Downloaded 7,980 times















![Cement Monthly - Edelweiss
From: Arun Shourie [mailto:Arun.Shourie@edelcap.com]
Arun Shourie
Relation Manager - Insurance
Dir: +91 (22) 4086 3835 / +91 99200 29366](https://image.slidesharecdn.com/formulaskiln-100722233559-phpapp02/75/Formulas-kiln-40-2048.jpg)

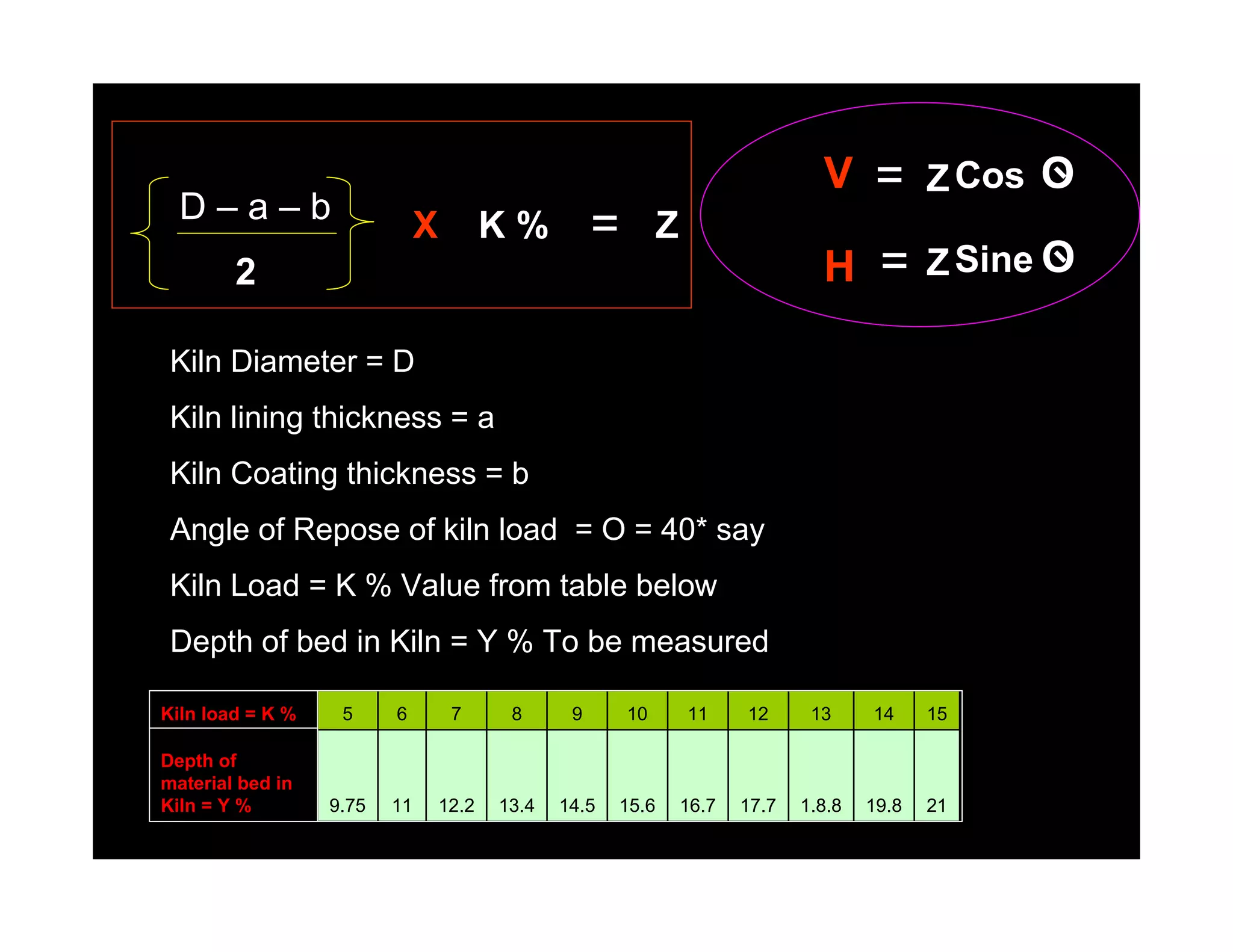


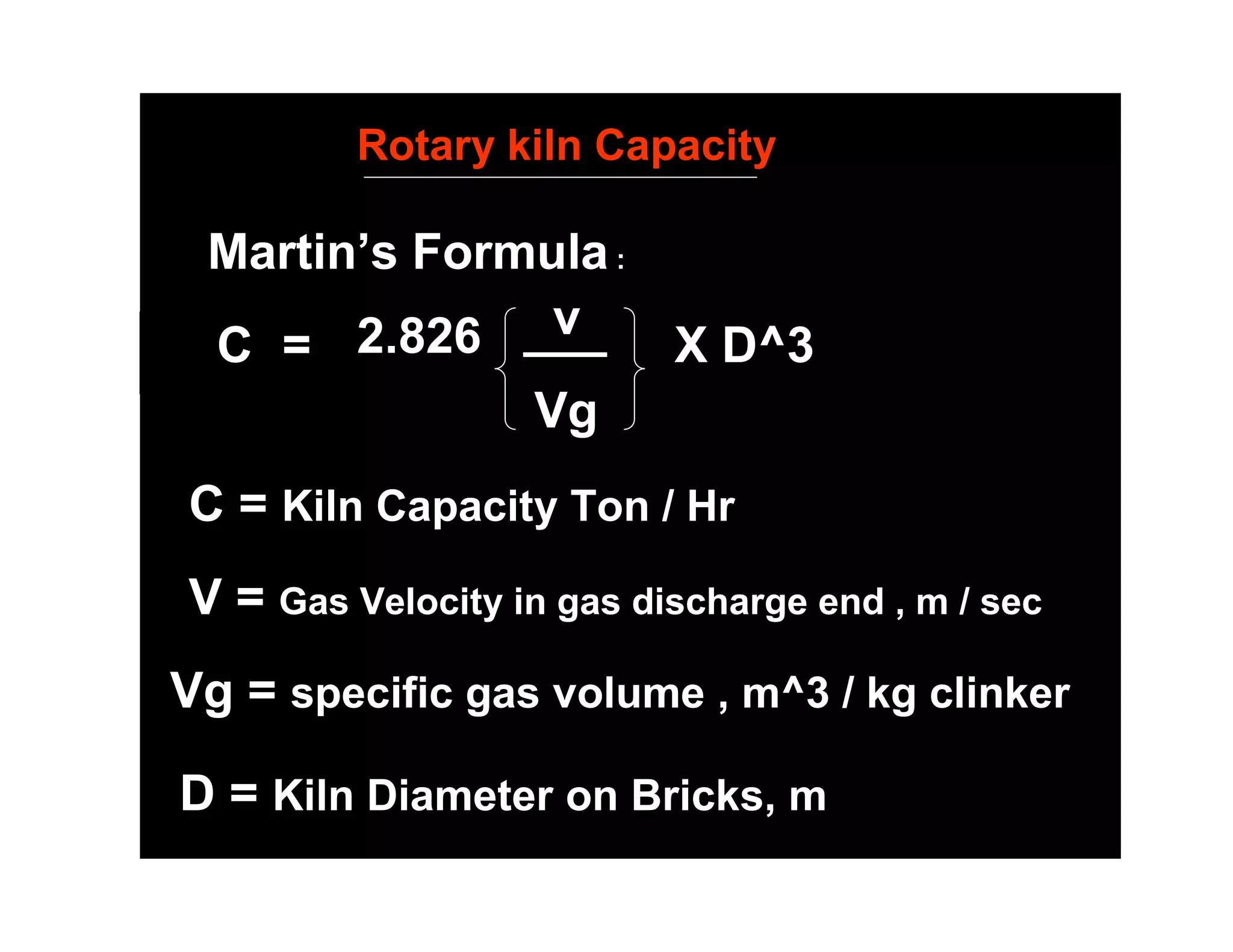
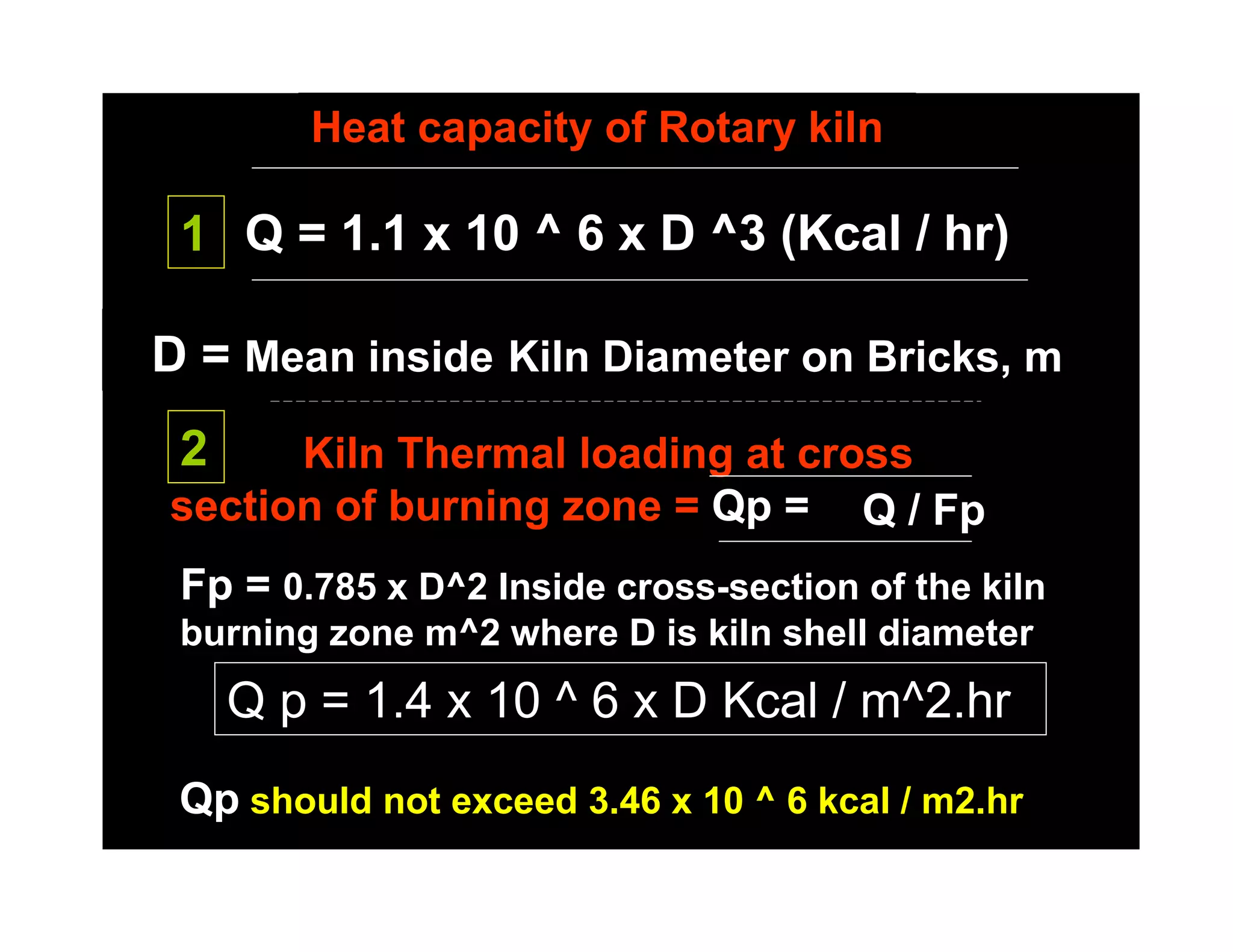
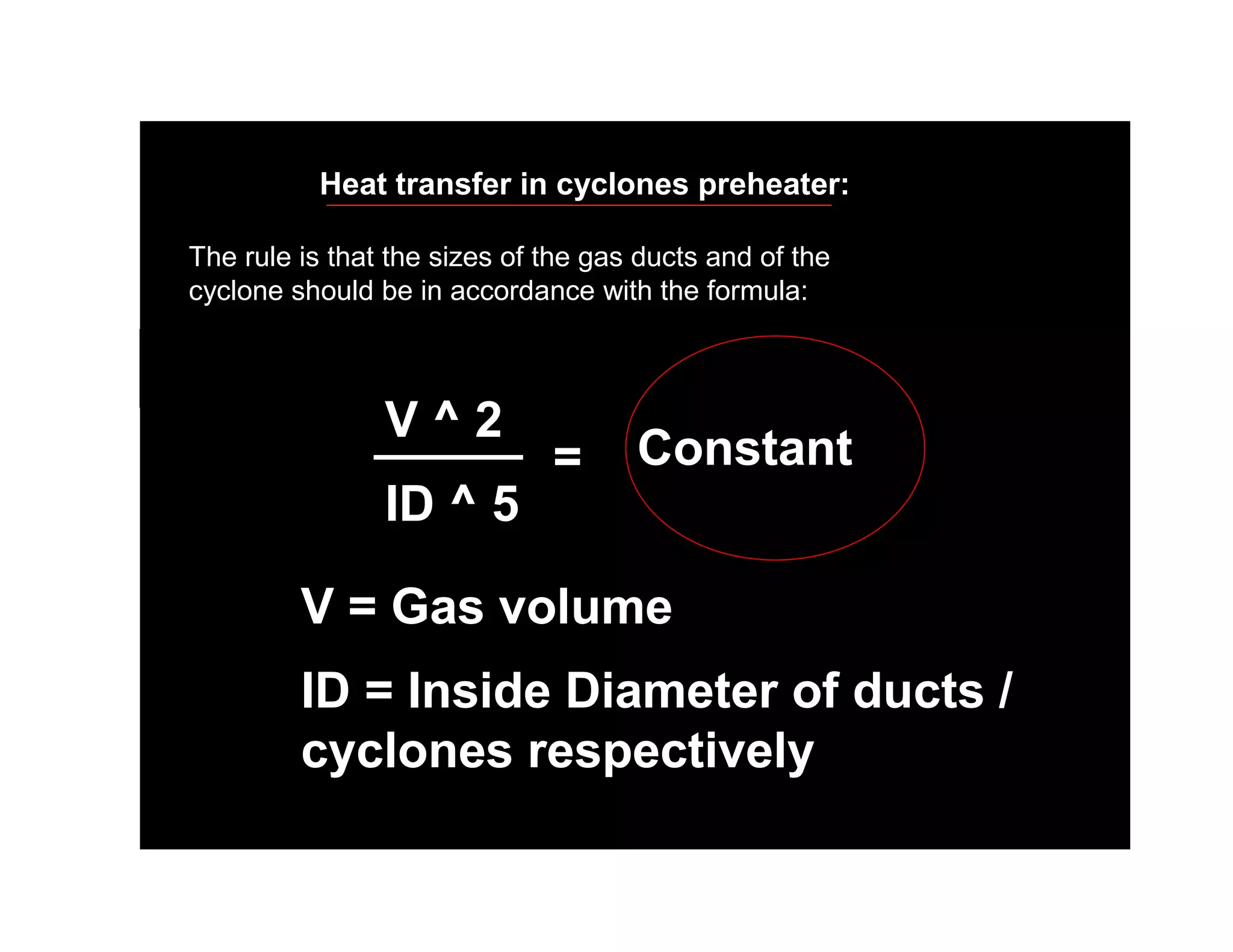
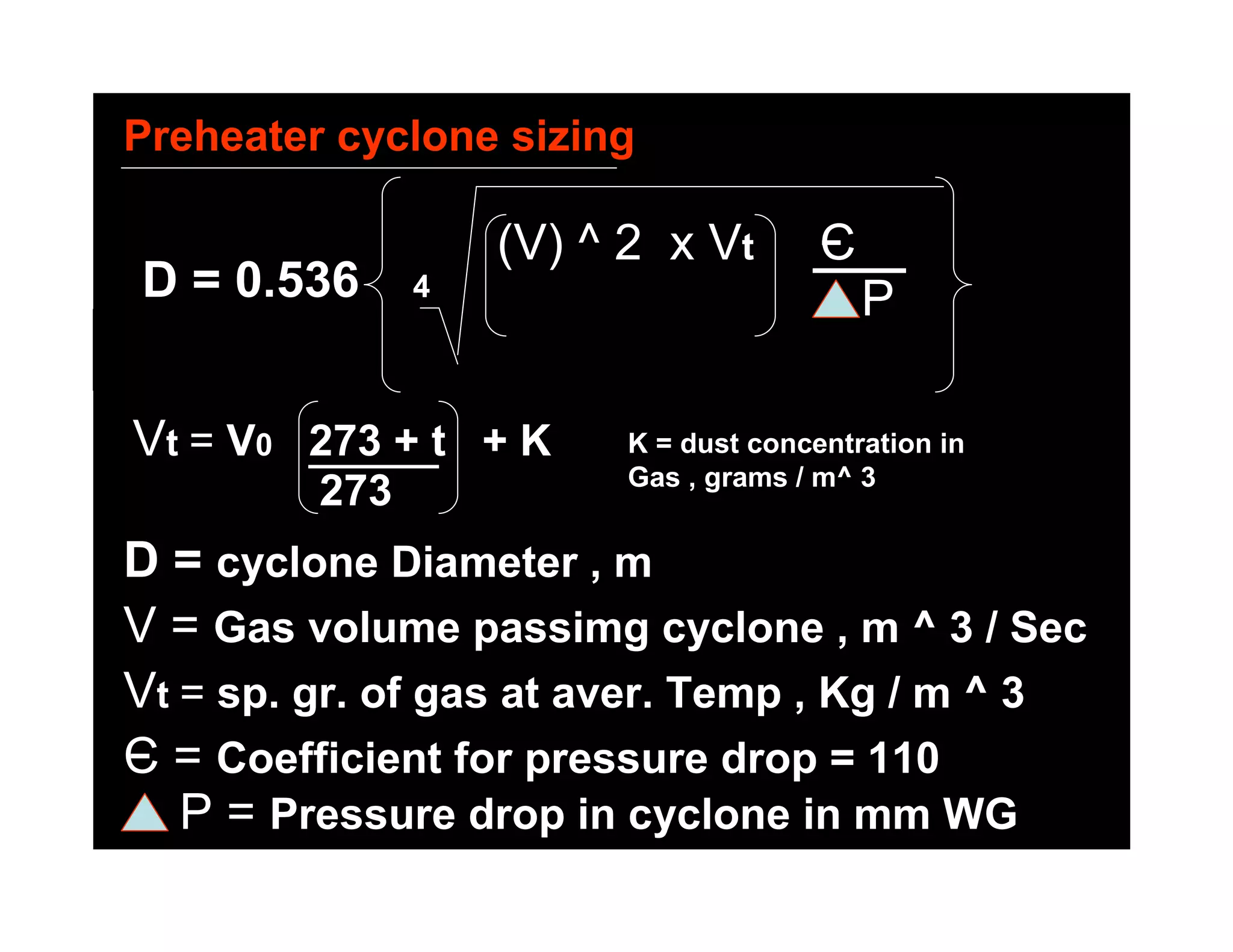





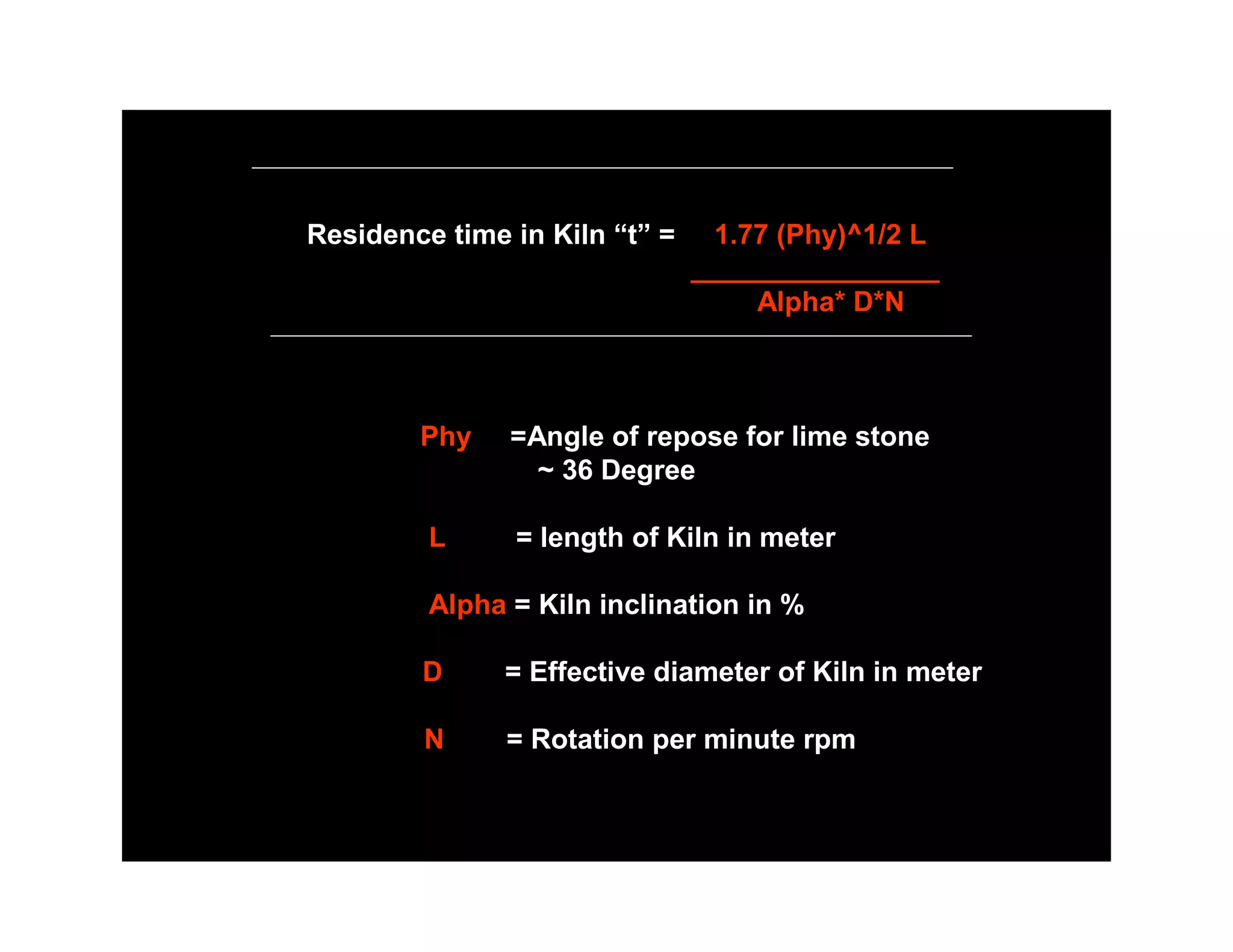
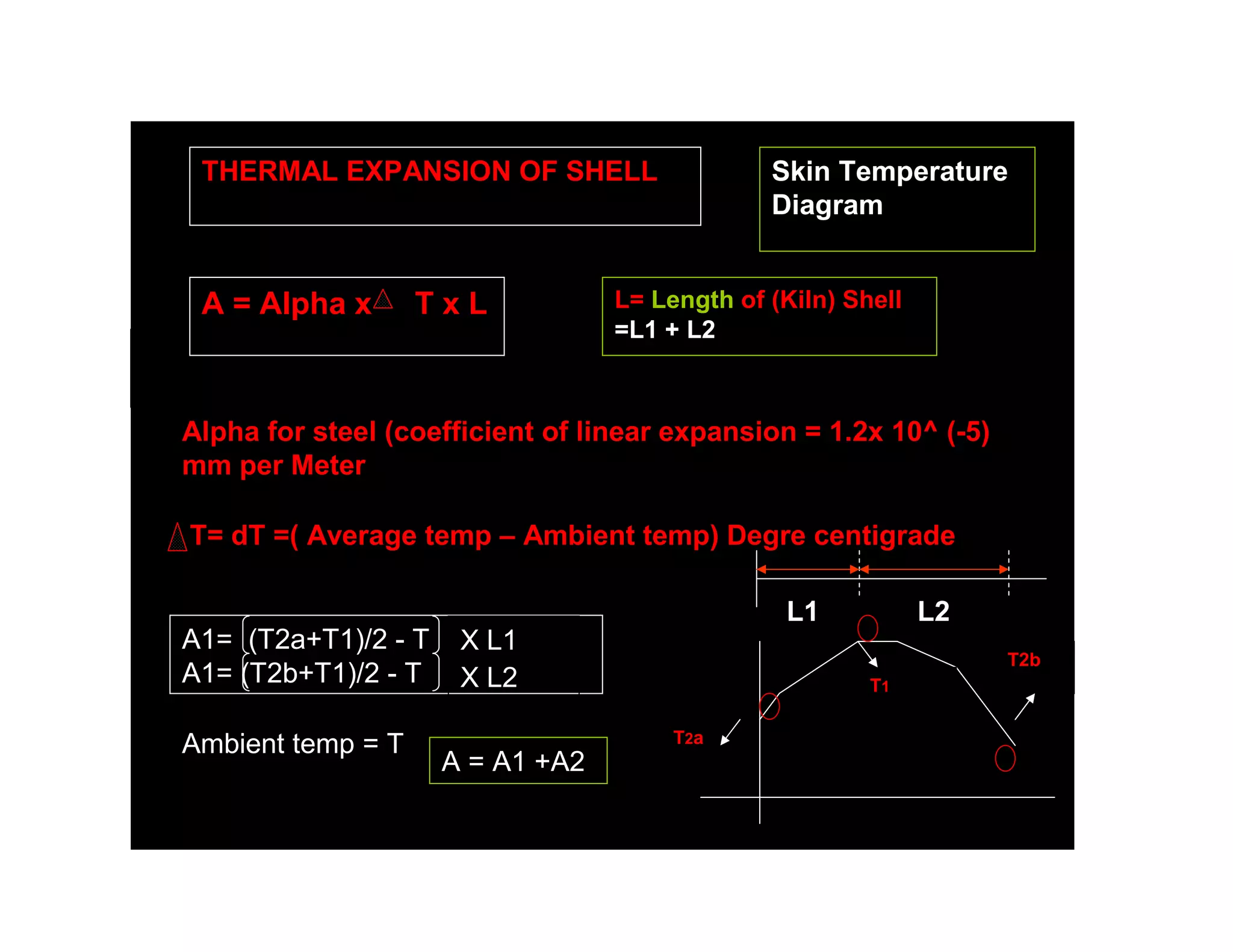
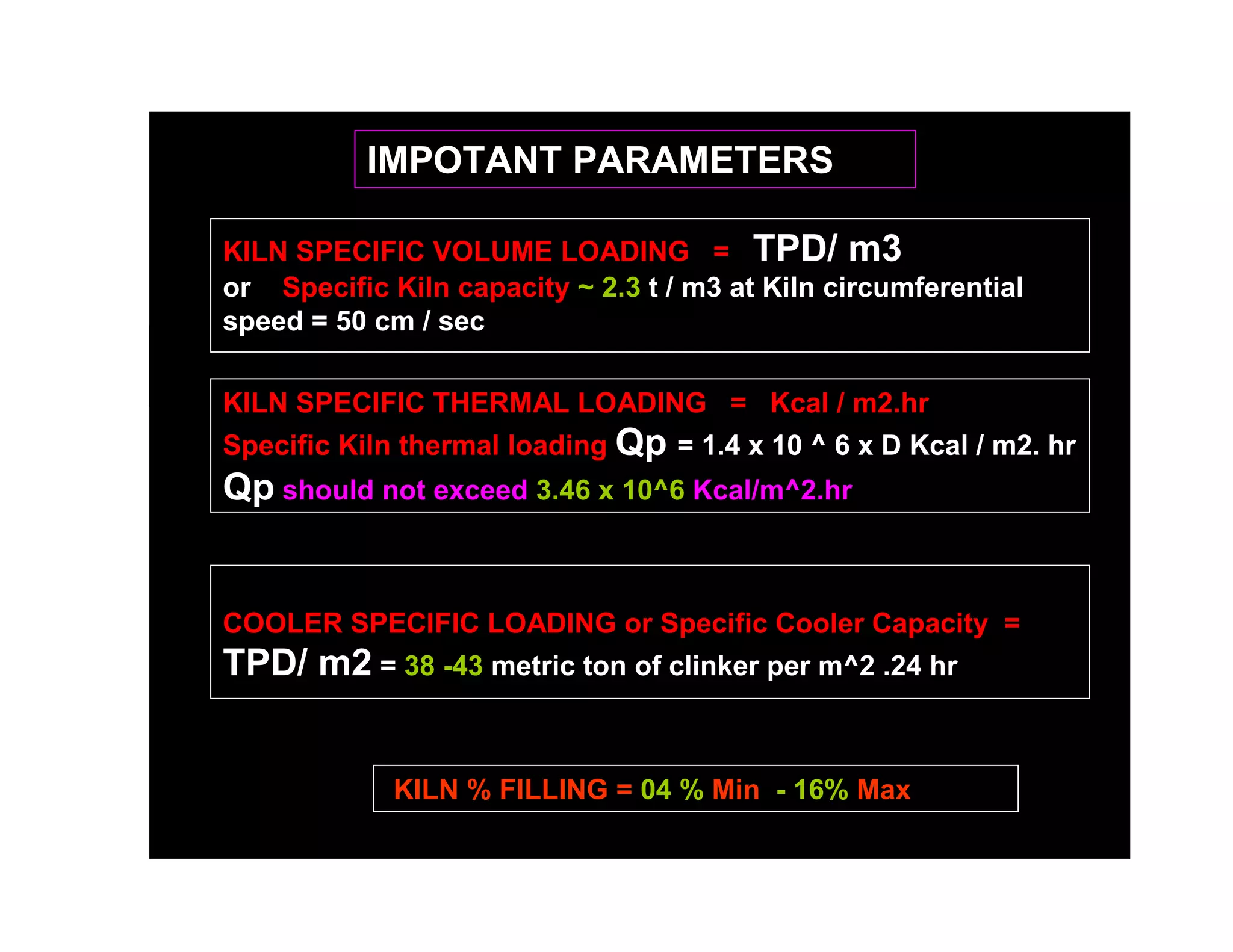
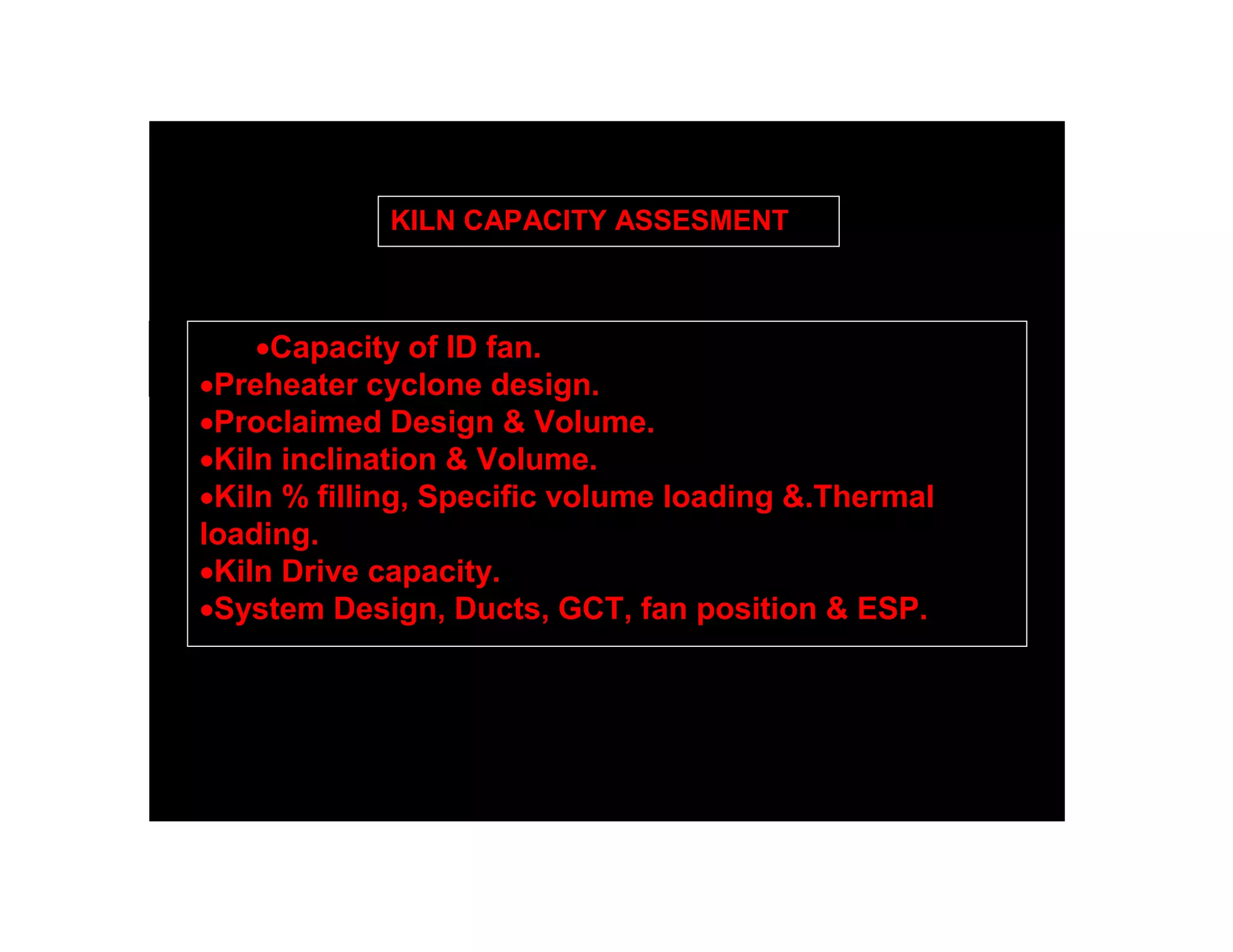
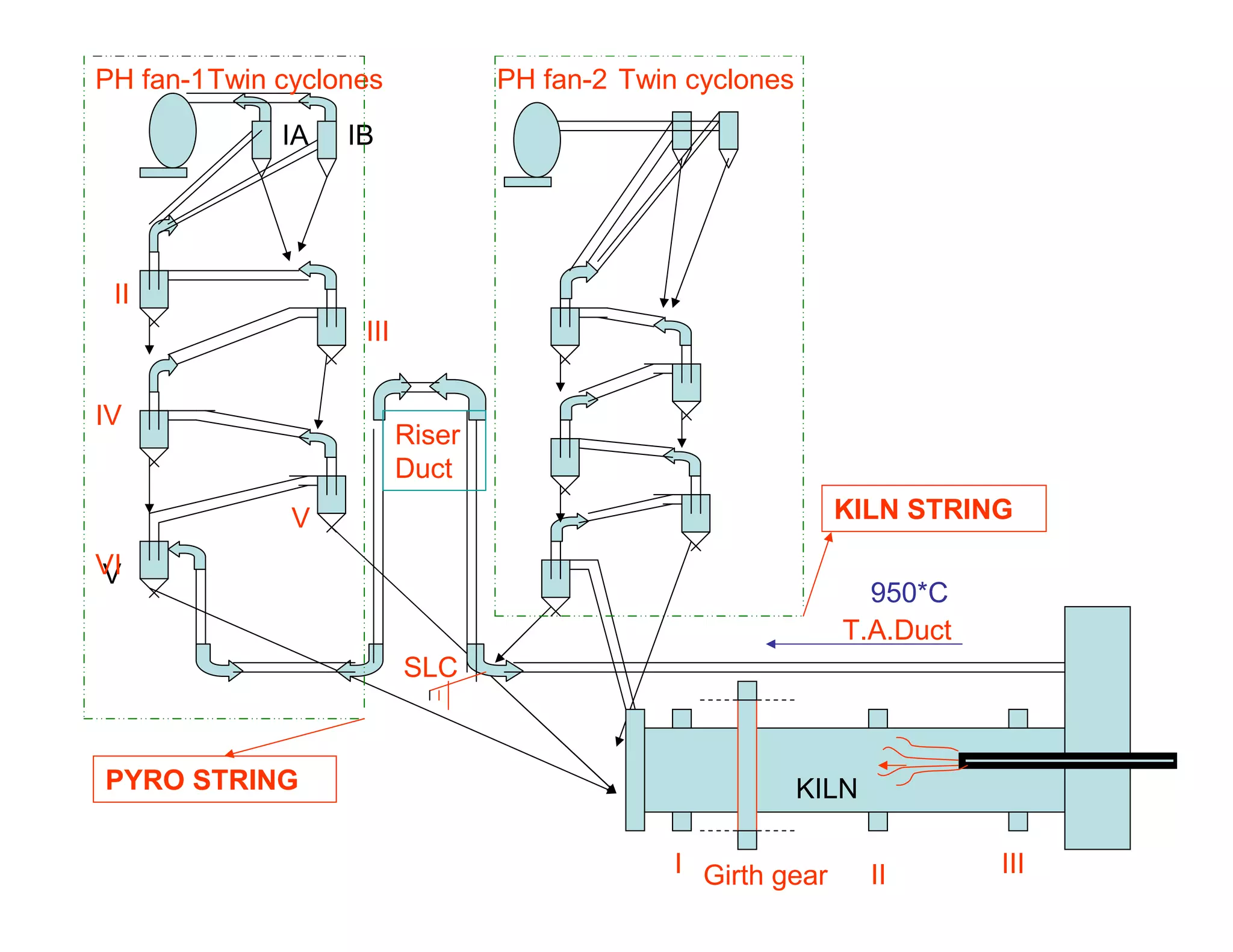
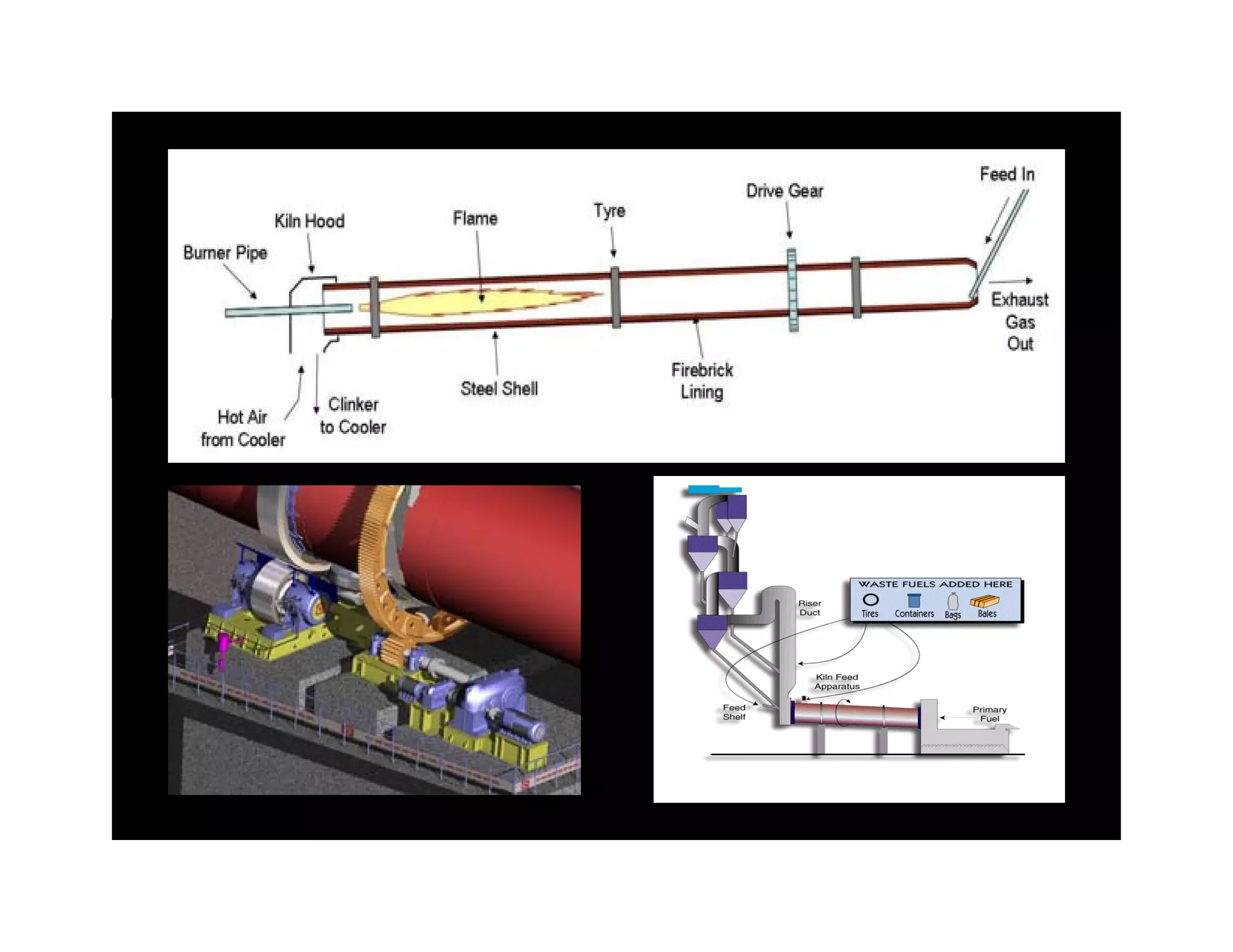
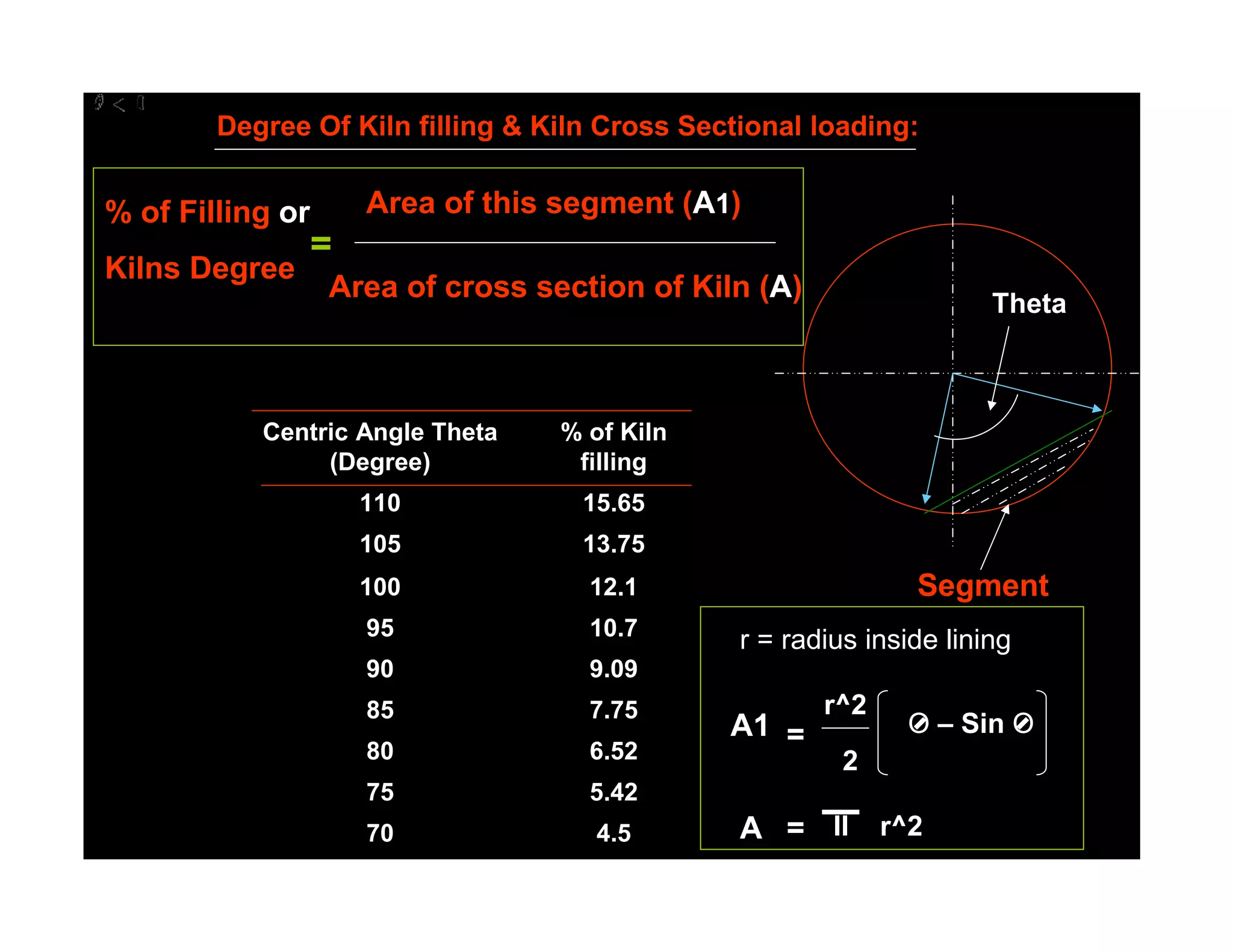
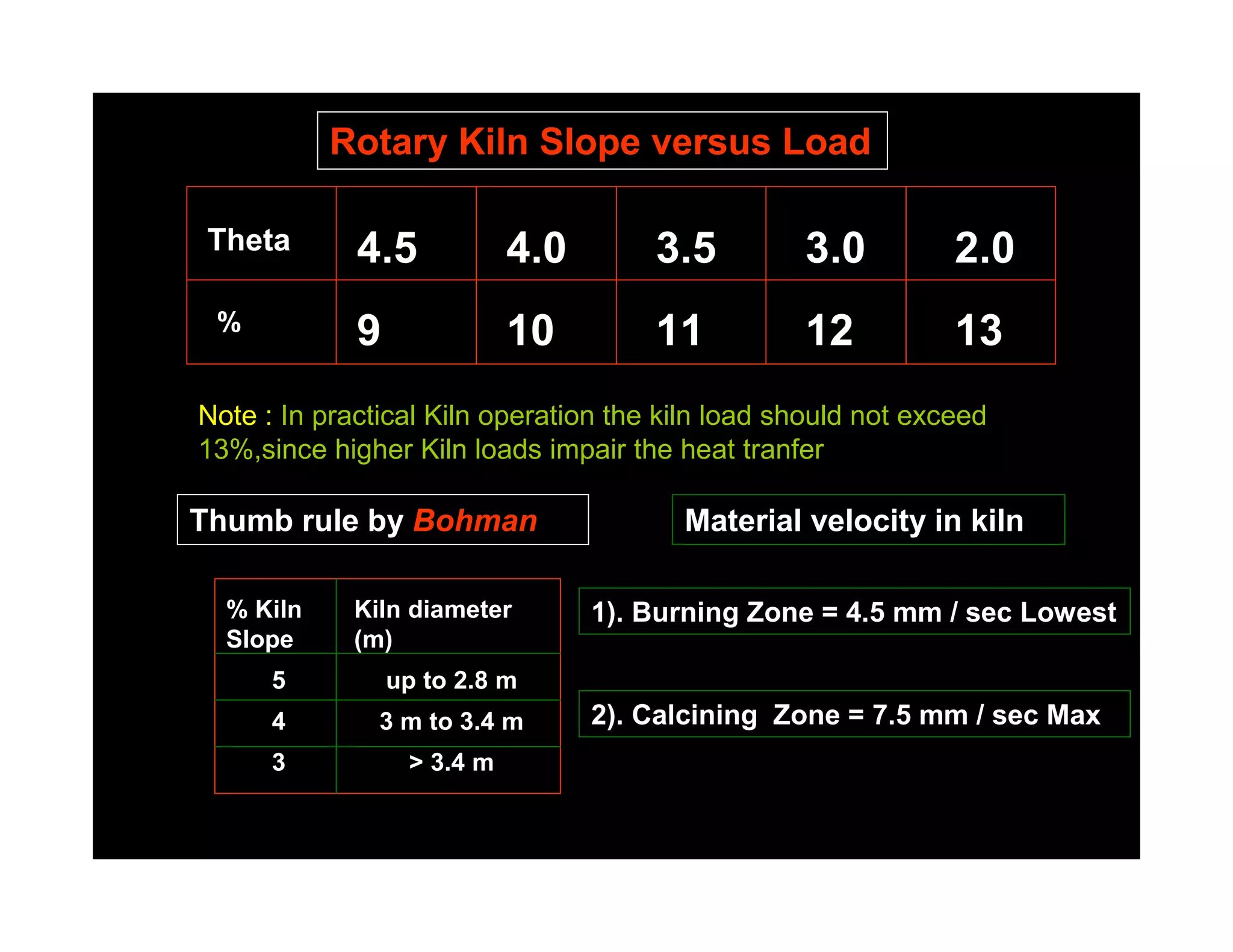
1. The residence time in a rotary kiln is calculated using a formula that considers the angle of repose of the limestone, length of the kiln, kiln inclination, effective diameter, and rotation speed. 2. A rotary kiln's capacity is determined by considering factors like the capacity of the ID fan, preheater cyclone design, proclaimed design and volume, kiln inclination and volume, kiln filling percentage, specific volume and thermal loading, and kiln drive capacity. 3. Important kiln parameters include the specific volume loading, specific thermal loading, cooler specific loading, and kiln percentage filling, which should be between 4-16%.


















































![Hg Valves [Compatibility Mode]](https://cdn.slidesharecdn.com/ss_thumbnails/hg-valvescompatibilitymode-100416062226-phpapp01-thumbnail.jpg?width=640&height=640&fit=bounds)










