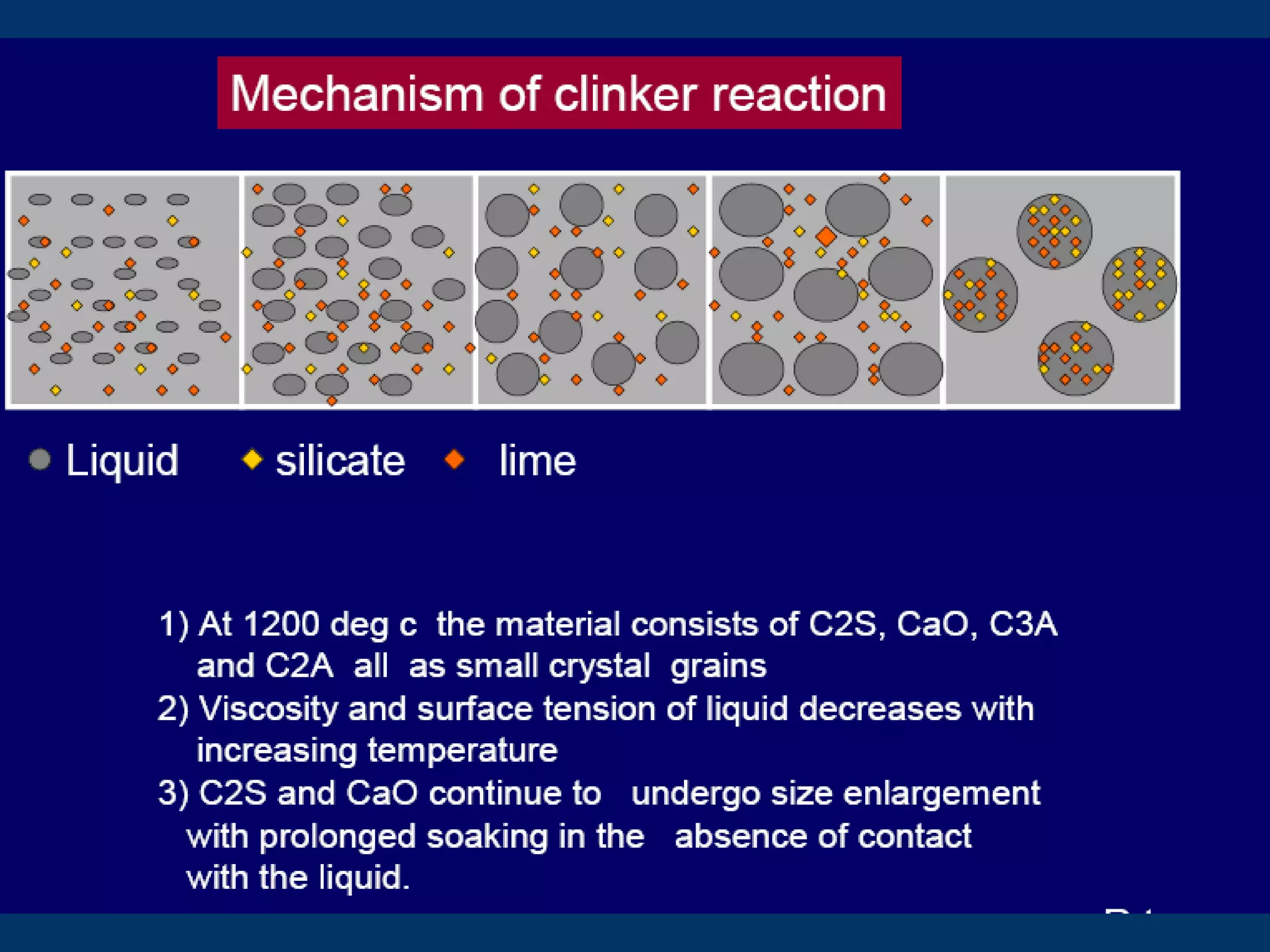
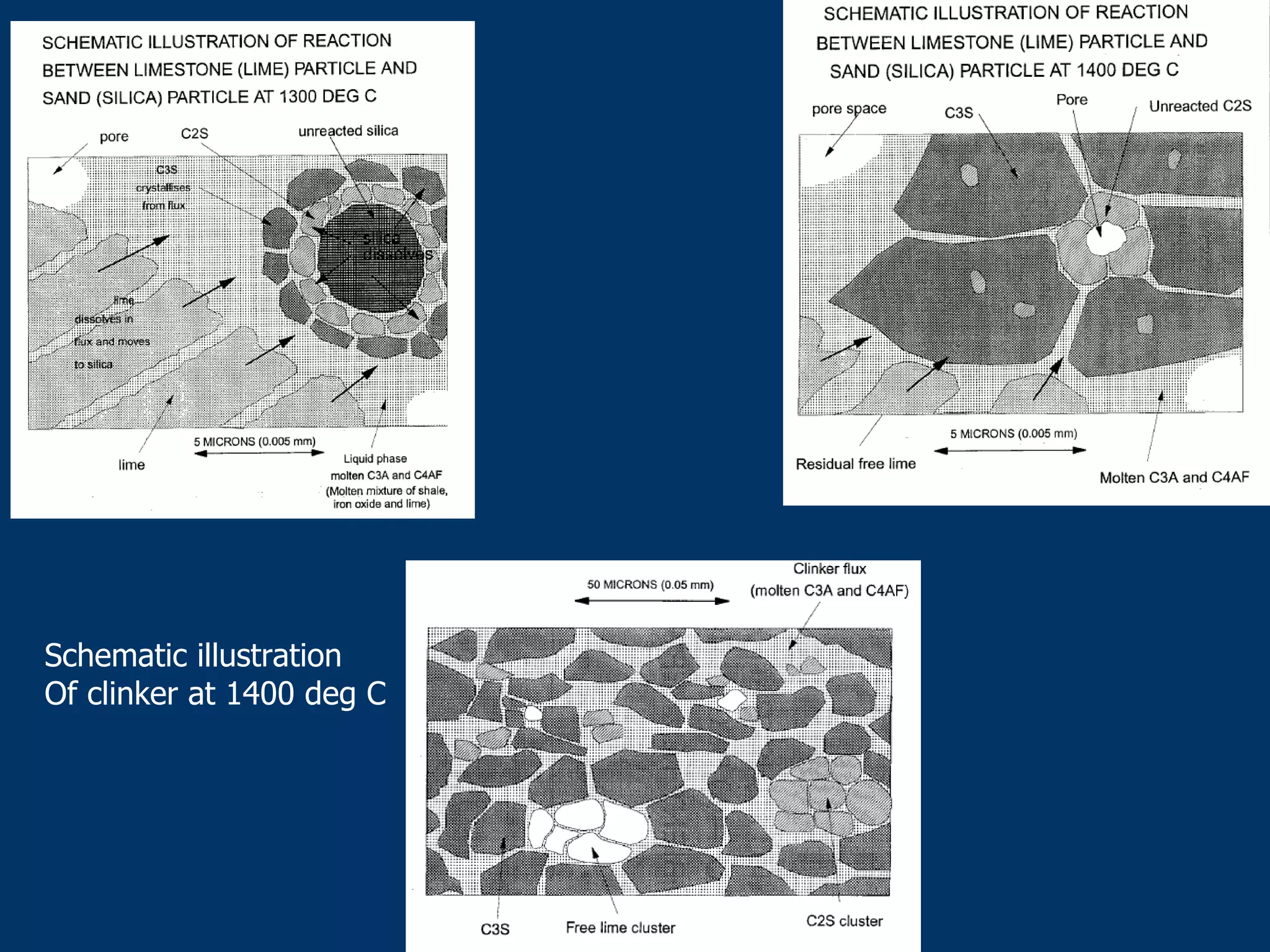
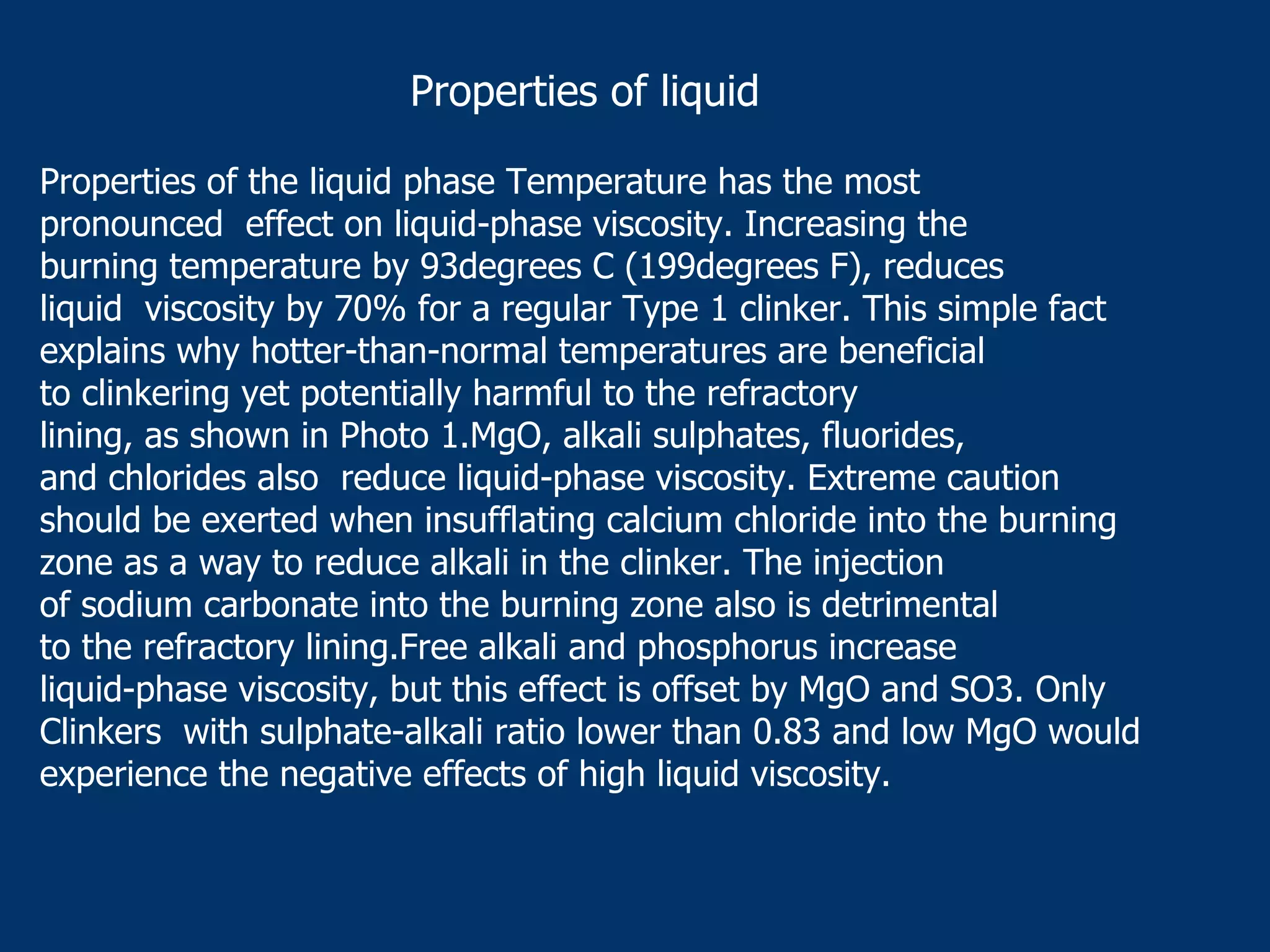
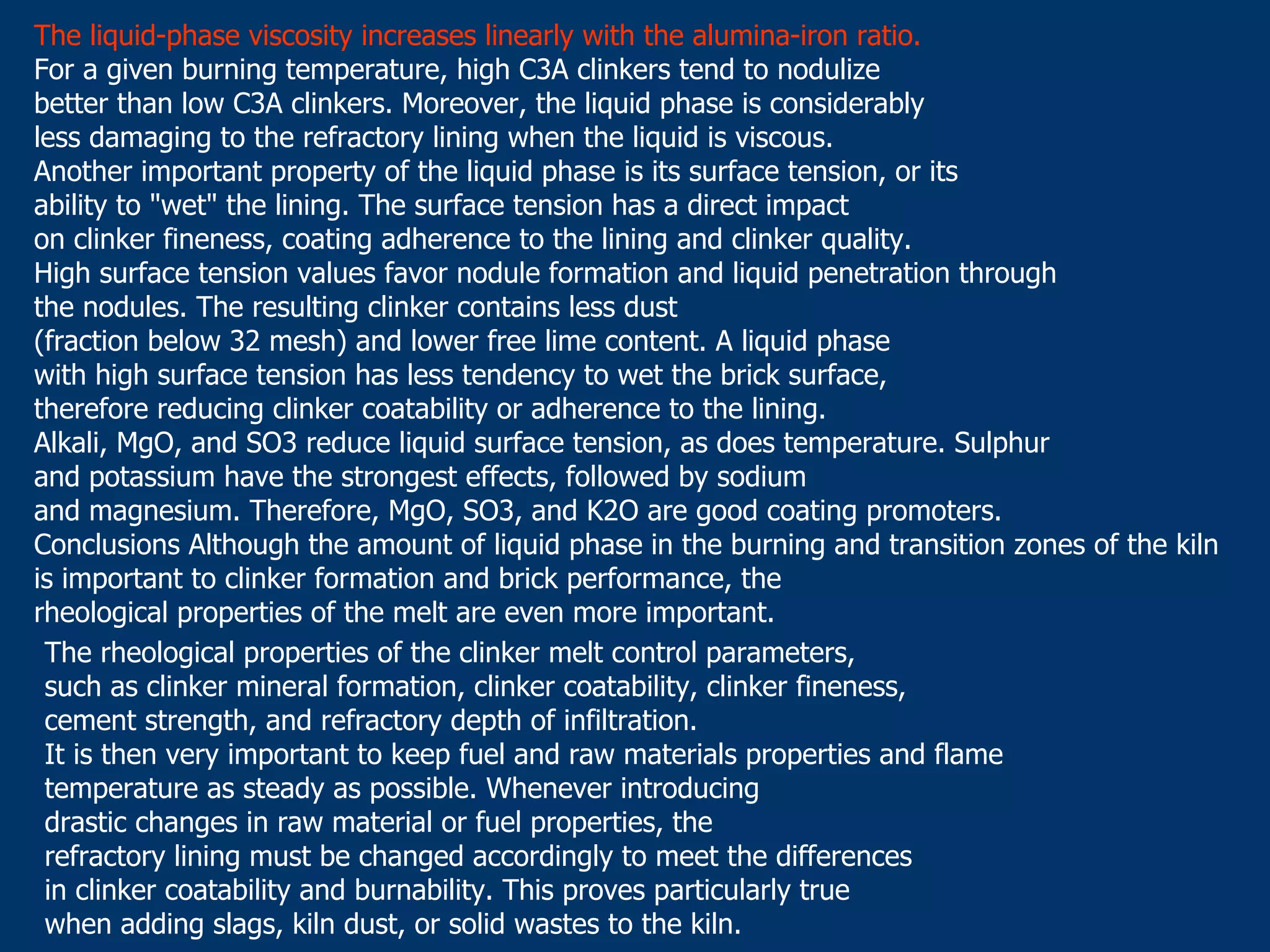
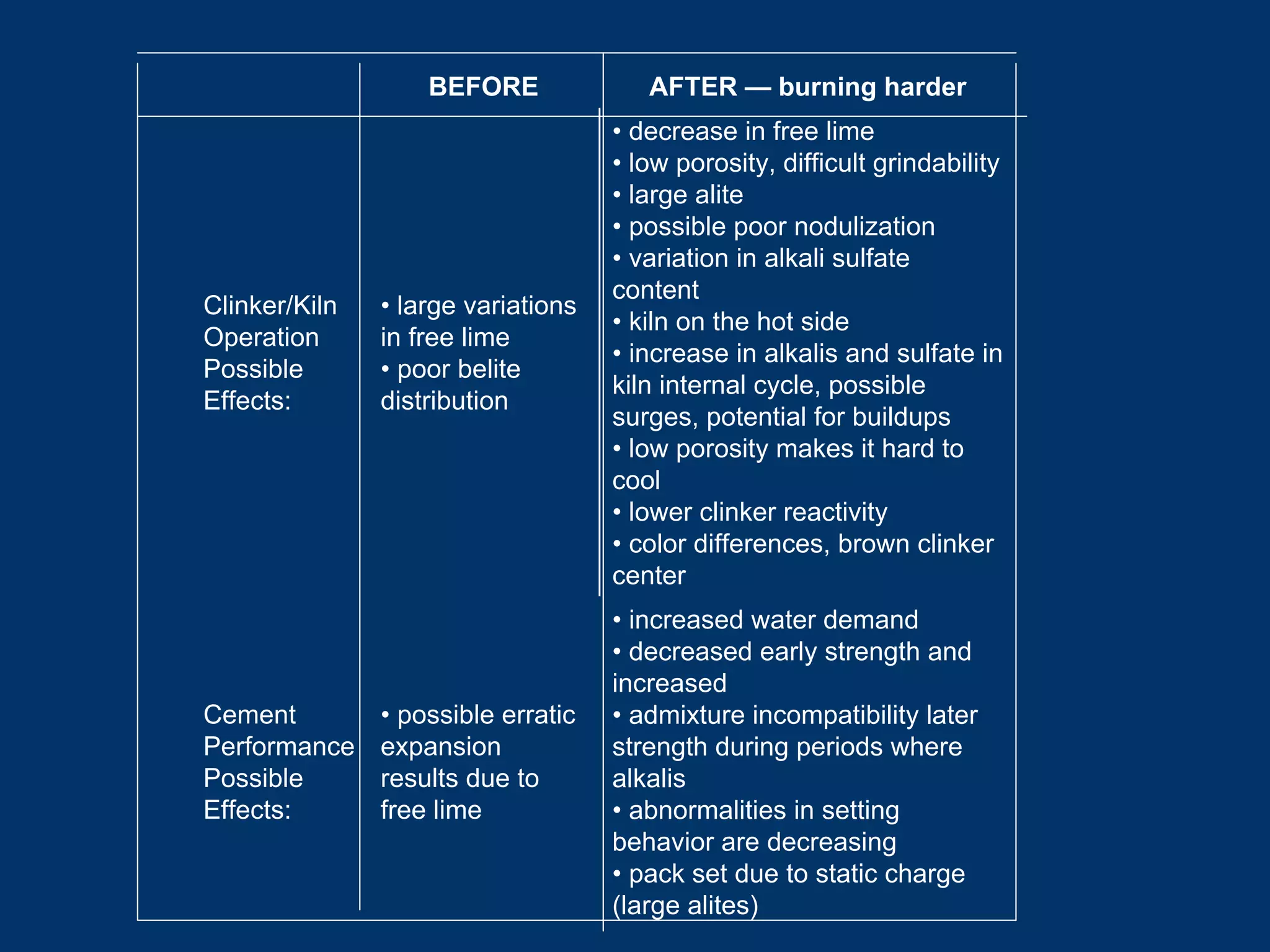
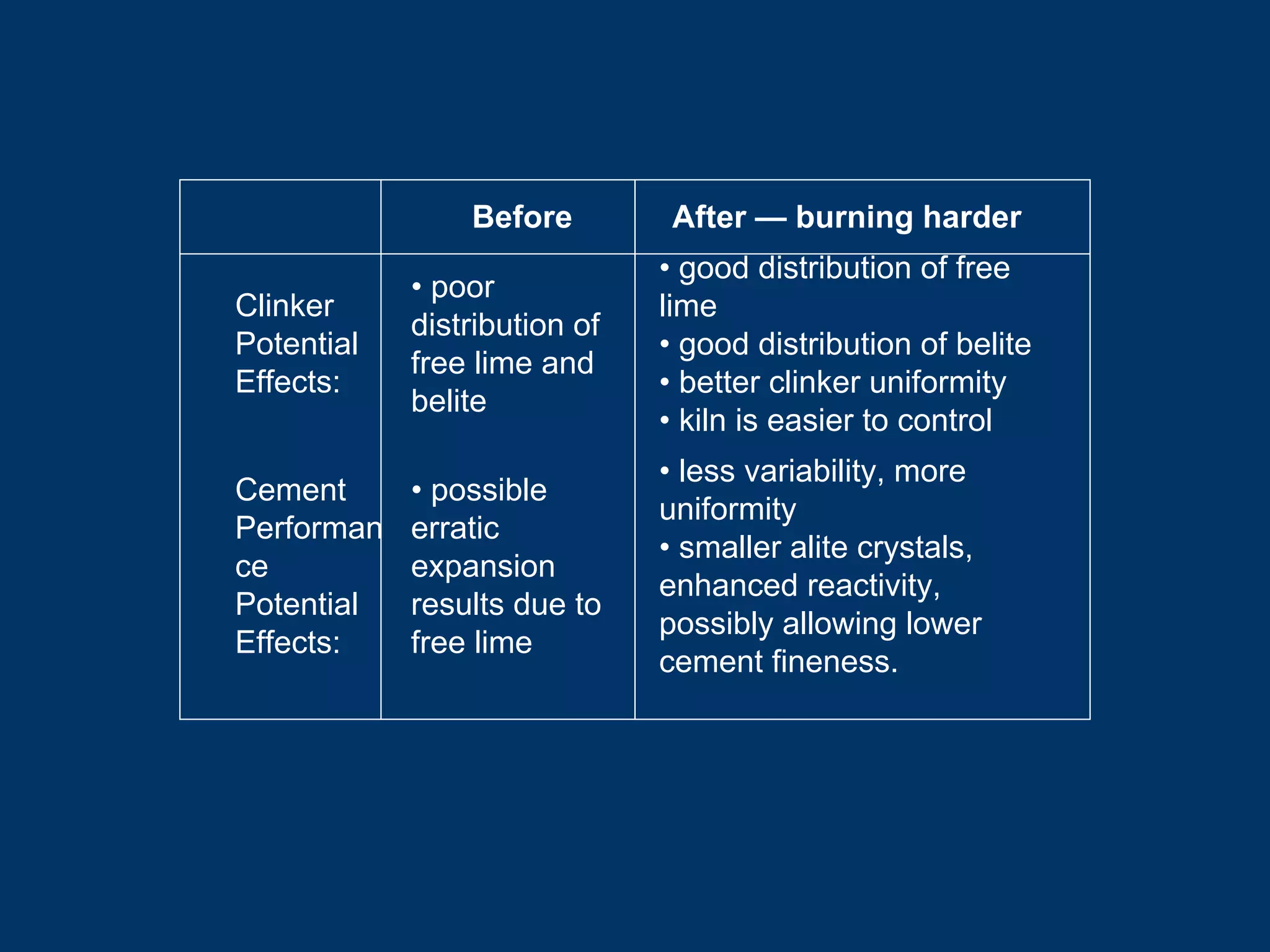
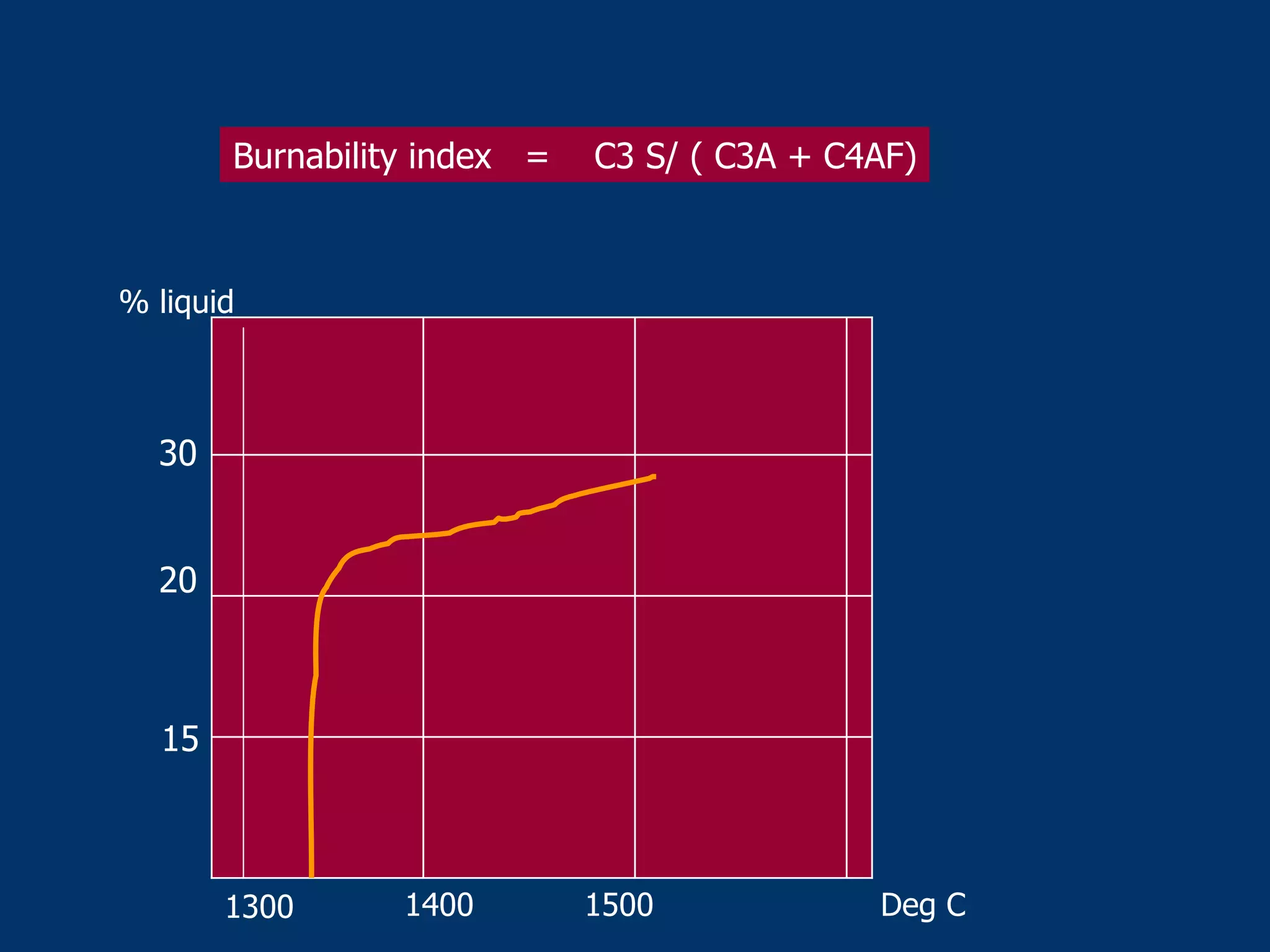
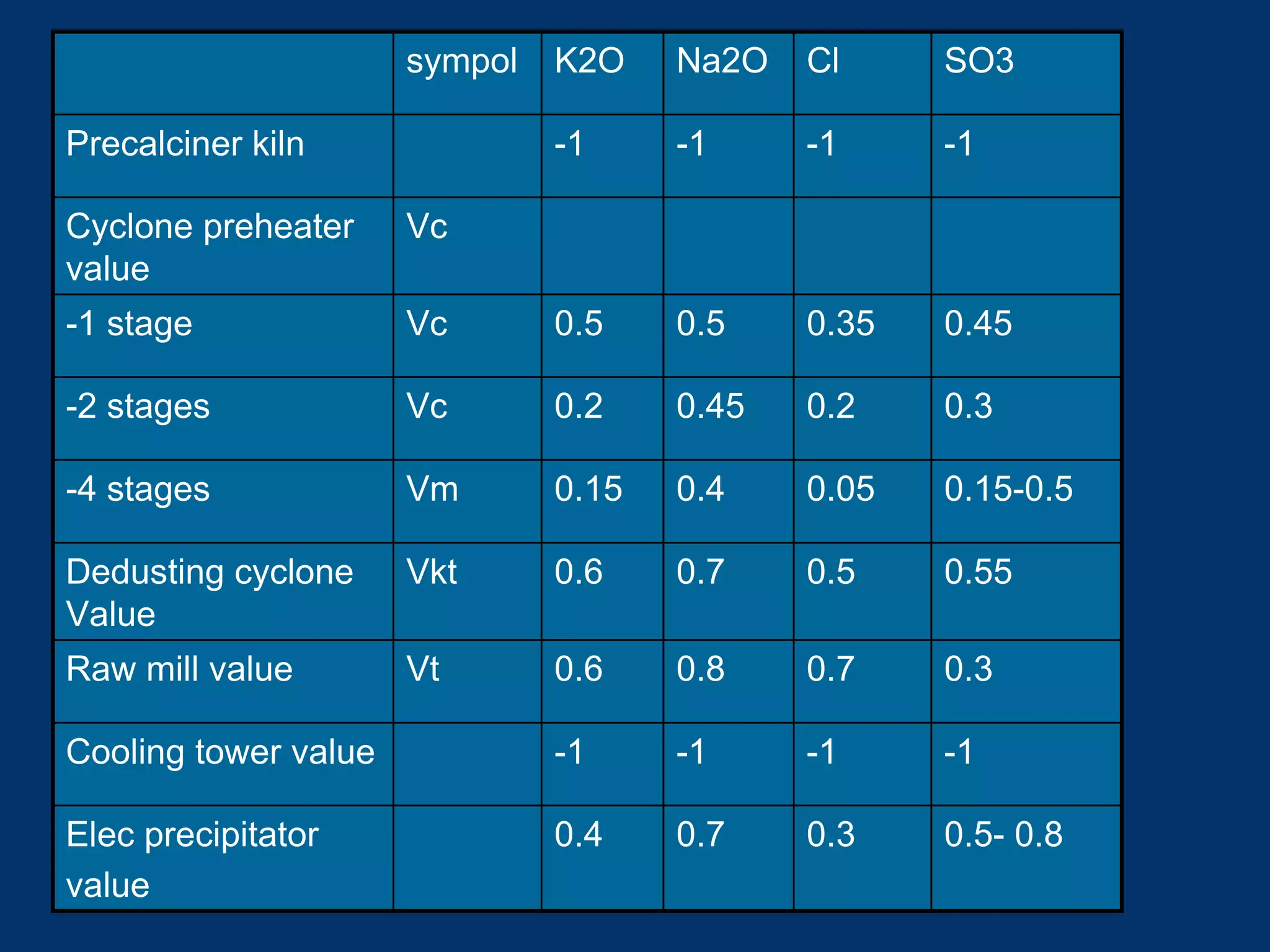
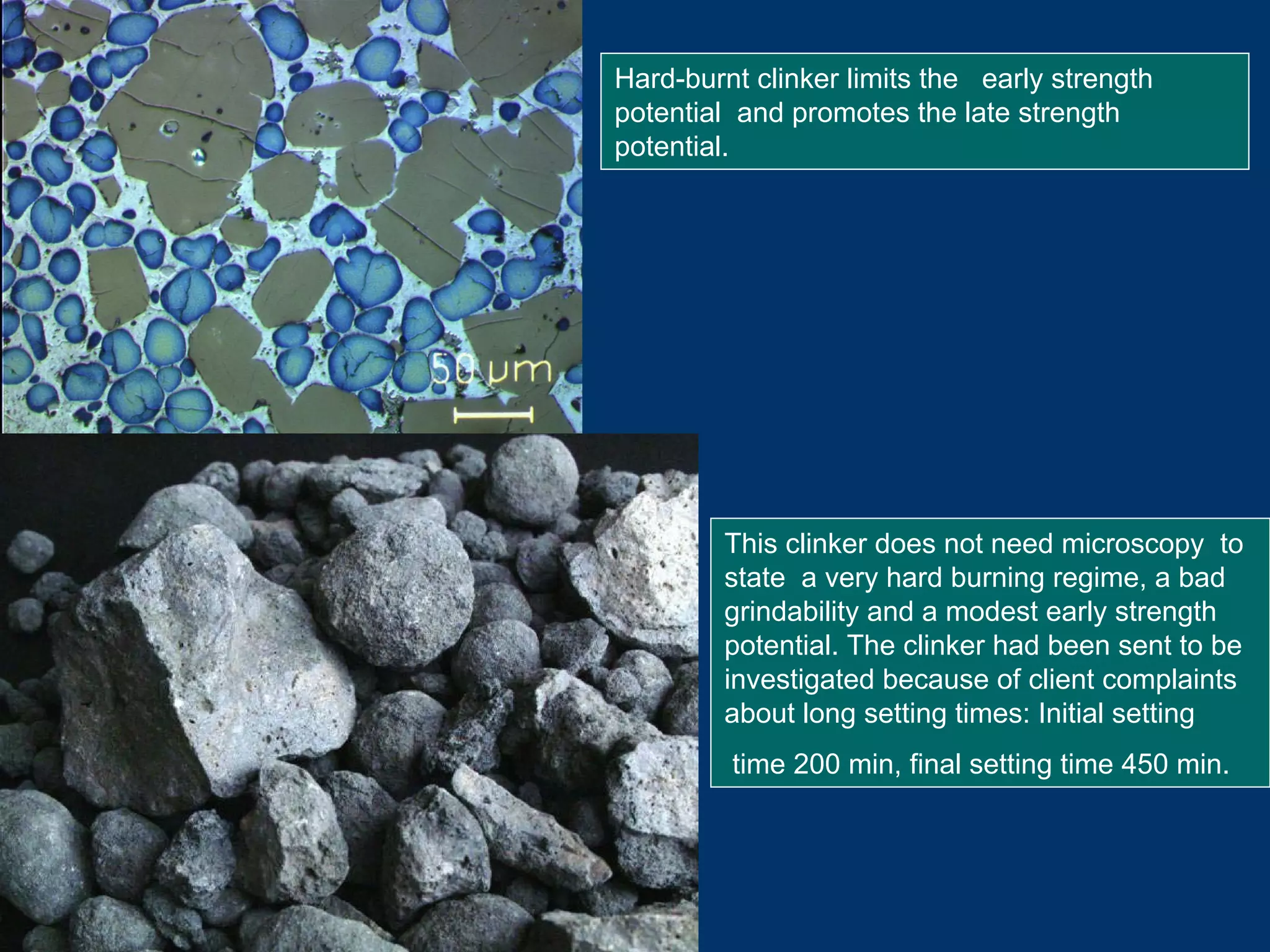
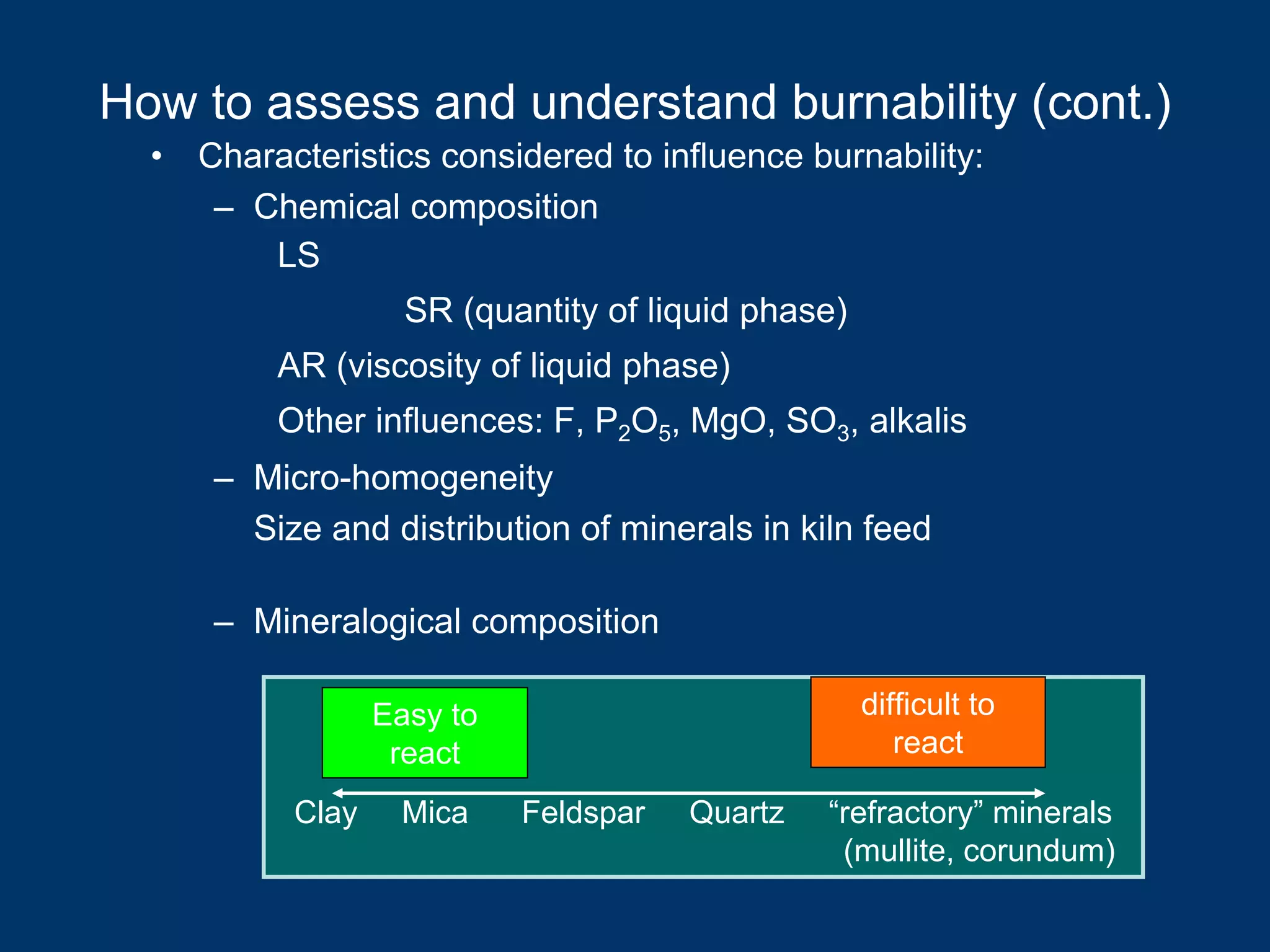
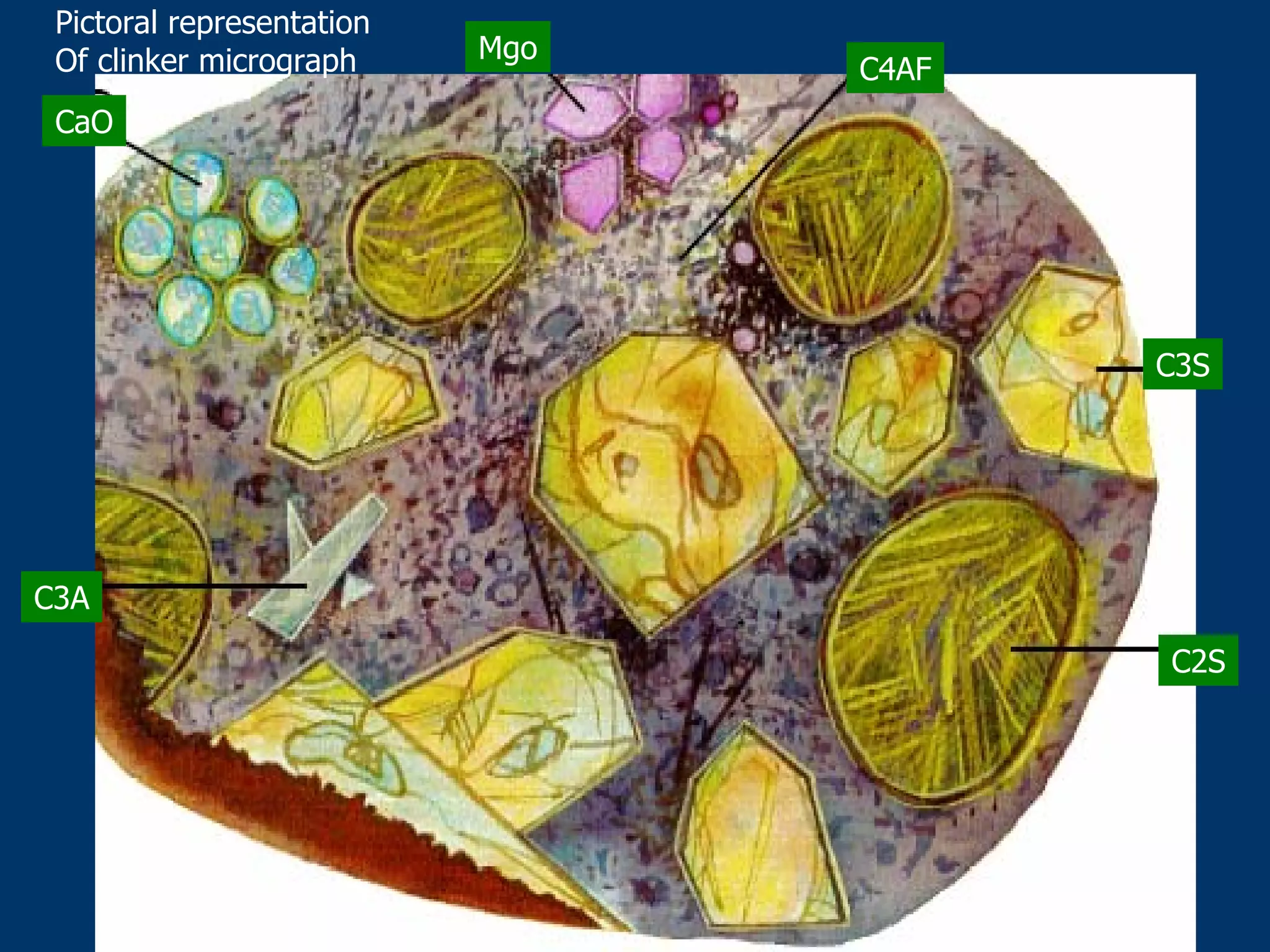
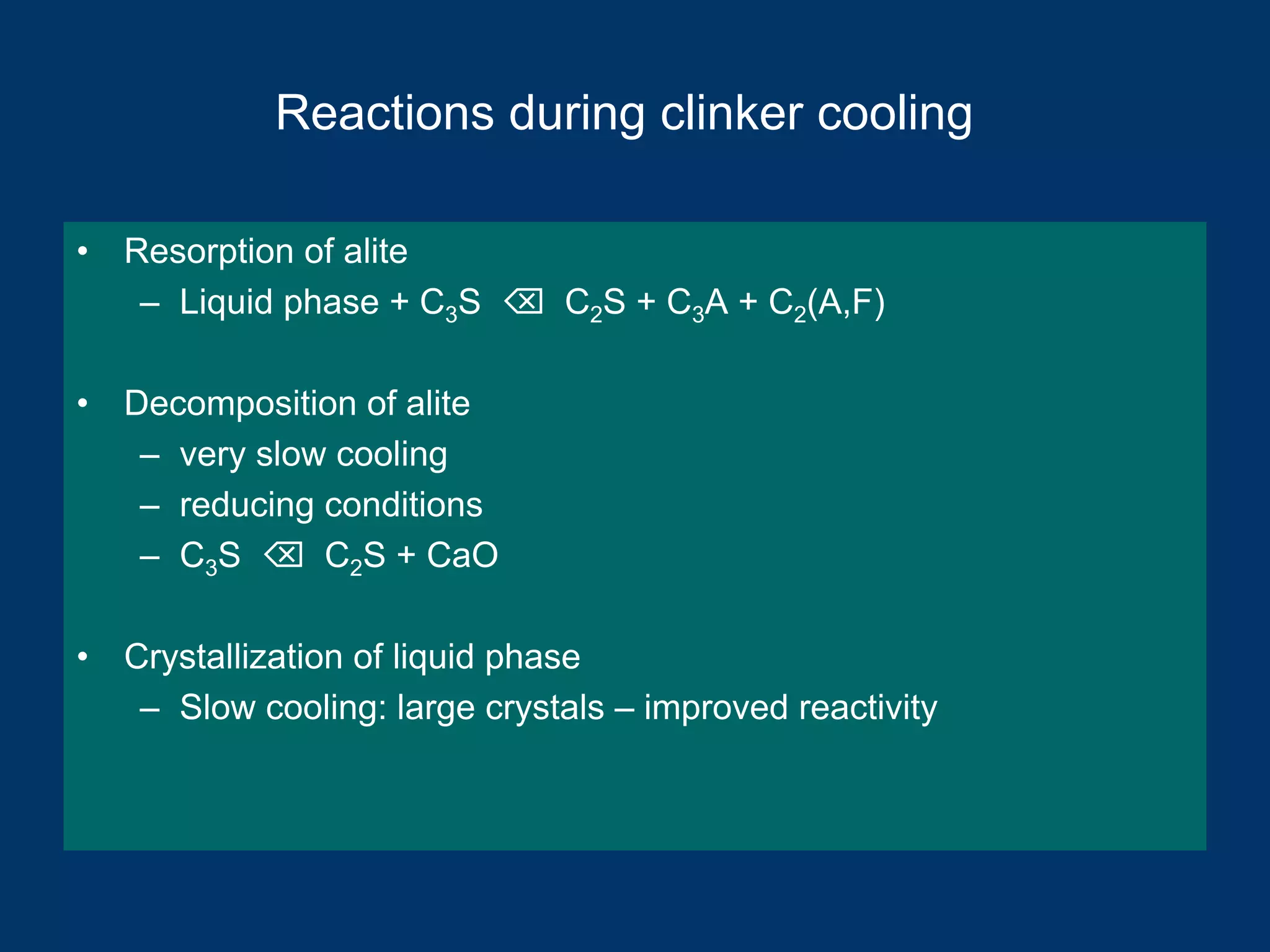
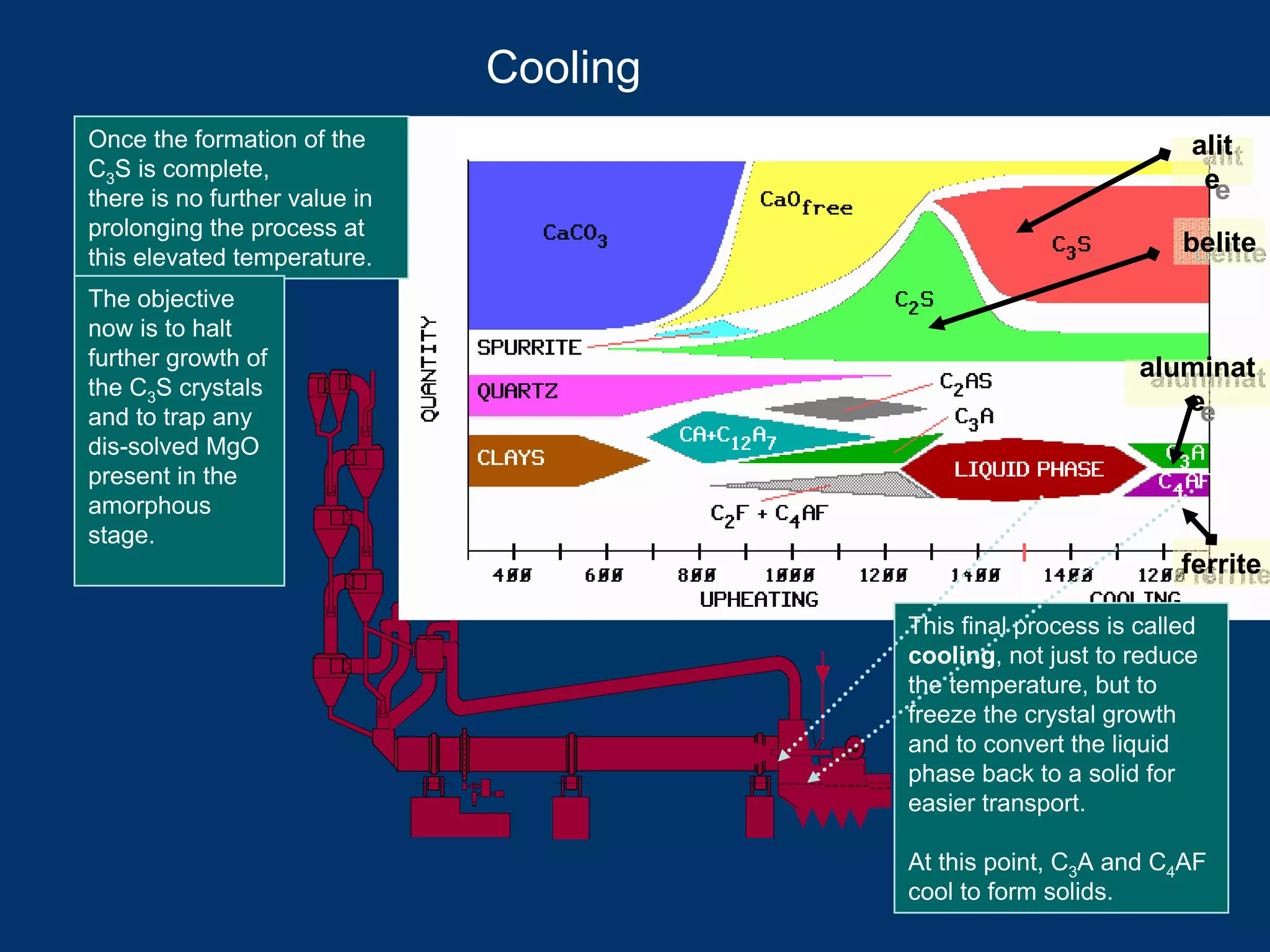
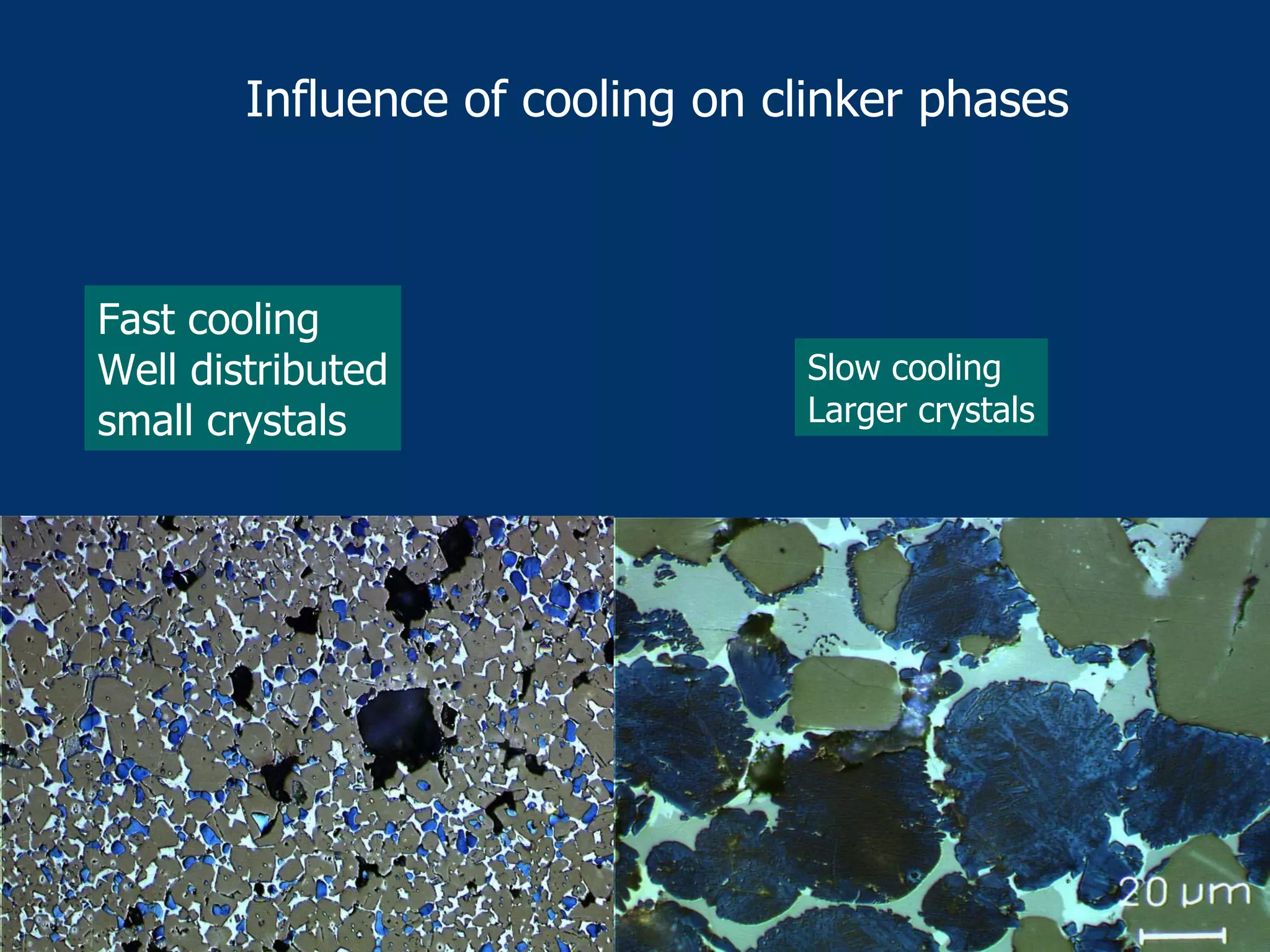
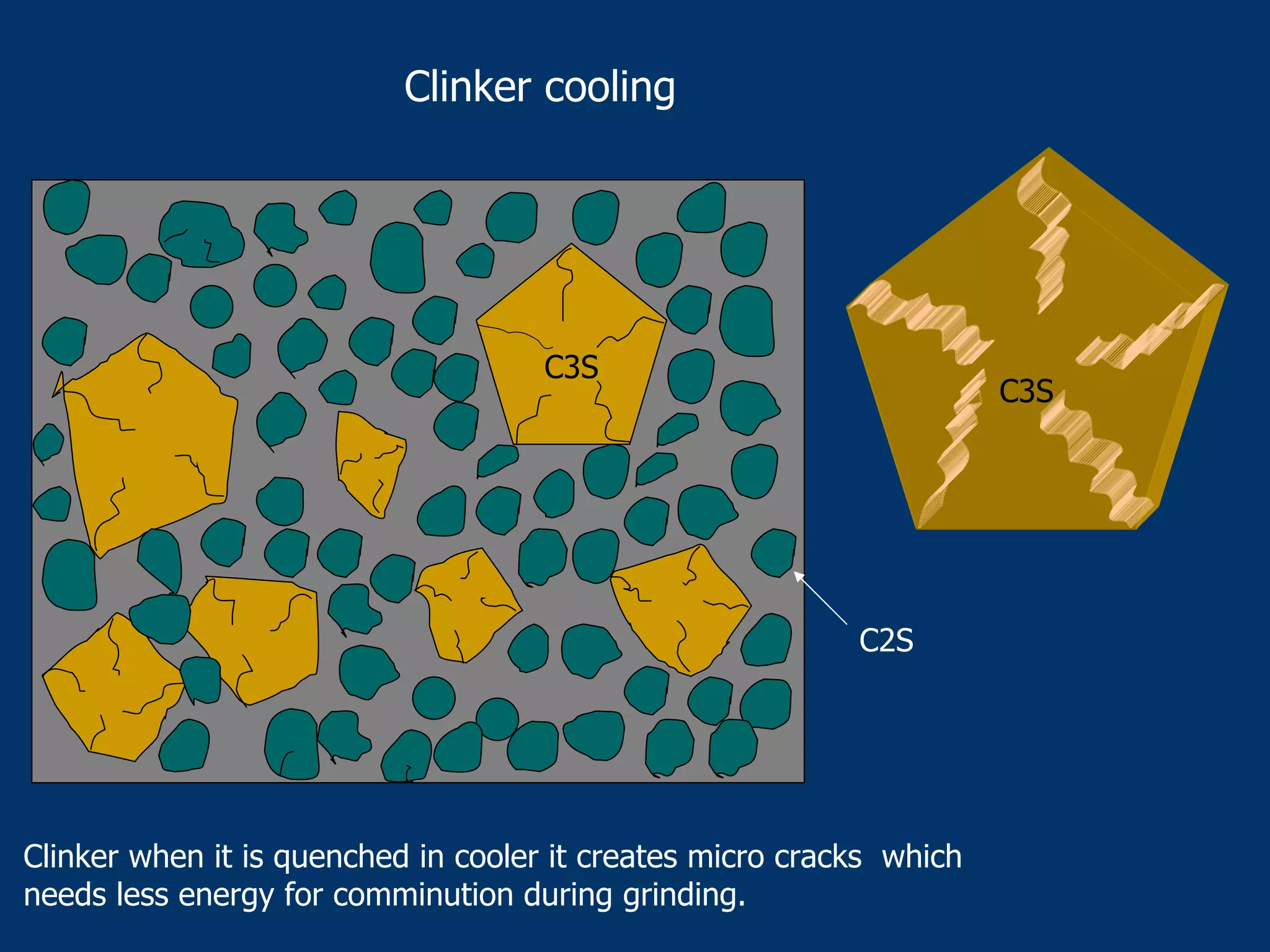
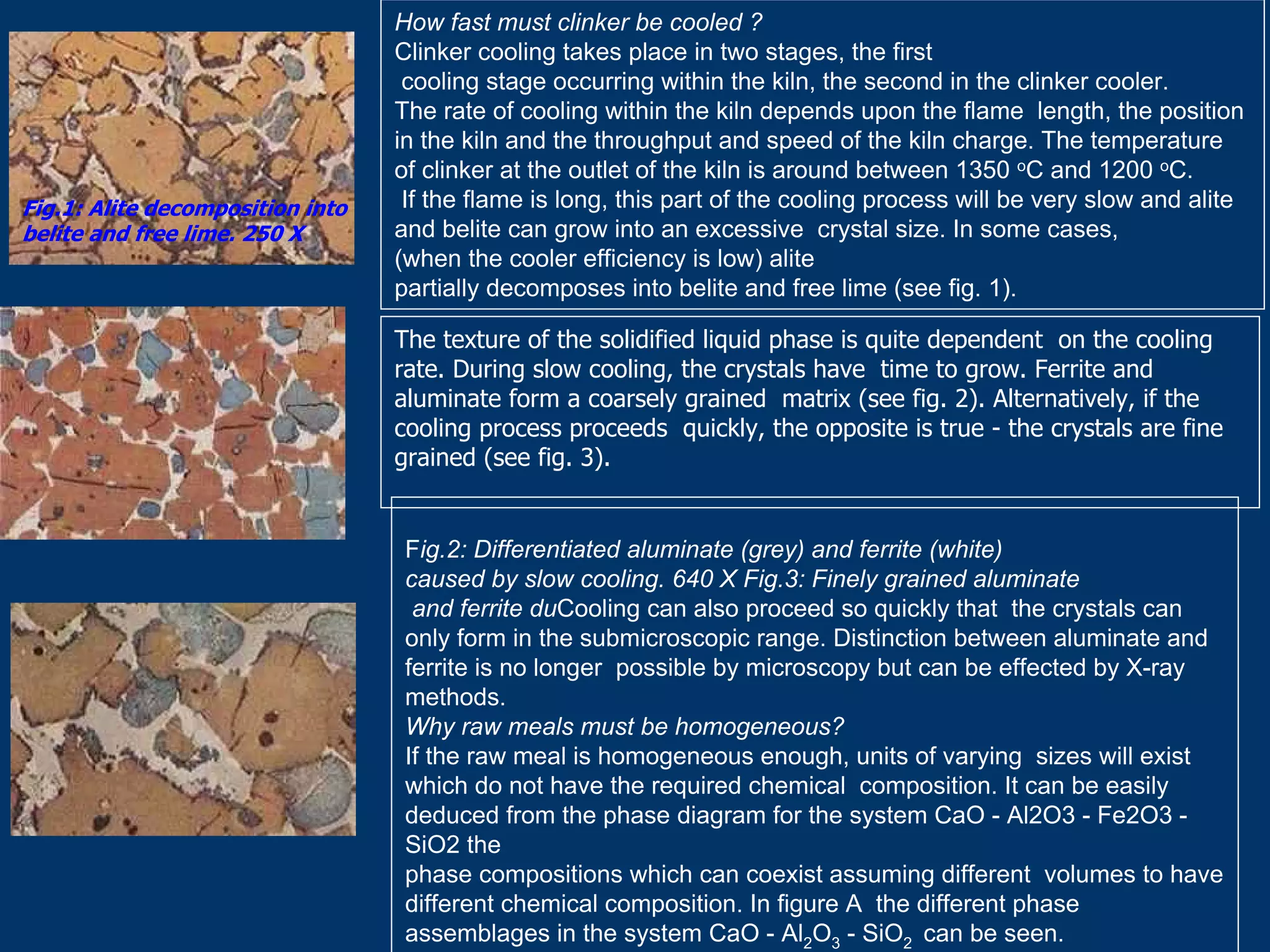
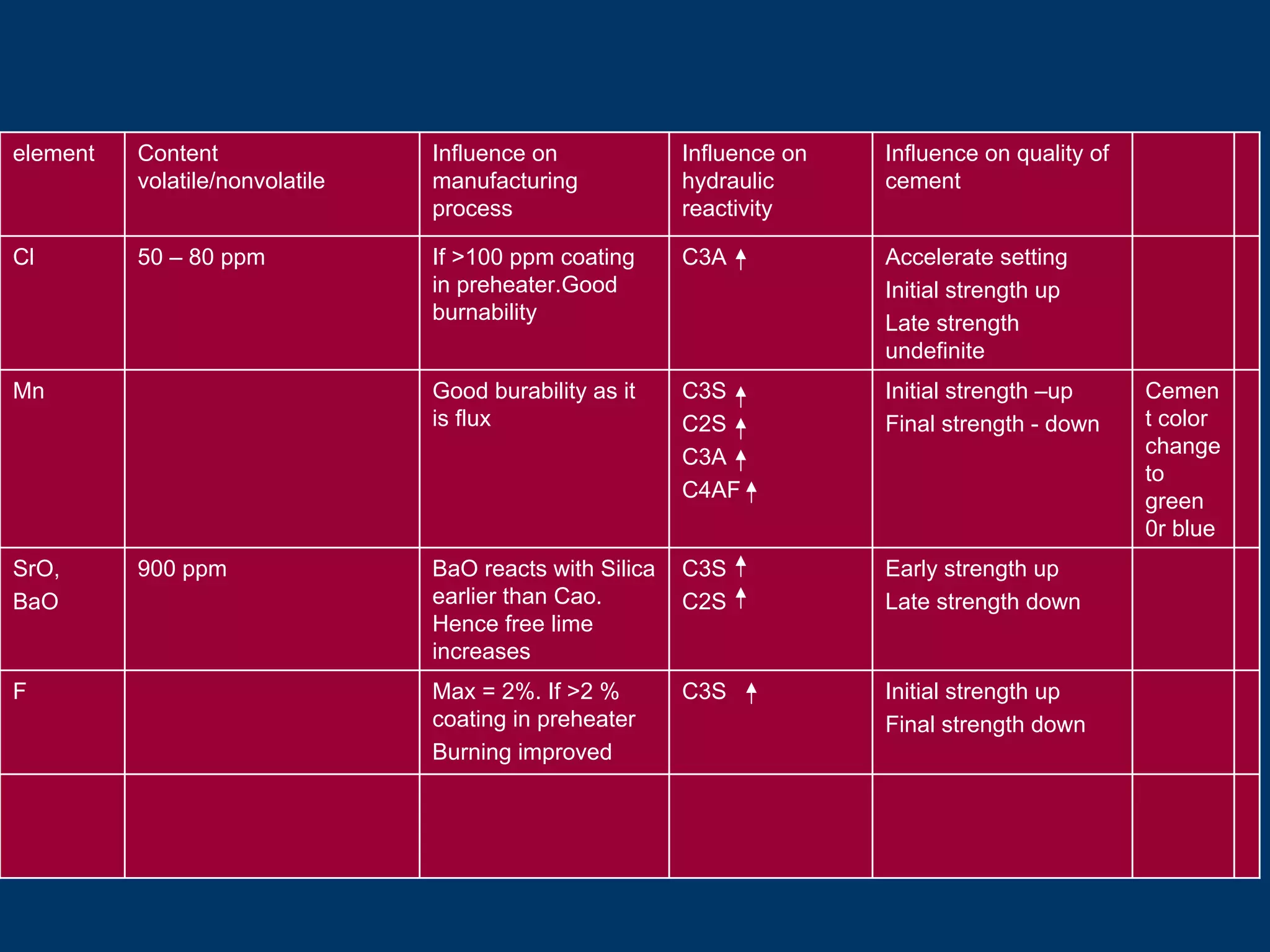
2. The cement manufacturing stages of raw grinding, kiln burning and clinker cooling. Key factors like raw mix characteristics, burning process, and clinker/fuel quality influence the final cement quality.
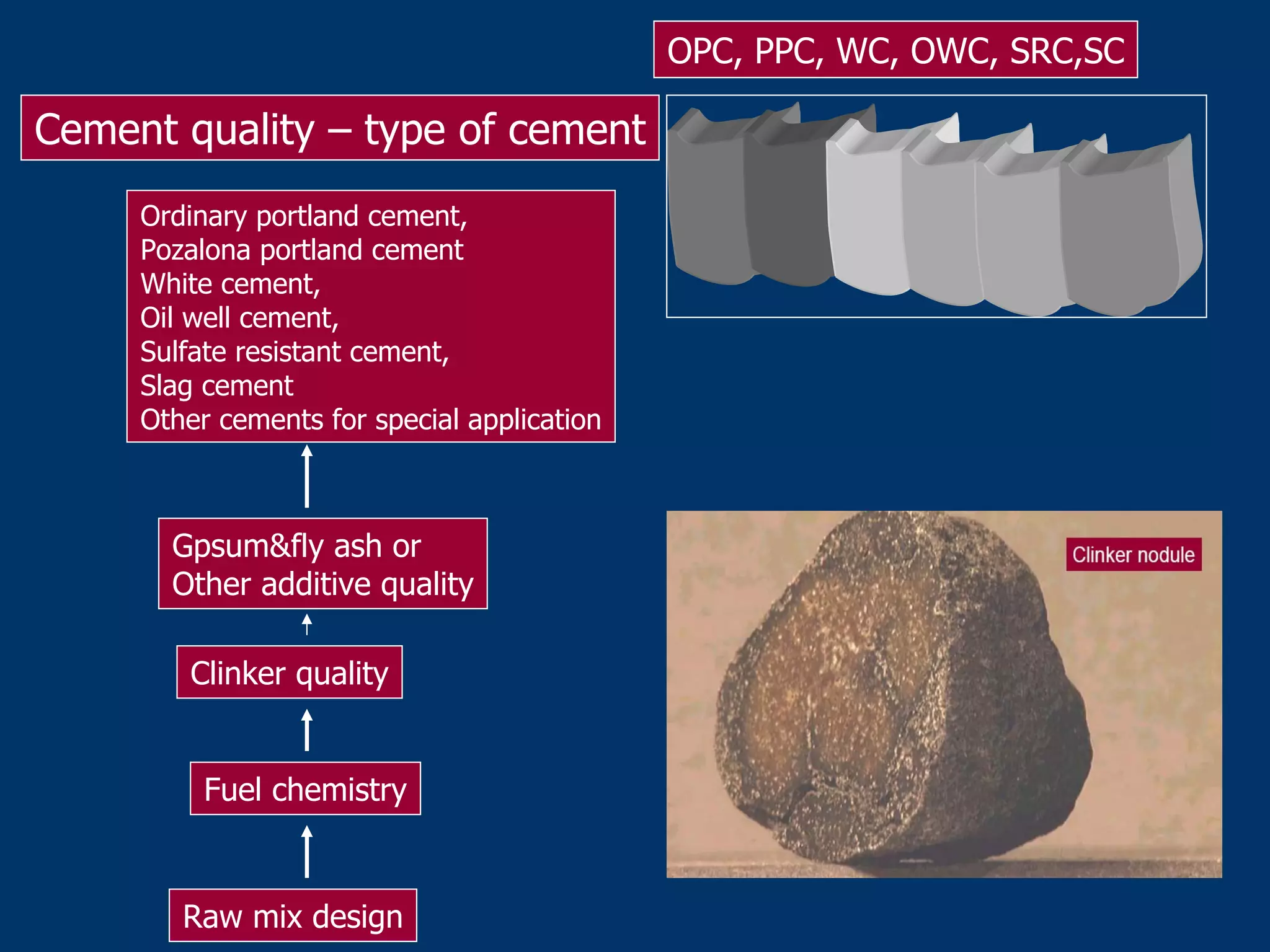
3. Different cement types produced for various applications and how additives like gypsum and fly ash affect the physical properties.



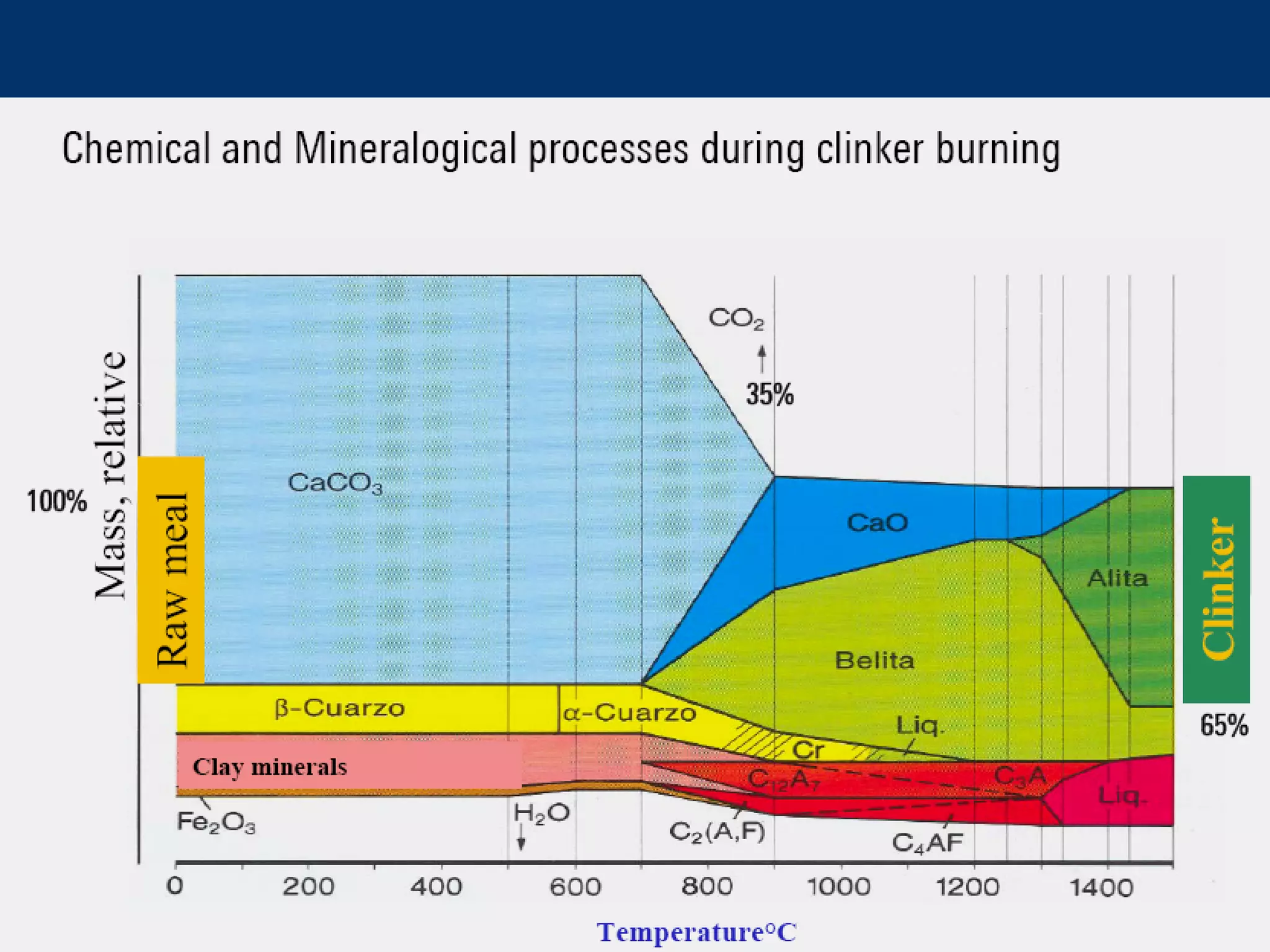
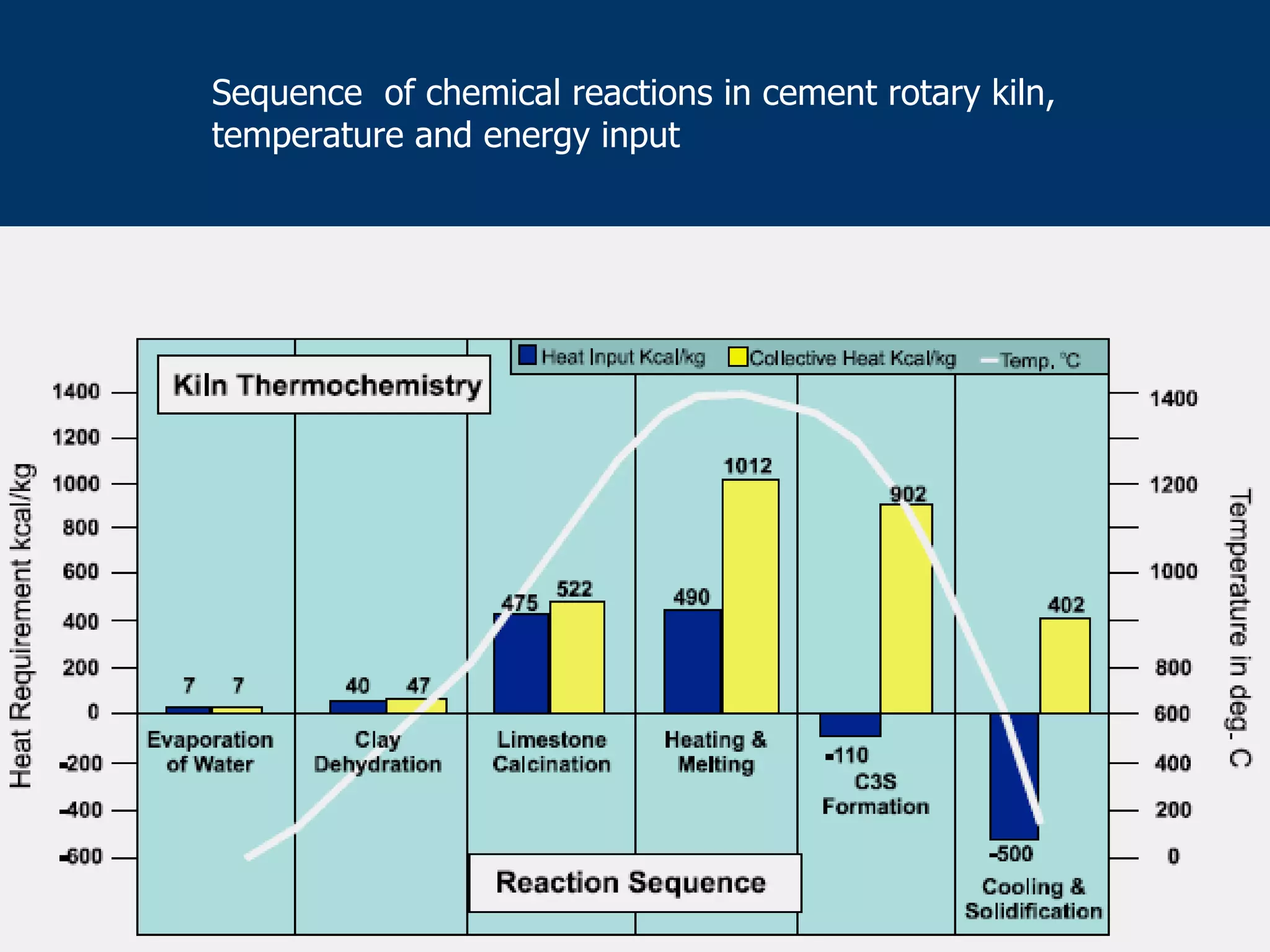
![Milestones in clinker formation
0 200 400 600 800 1000 1200 1400
Dehydration
Decarbonation
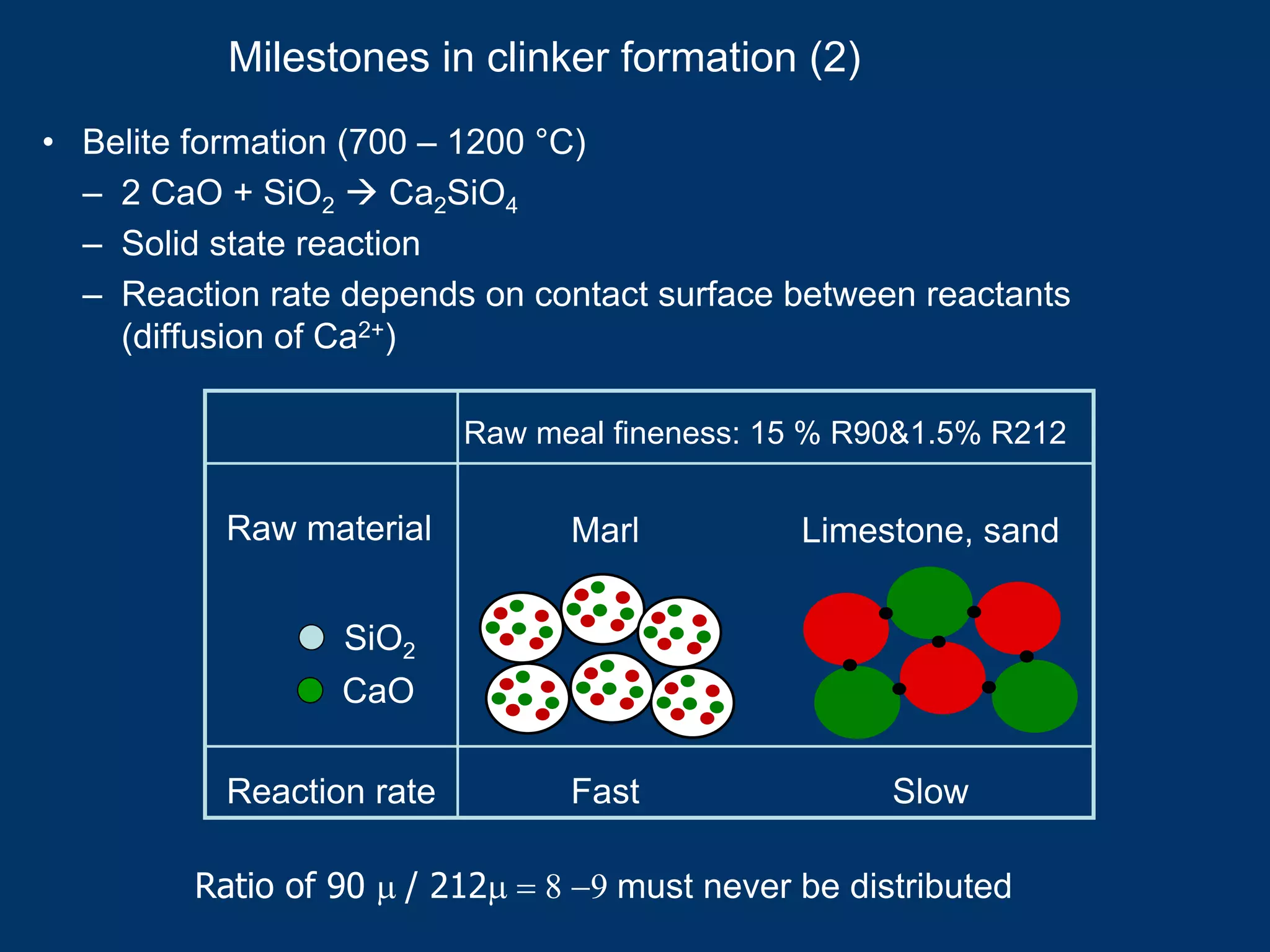
Belite formation
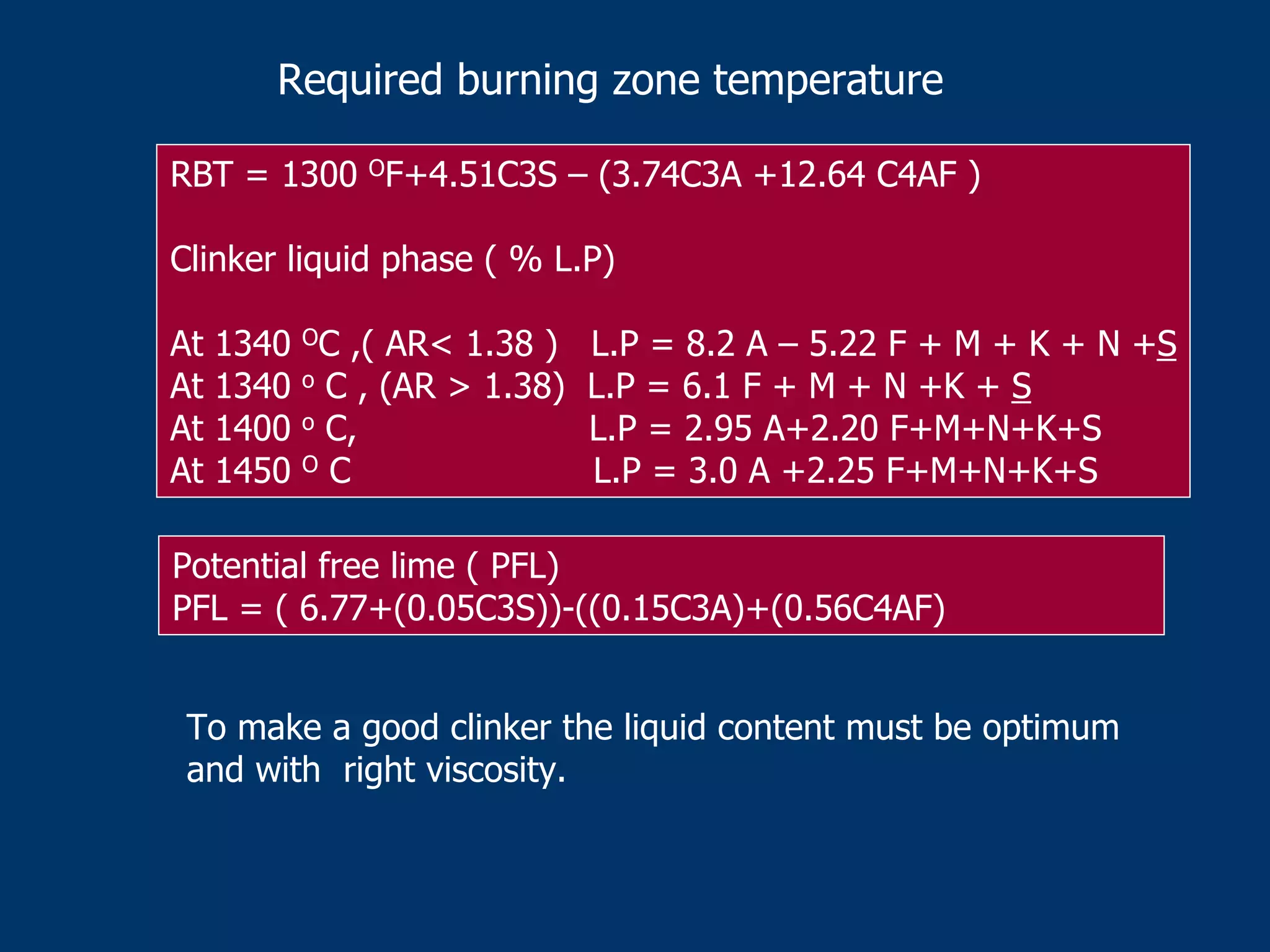
Liquid phase
formation
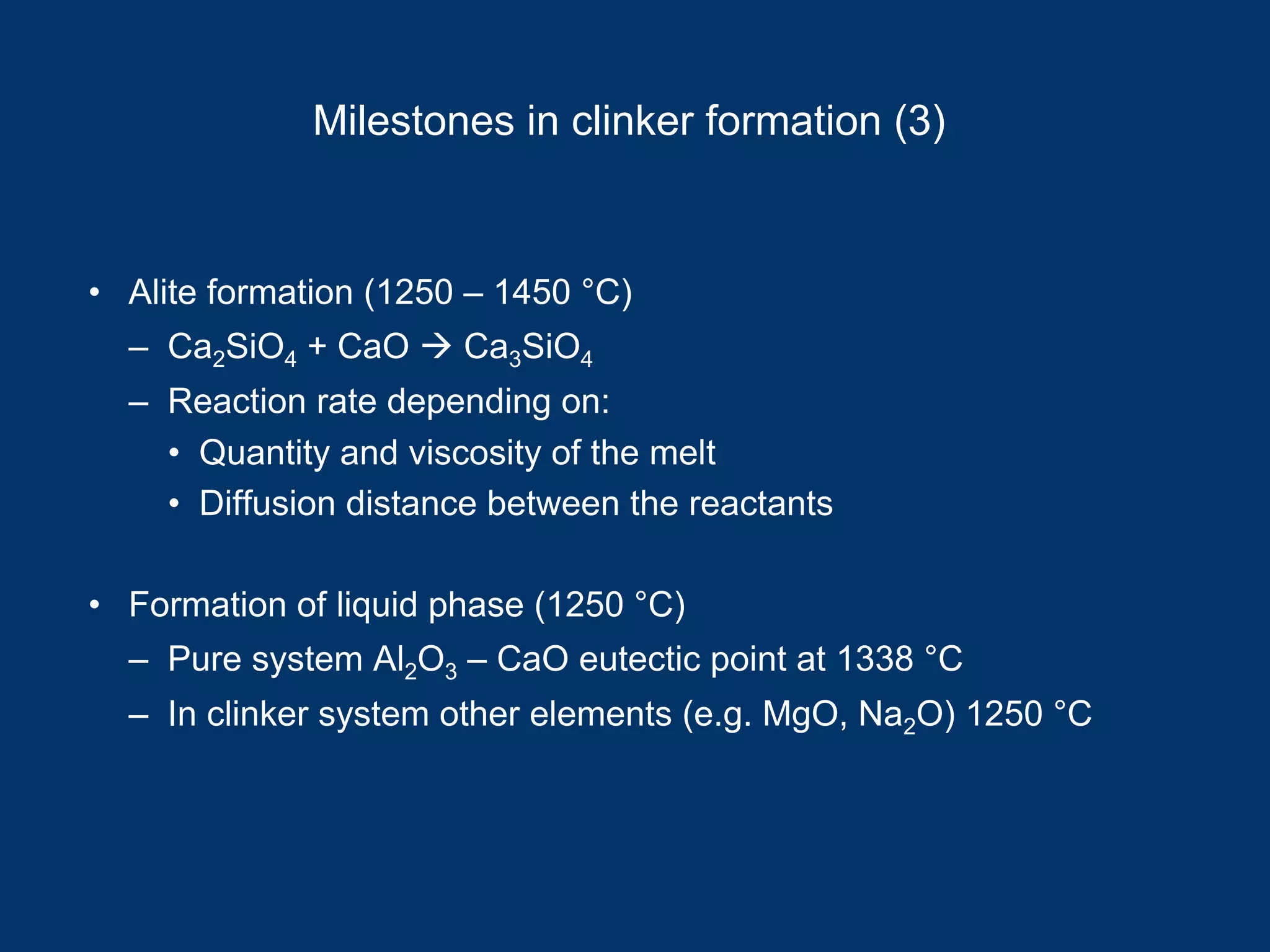
Alite
formation
Temperature [°C]](https://image.slidesharecdn.com/rawmixcharacteristicsfinal-130424063911-phpapp01/75/Raw-mix-characteristics-final-33-2048.jpg)

















































































![Vibe Coding vs. Spec-Driven Development [Free Meetup]](https://cdn.slidesharecdn.com/ss_thumbnails/vibecodingvsspecdrivendevelopment-251209105622-43f455e7-thumbnail.jpg?width=640&height=640&fit=bounds)











