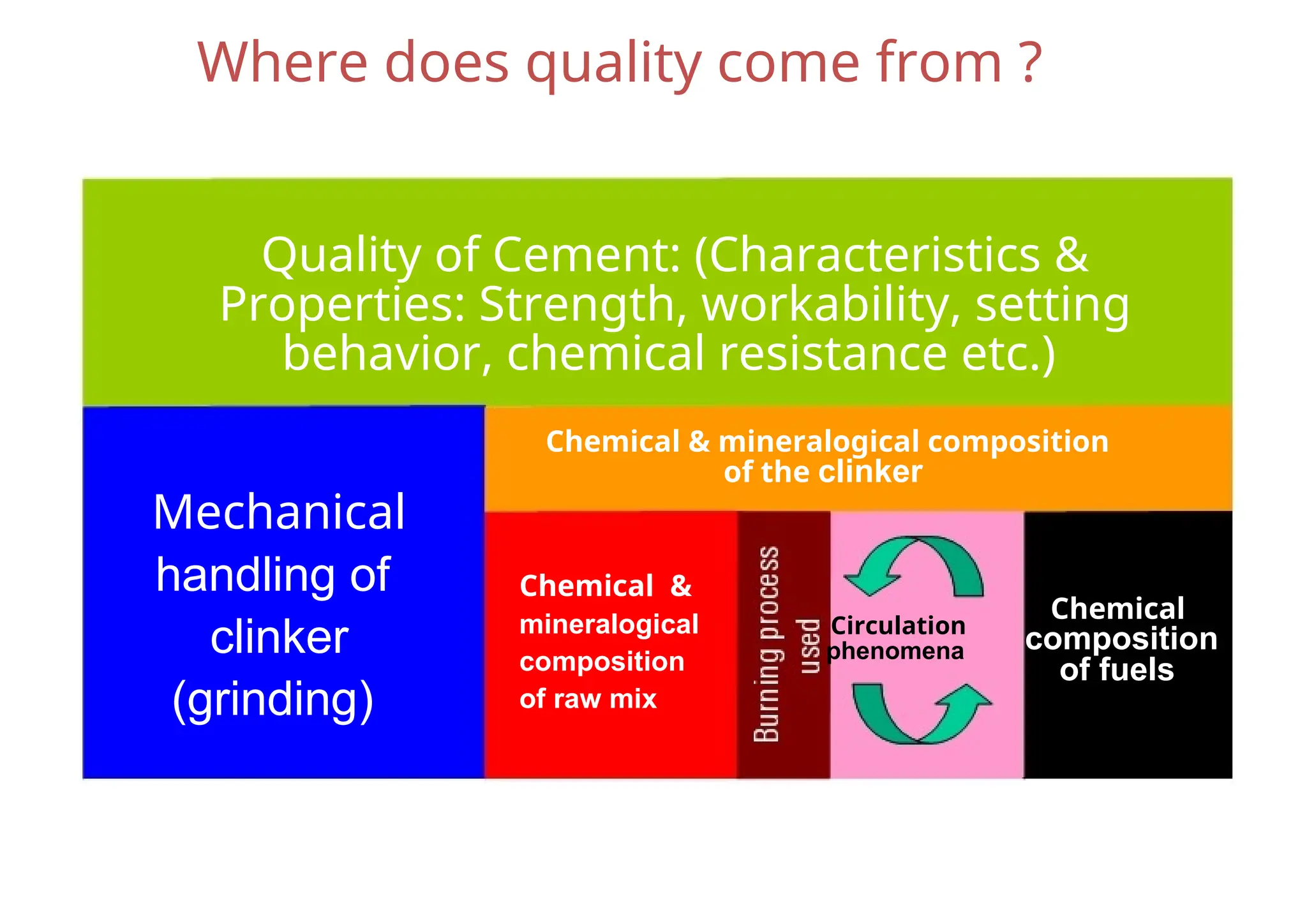
Where does qualitycome from ?
Quality of Cement: (Characteristics &
Properties: Strength, workability, setting
behavior, chemical resistance etc.)
Chemical & mineralogical composition
of the clinker
Mechanical
handling of
clinker
(grinding)
Chemical &
mineralogical
composition
of raw mix
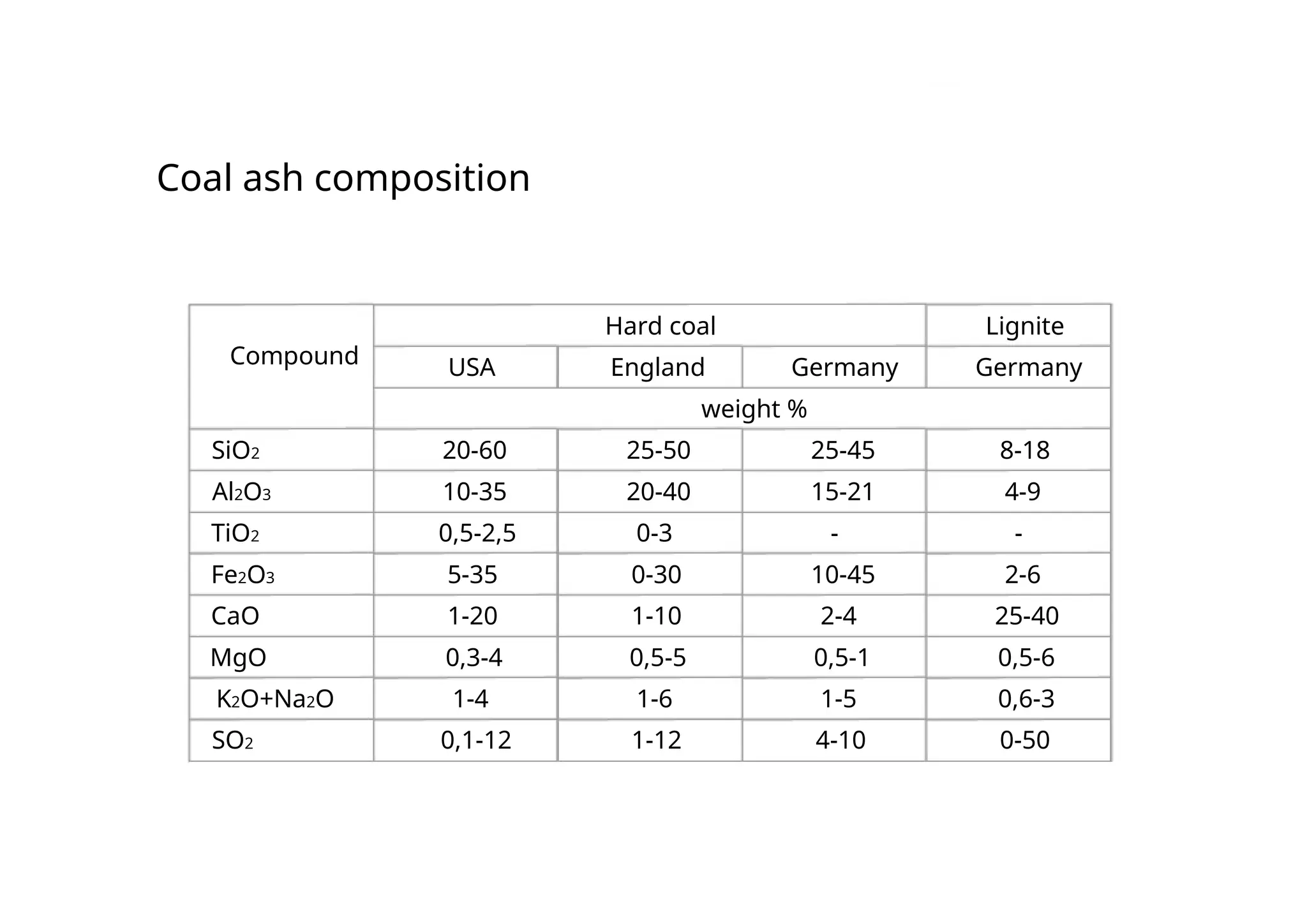
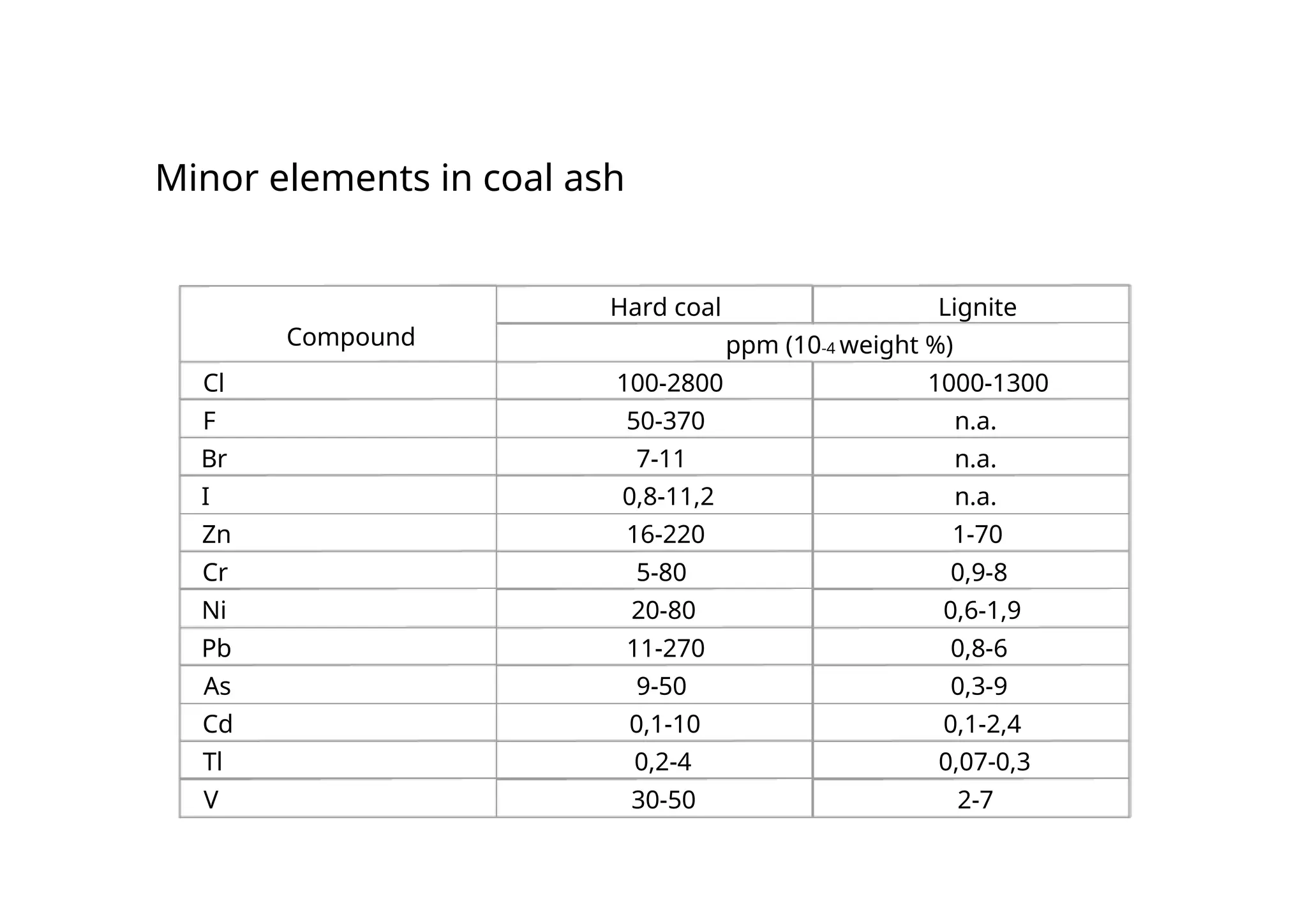
Chemical
composition
of fuels
Circulation
phenomena
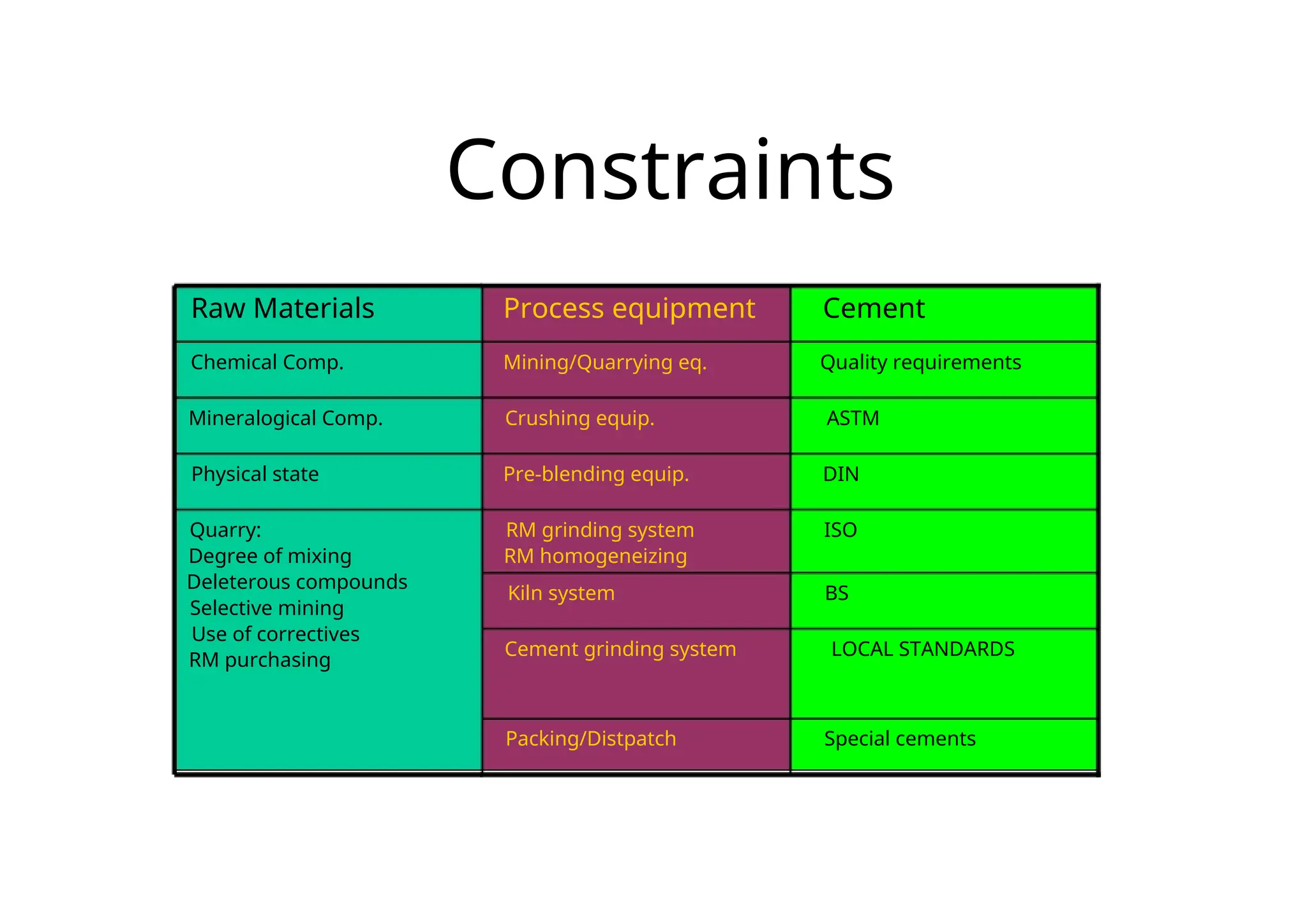
Constraints
Raw Materials Processequipment Cement
Chemical Comp. Mining/Quarrying eq. Quality requirements
Mineralogical Comp. Crushing equip. ASTM
Physical state Pre-blending equip. DIN
Quarry: RM grinding system ISO
Degree of mixing RM homogeneizing
Deleterous compounds
Kiln system BS
Selective mining
Use of correctives
Cement grinding system LOCAL STANDARDS
RM purchasing
Packing/Distpatch Special cements
12.
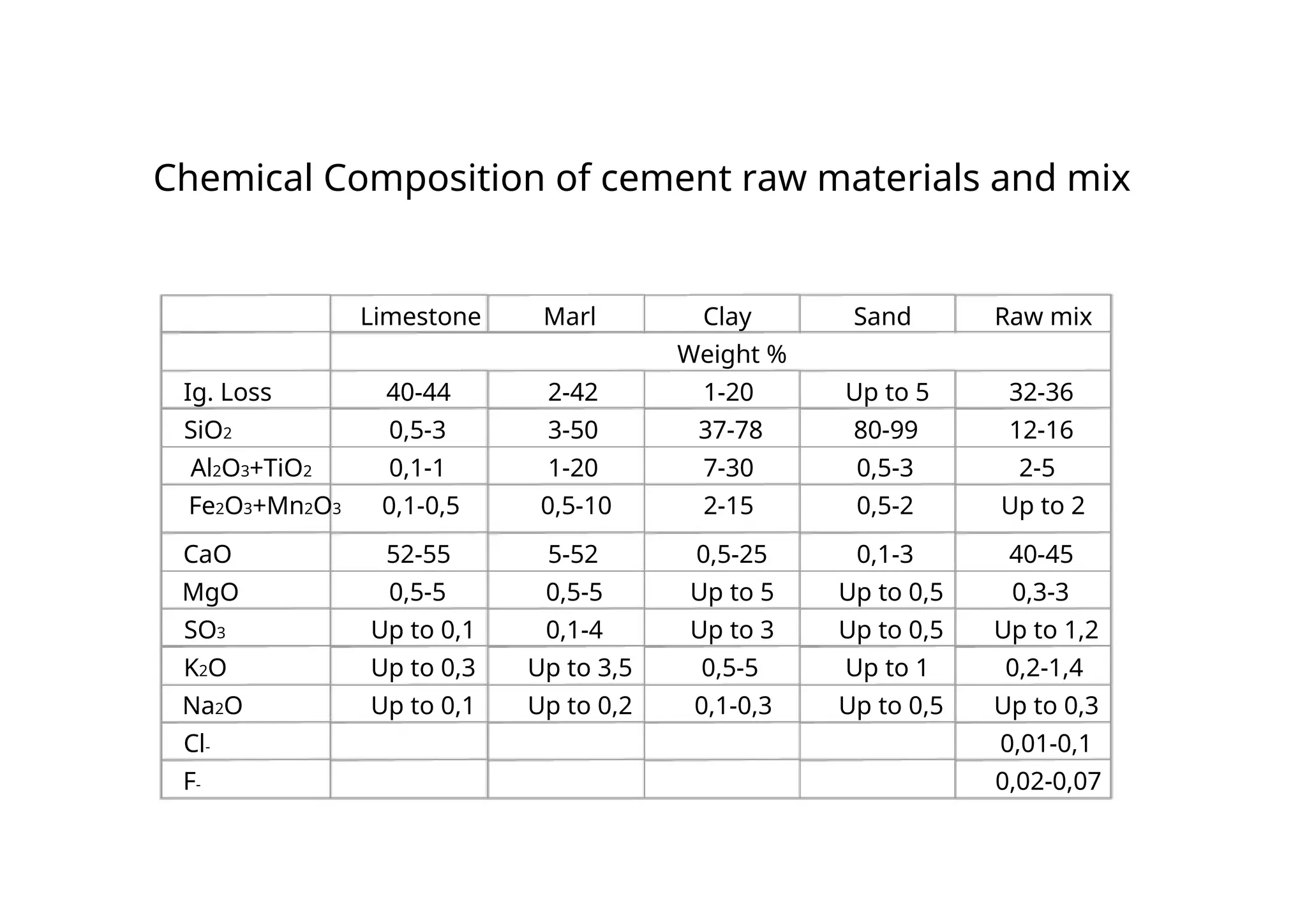
Chemical Composition ofcement raw materials and mix
Limestone Marl Clay Sand Raw mix
Weight %
Ig. Loss 40-44 2-42 1-20 Up to 5 32-36
SiO2 0,5-3 3-50 37-78 80-99 12-16
Al2O3+TiO2 0,1-1 1-20 7-30 0,5-3 2-5
Fe2O3+Mn2O3 0,1-0,5 0,5-10 2-15 0,5-2 Up to 2
CaO 52-55 5-52 0,5-25 0,1-3 40-45
MgO 0,5-5 0,5-5 Up to 5 Up to 0,5 0,3-3
SO3 Up to 0,1 0,1-4 Up to 3 Up to 0,5 Up to 1,2
K2O Up to 0,3 Up to 3,5 0,5-5 Up to 1 0,2-1,4
Na2O Up to 0,1 Up to 0,2 0,1-0,3 Up to 0,5 Up to 0,3
Cl- 0,01-0,1
F- 0,02-0,07
13.
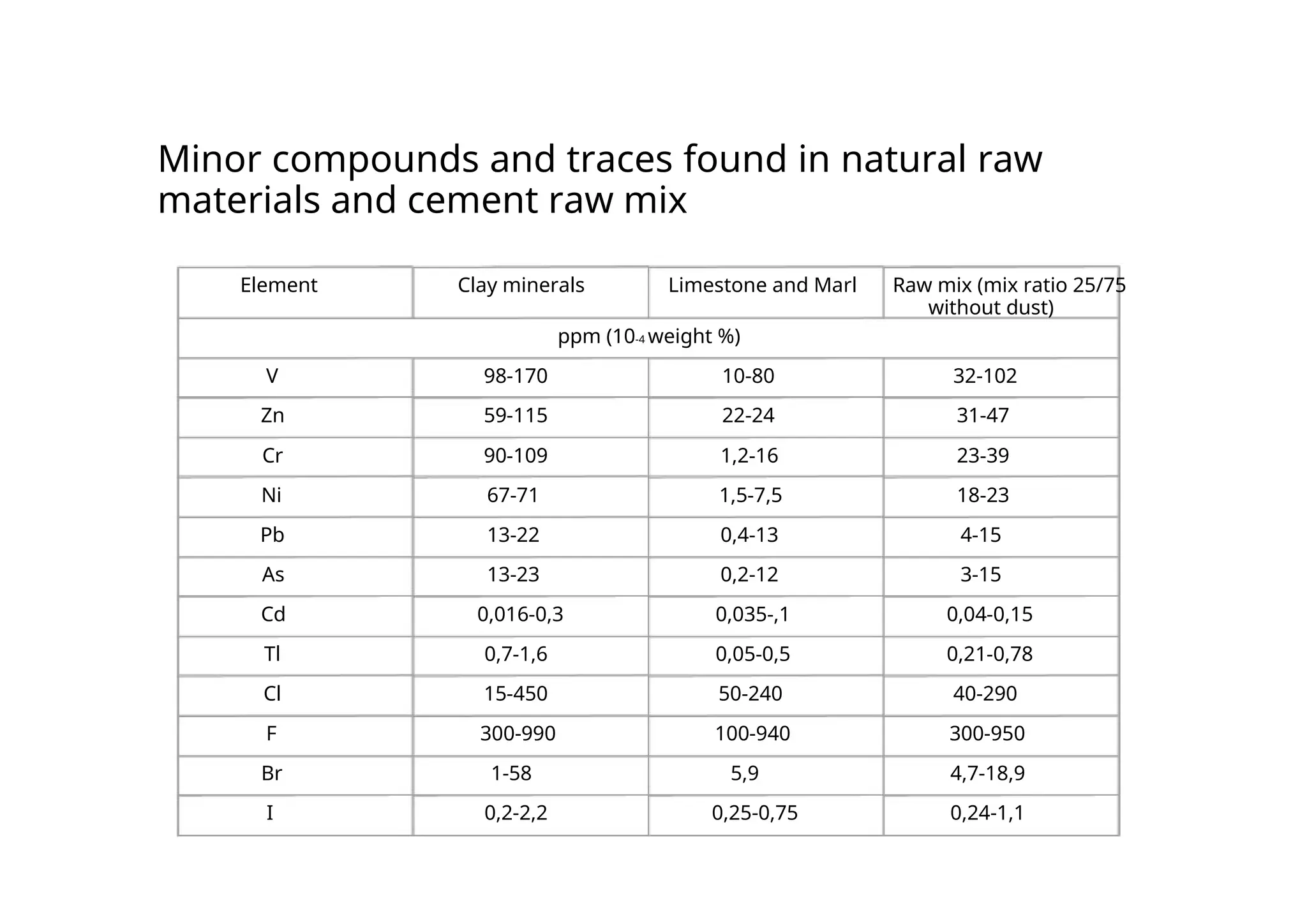
Minor compounds andtraces found in natural raw
materials and cement raw mix
Element Clay minerals Limestone and Marl Raw mix (mix ratio 25/75
without dust)
ppm (10-4 weight %)
V 98-170 10-80 32-102
Zn 59-115 22-24 31-47
Cr 90-109 1,2-16 23-39
Ni 67-71 1,5-7,5 18-23
Pb 13-22 0,4-13 4-15
As 13-23 0,2-12 3-15
Cd 0,016-0,3 0,035-,1 0,04-0,15
Tl 0,7-1,6 0,05-0,5 0,21-0,78
Cl 15-450 50-240 40-290
F 300-990 100-940 300-950
Br 1-58 5,9 4,7-18,9
I 0,2-2,2 0,25-0,75 0,24-1,1
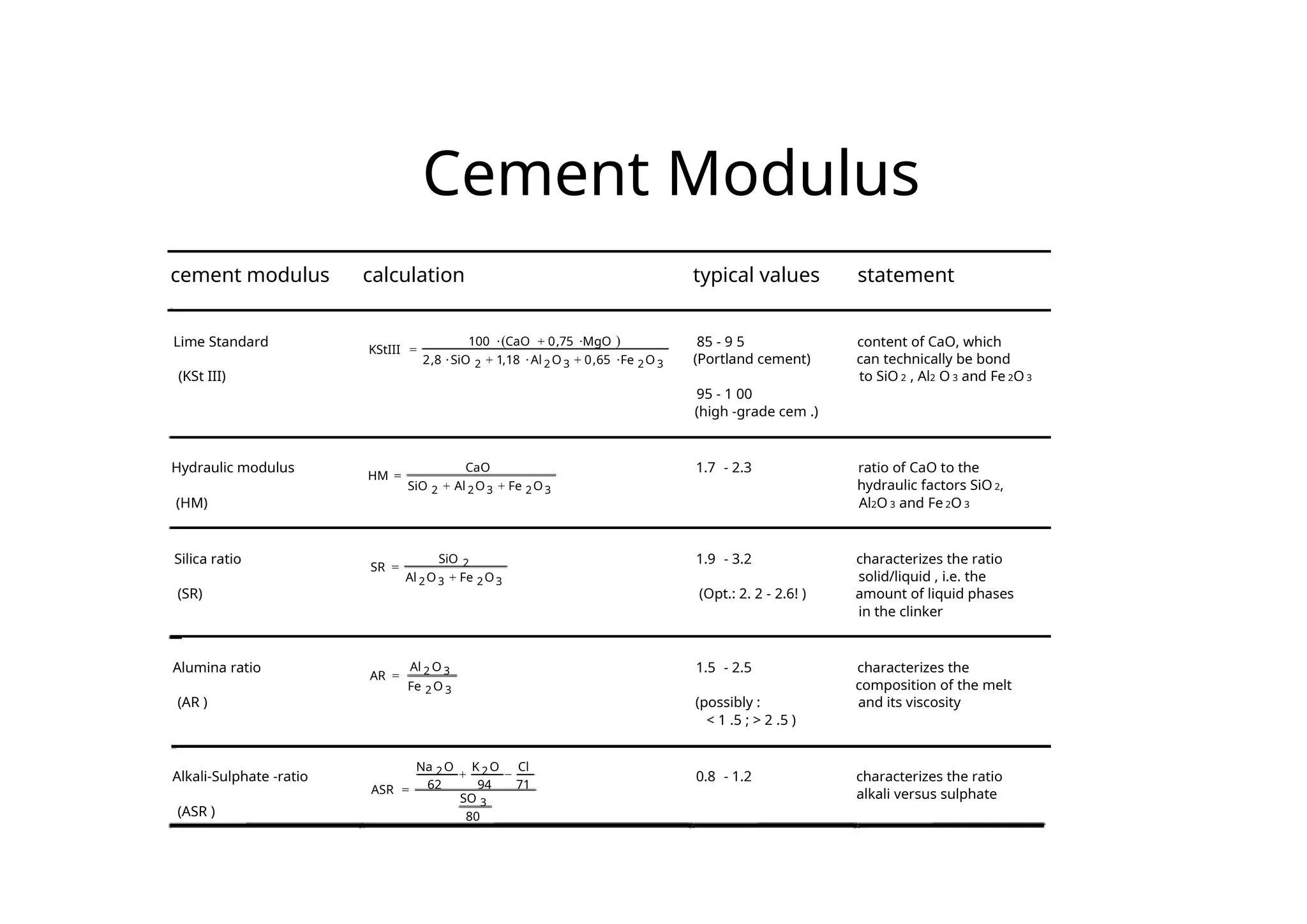
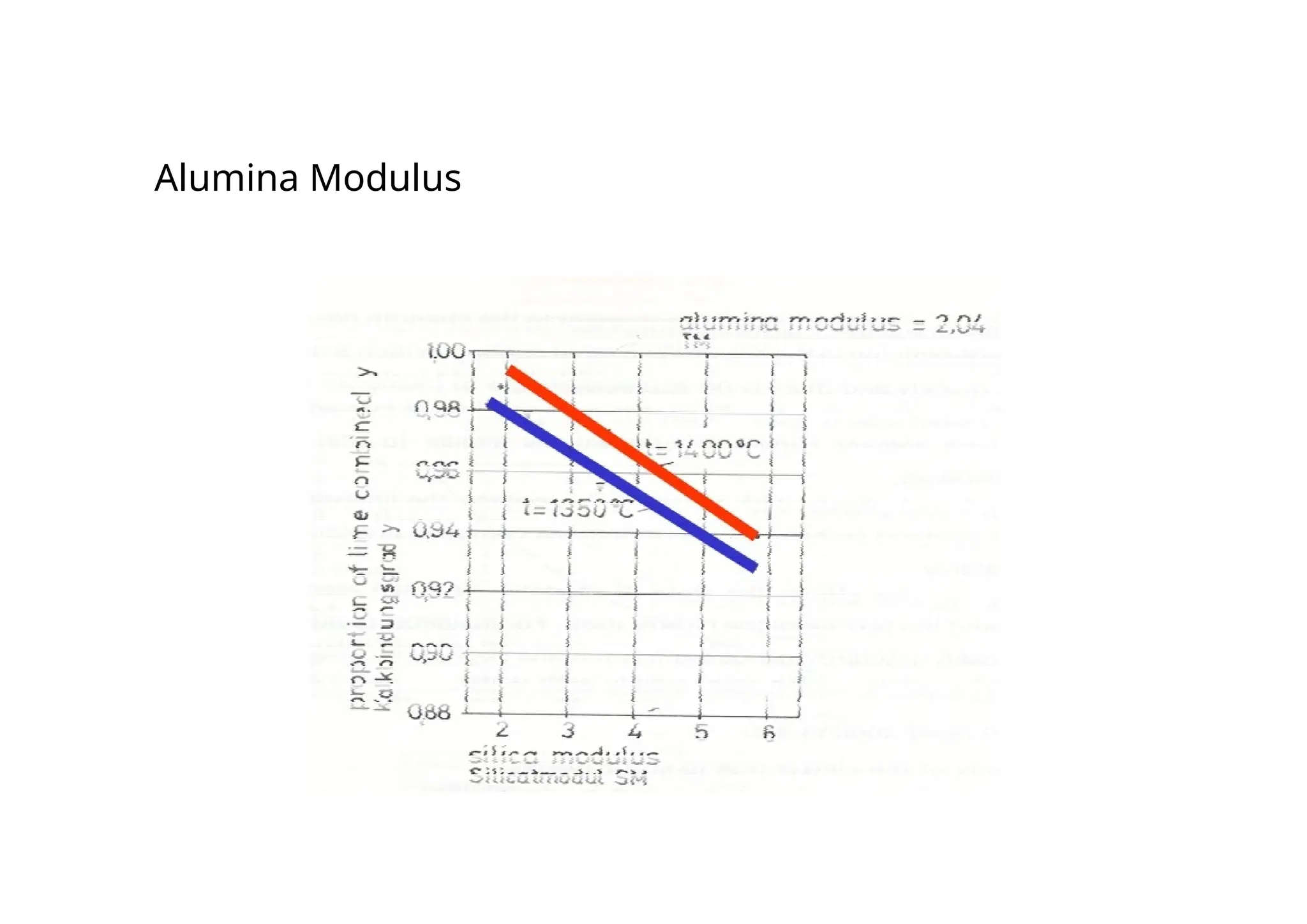
Cement Modulus
cement moduluscalculation typical values statement
Lime Standard 100 ⋅(CaO + 0,75 ⋅MgO ) 85 - 9 5 content of CaO, which
KStIII =
2,8 ⋅SiO 2 + 1,18 ⋅Al 2 O3 + 0,65 ⋅Fe 2O 3 (Portland cement) can technically be bond
(KSt III) to SiO 2 , Al2 O 3 and Fe 2O 3
95 - 1 00
(high -grade cem .)
Hydraulic modulus CaO 1.7 - 2.3 ratio of CaO to the
HM =
SiO 2 + Al 2O3 + Fe 2O3 hydraulic factors SiO 2,
(HM) Al2O 3 and Fe 2O 3
Silica ratio SiO 2 1.9 - 3.2 characterizes the ratio
SR =
Al 2O 3 + Fe 2O3 solid/liquid , i.e. the
(SR) (Opt.: 2. 2 - 2.6! ) amount of liquid phases
in the clinker
Alumina ratio Al 2 O 3 1.5 - 2.5 characterizes the
AR =
Fe 2 O 3 composition of the melt
(AR ) (possibly : and its viscosity
< 1 .5 ; > 2 .5 )
Na 2 O K 2 O Cl
Alkali-Sulphate -ratio + − 0.8 - 1.2 characterizes the ratio
62 94 71
ASR =
SO alkali versus sulphate
3
(ASR ) 80
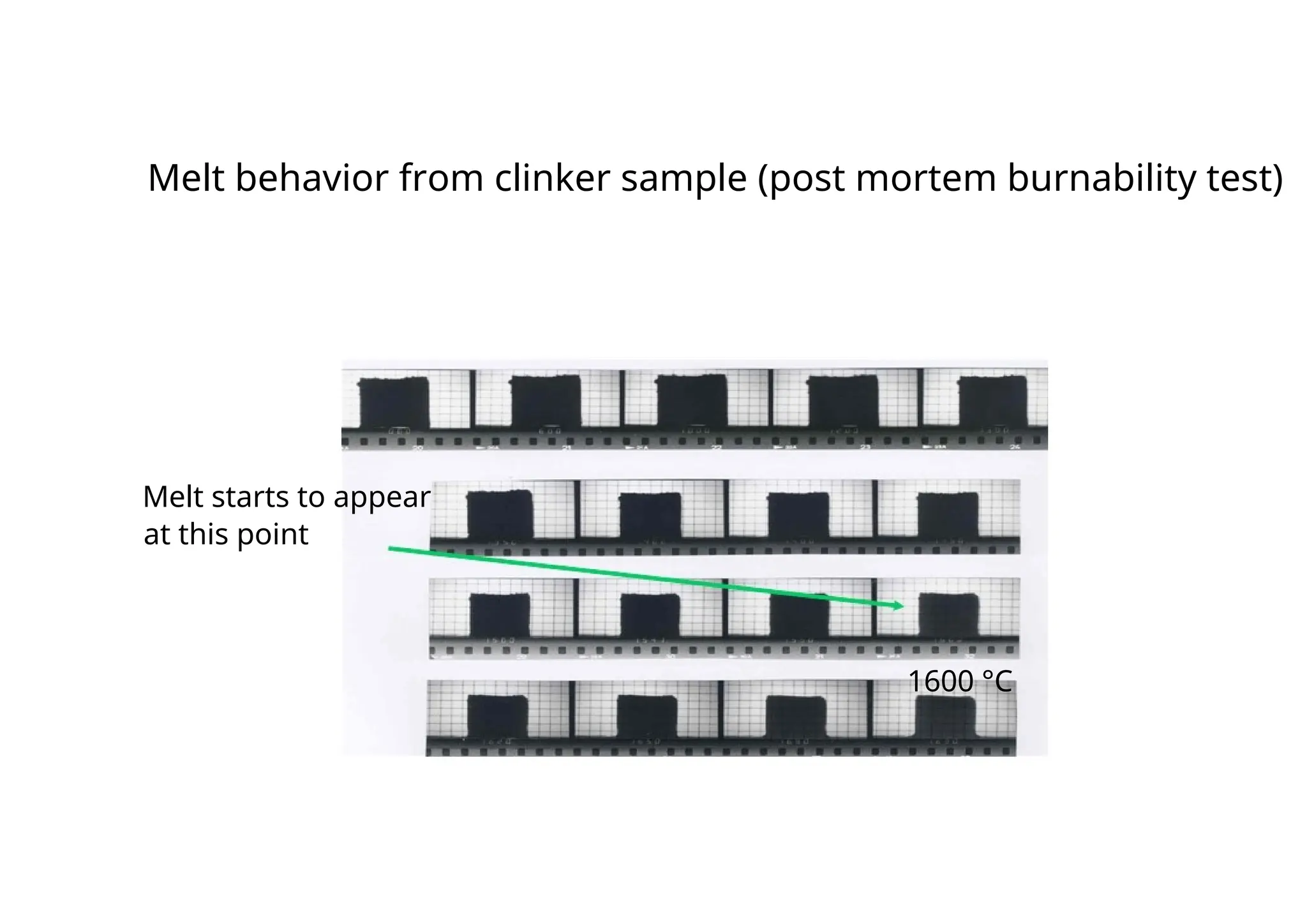
Melt behavior fromclinker sample (post mortem burnability test)
Melt starts to appear
at this point
1600 °C
1620
26.
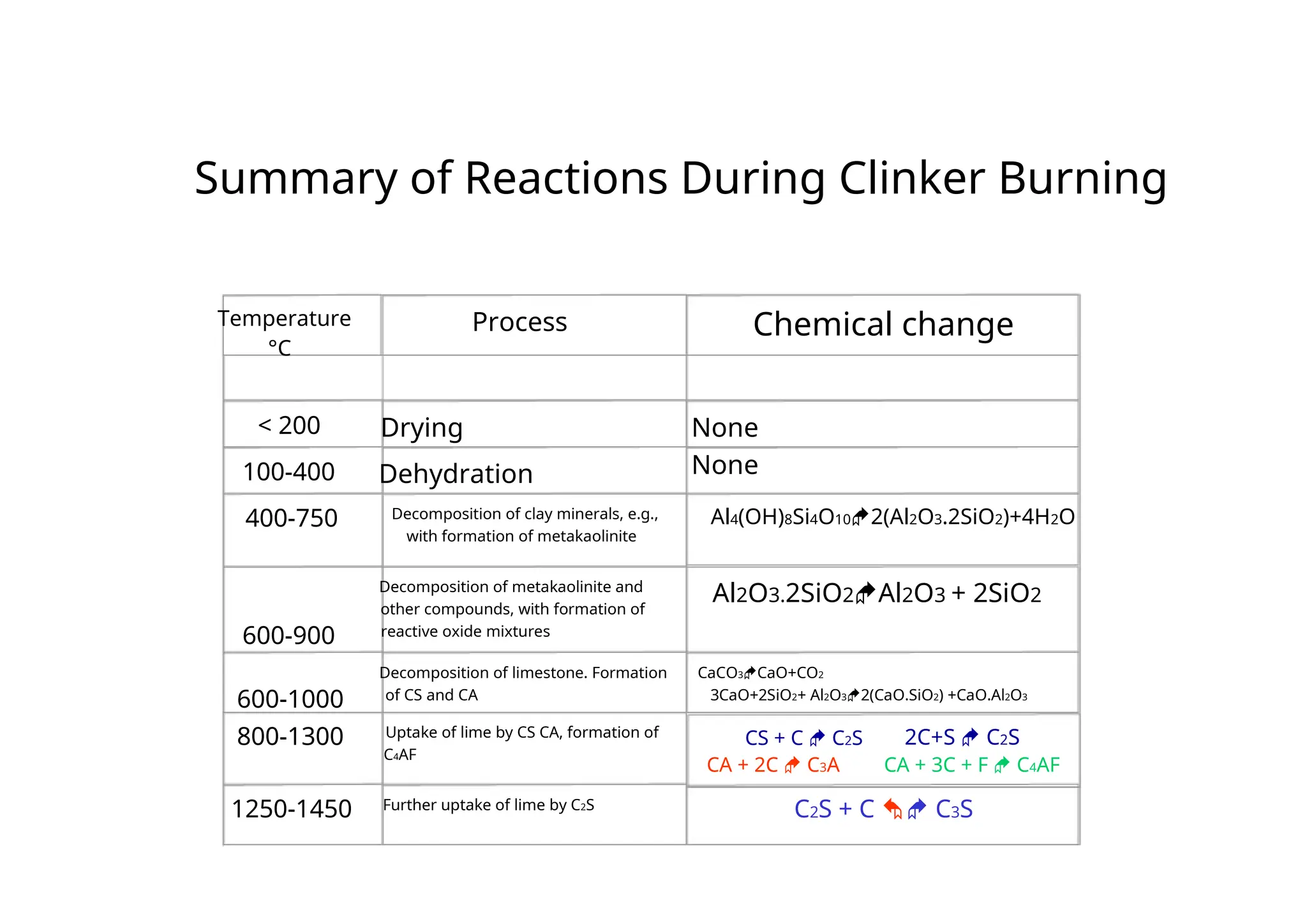
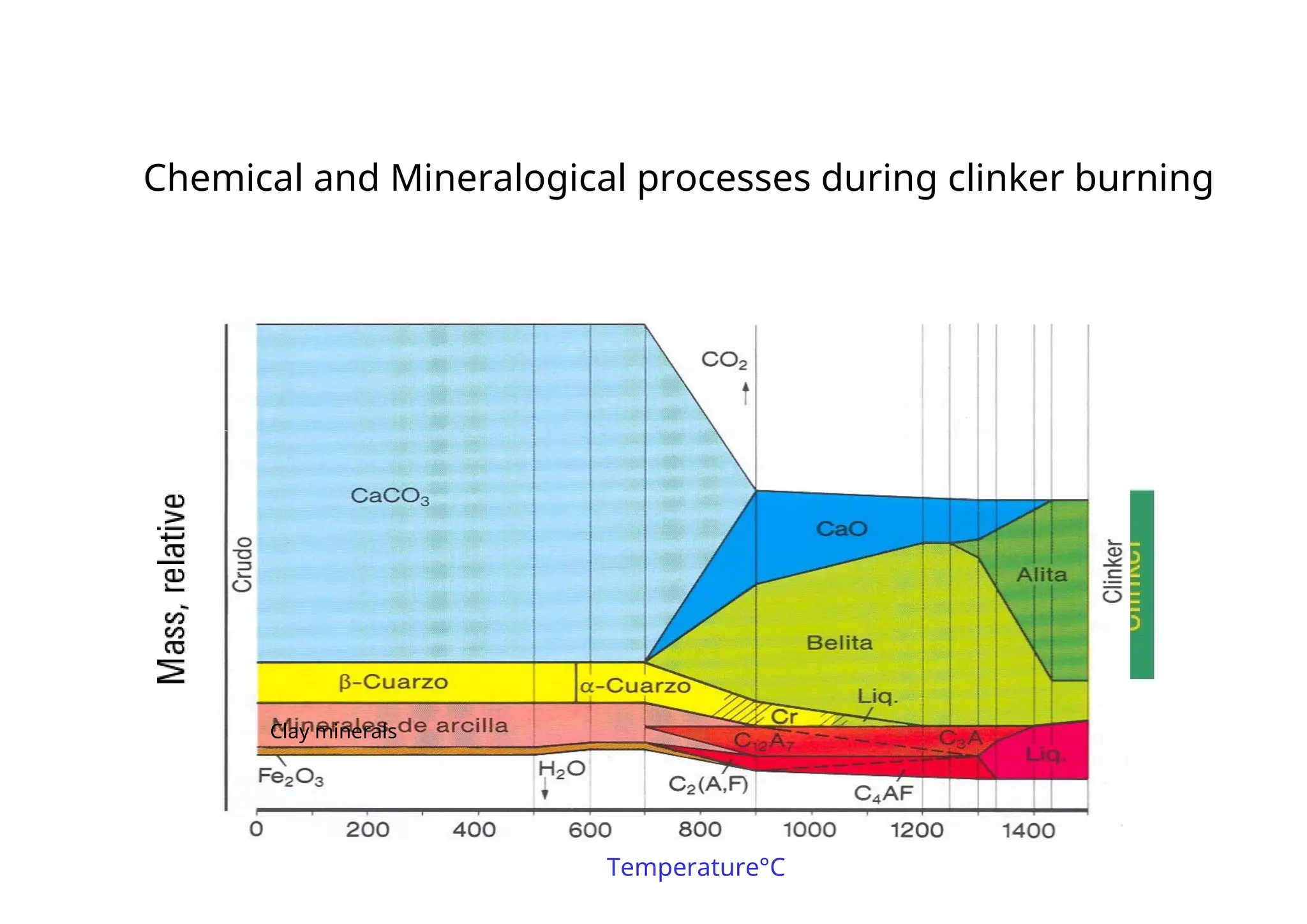
Summary of ReactionsDuring Clinker Burning
Temperature Process Chemical change
°C
< 200 Drying None
None
100-400 Dehydration
Decomposition of clay minerals, e.g.,
400-750 Al4(OH)8Si4O102(Al2O3.2SiO2)+4H2O
with formation of metakaolinite
Decomposition of metakaolinite and
Al2O3.2SiO2Al2O3 + 2SiO2
other compounds, with formation of
reactive oxide mixtures
600-900
Decomposition of limestone. Formation CaCO3CaO+CO2
of CS and CA 3CaO+2SiO2+ Al2O32(CaO.SiO2) +CaO.Al2O3
600-1000
Uptake of lime by CS CA, formation of
800-1300 CS + C C2S 2C+S C2S
C4AF
CA + 2C C3A CA + 3C + F C4AF
Further uptake of lime by C2S
1250-1450 C2S + C C3S
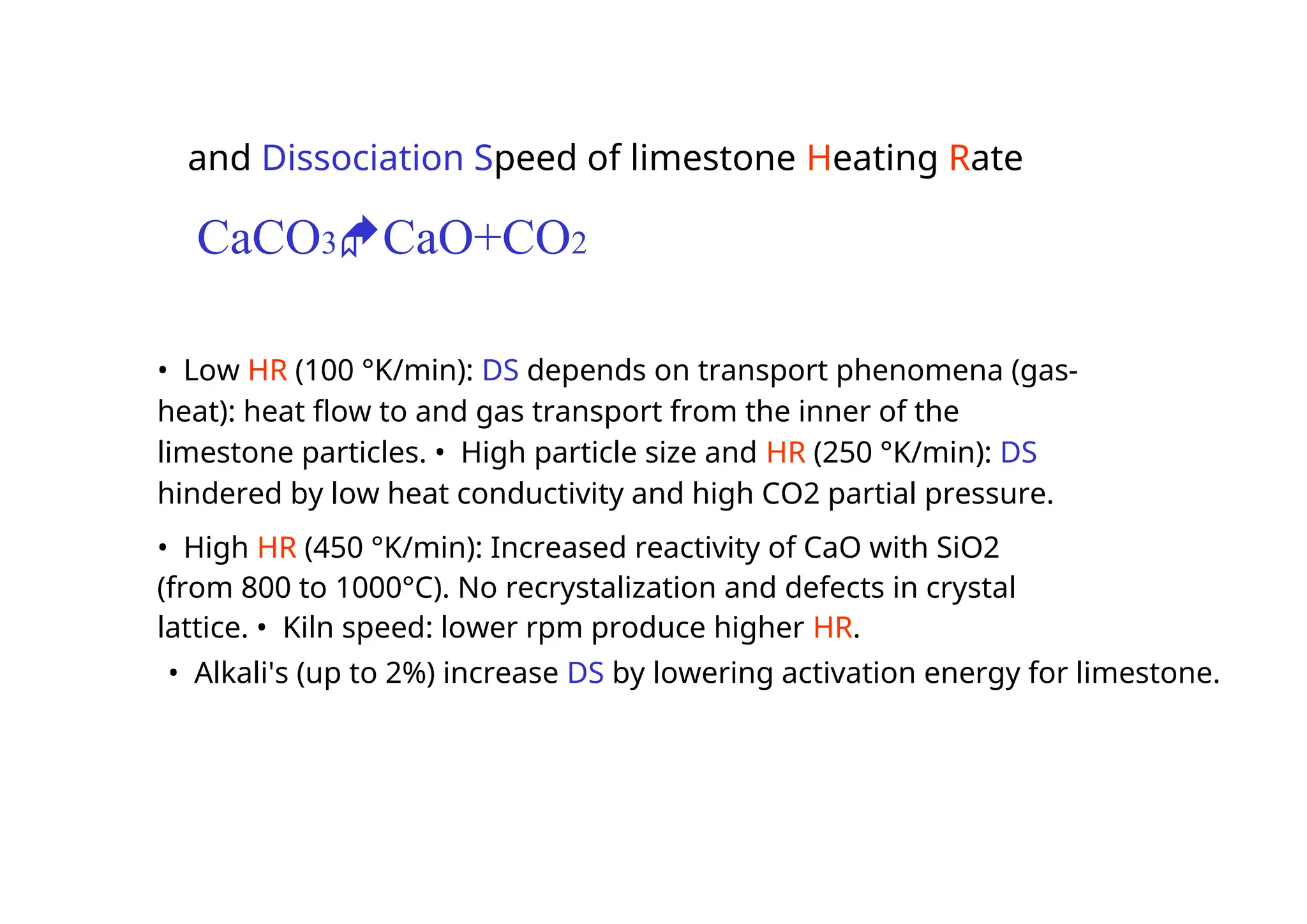
and Dissociation Speedof limestone Heating Rate
CaCO3CaO+CO2
• Low HR (100 °K/min): DS depends on transport phenomena (gas-
heat): heat flow to and gas transport from the inner of the
limestone particles. • High particle size and HR (250 °K/min): DS
hindered by low heat conductivity and high CO2 partial pressure.
• High HR (450 °K/min): Increased reactivity of CaO with SiO2
(from 800 to 1000°C). No recrystalization and defects in crystal
lattice. • Kiln speed: lower rpm produce higher HR.
• Alkali's (up to 2%) increase DS by lowering activation energy for limestone.
29.
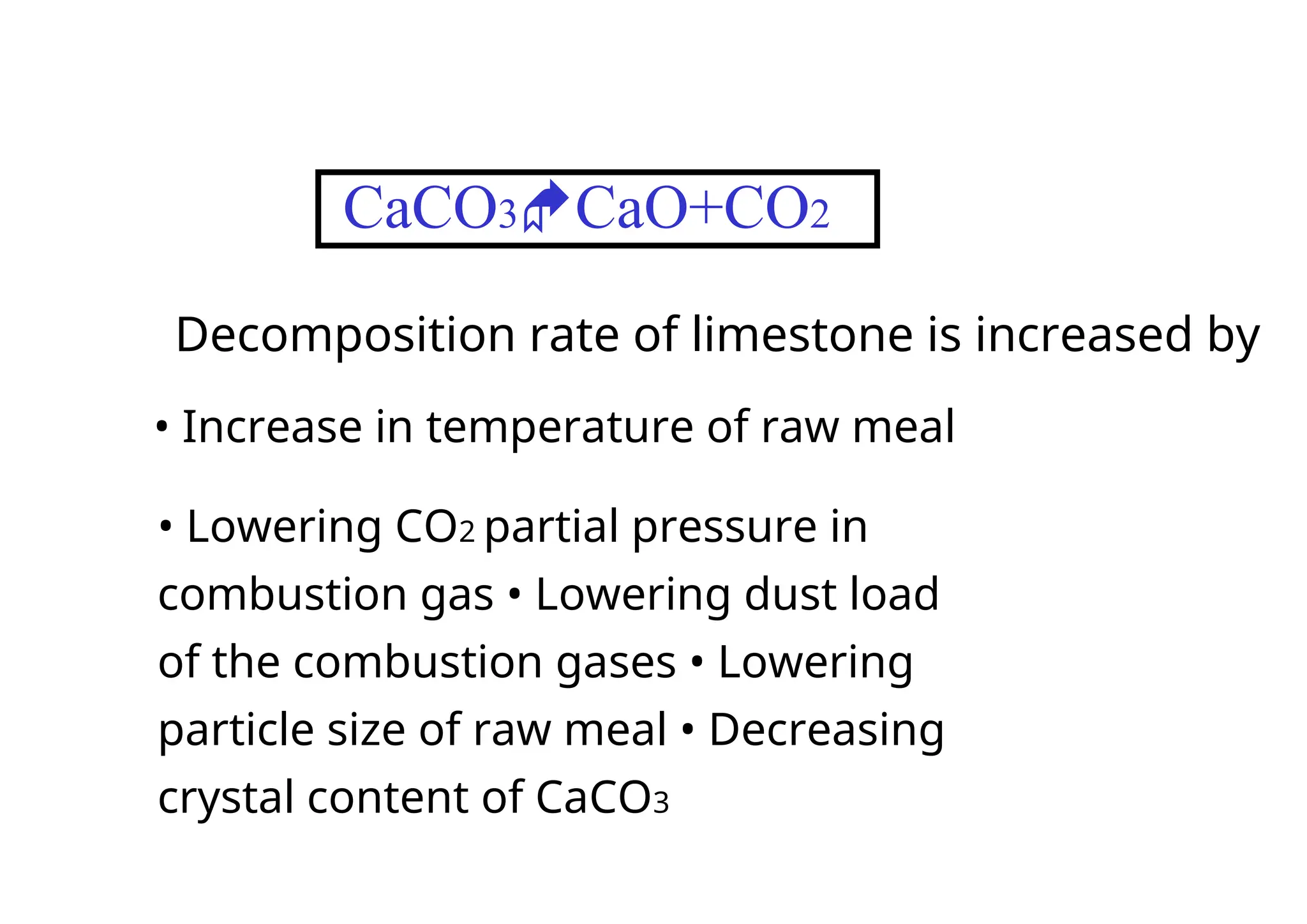
CaCO3CaO+CO2
Decomposition rate oflimestone is increased by
• Increase in temperature of raw meal
• Lowering CO2 partial pressure in
combustion gas • Lowering dust load
of the combustion gases • Lowering
particle size of raw meal • Decreasing
crystal content of CaCO3
30.
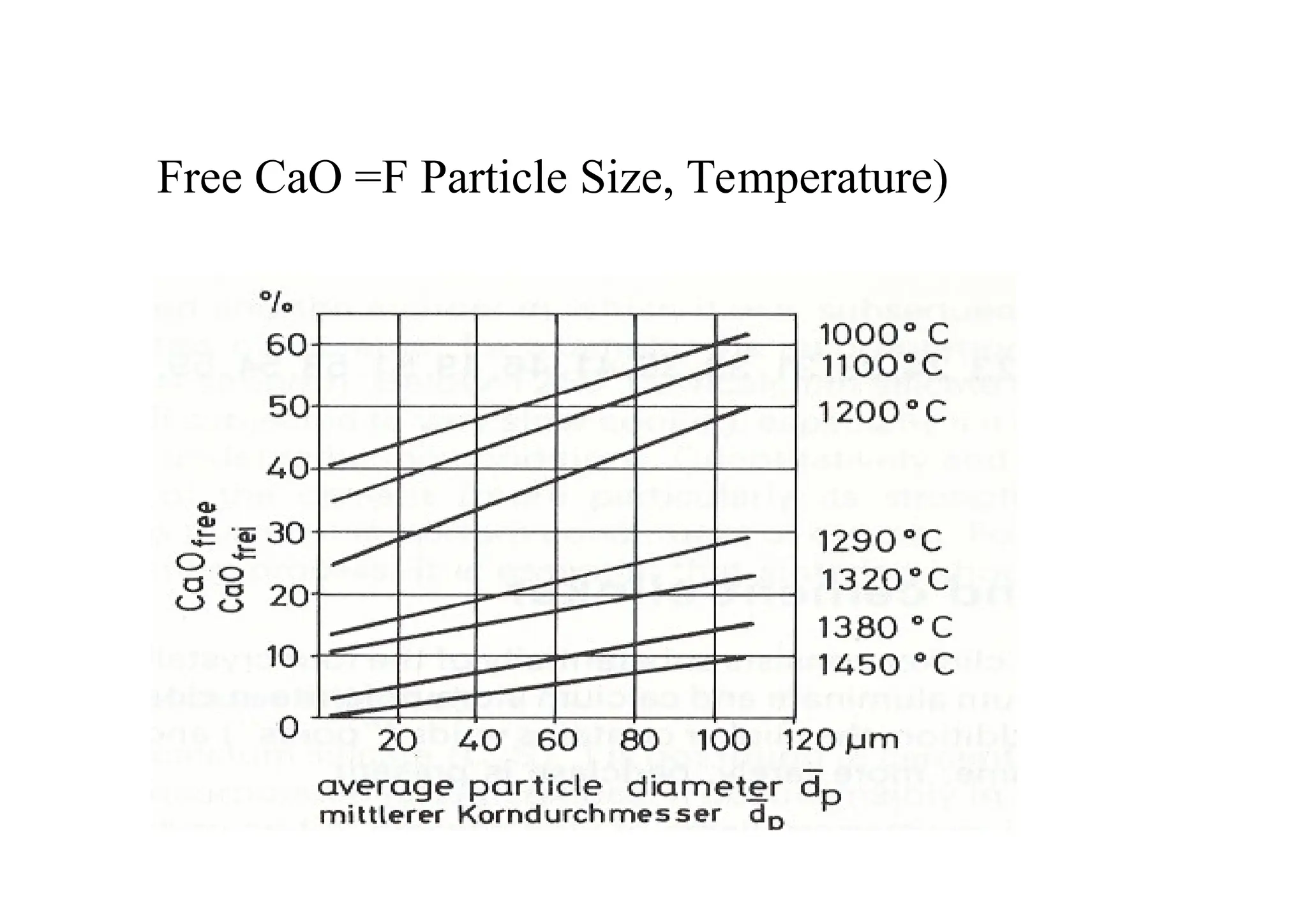
Sintering
(Reactions with liquidphase) • Starts at 900-1000 °C
(calcium silicates and aluminates. No C3S formation)
• Free CaO starts decreasing at above 1250 °C (as melts
appear and C3S formation accelerates).
• Viscosity of melt affected by circulation phenomena
(low melting point compounds) and AR.
• Reversion from C3S to C2S can occur at isothermal
conditions. C3S C2S + C
31.
Sintering Temperature
• At1250 °C: mostly C2S forms • Below 1450 °C:
C3S formation too slow. • Reversion from C3S to
C2S possible • Above 1450 °C: quantity of melt
increases, viscosity decreases. Sintering reaction
rate increases.
• Above 1500 °C: cost/benefit too high.
32.
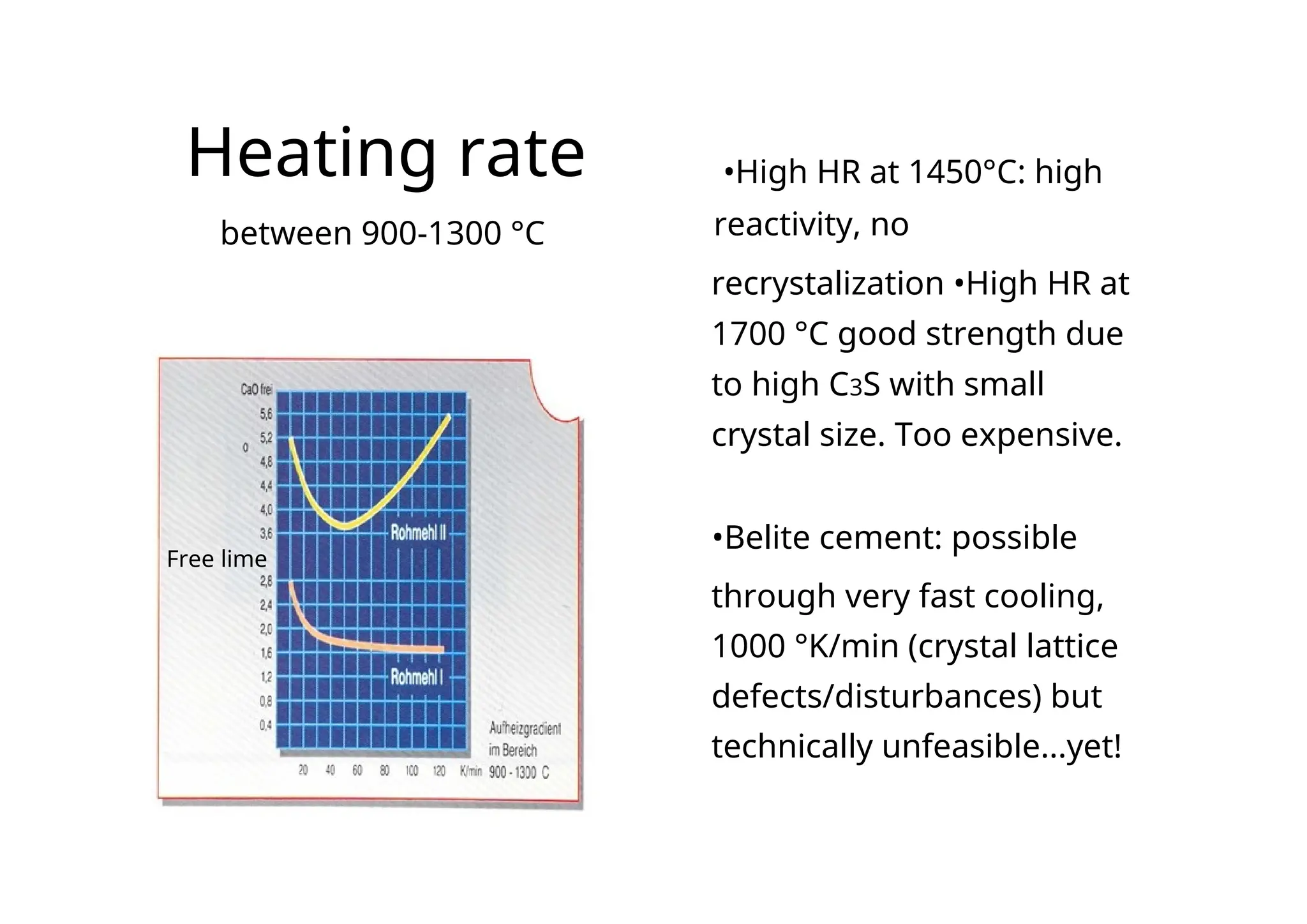
Heating rate •HighHR at 1450°C: high
reactivity, no
between 900-1300 °C
recrystalization •High HR at
1700 °C good strength due
to high C3S with small
crystal size. Too expensive.
•Belite cement: possible
Free lime
through very fast cooling,
1000 °K/min (crystal lattice
defects/disturbances) but
technically unfeasible...yet!
33.
Alite formation isreversible
Belite + CaO Alite
Reaction equilibrioum is shifted by:
• Temperature changes (+R;-L)
• Change in quantity of melt ((+R; -L)
• Change in melt viscosity (+L; -R)
• Change in heating velocity (1200-1450 °C) (+R; -L)
• Clinker cooling rate (1450-1200) (+eq. “Freezes” -L)
• Length of time kept at isothermal conditions (above 1350°C) (+L; -
R)
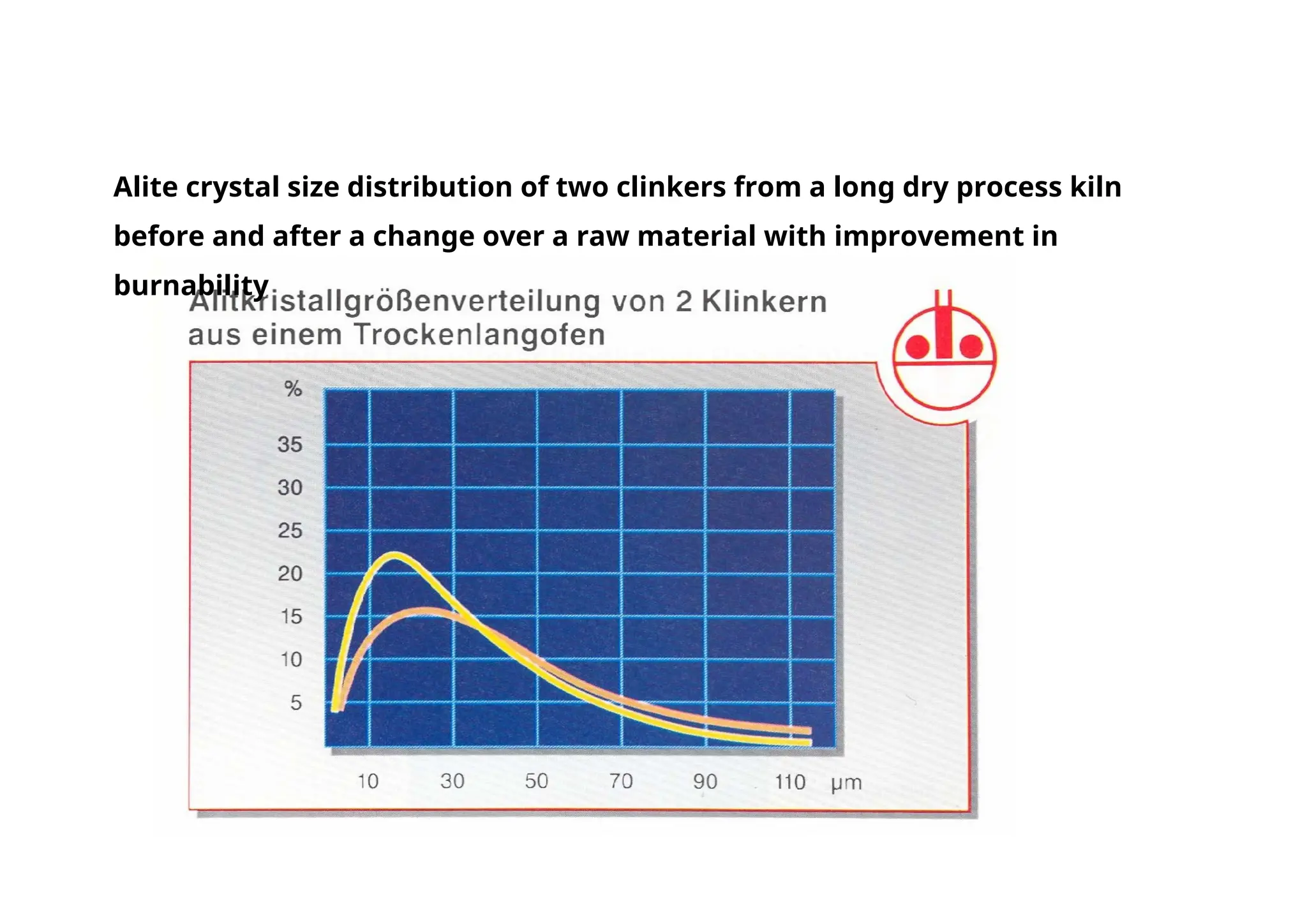
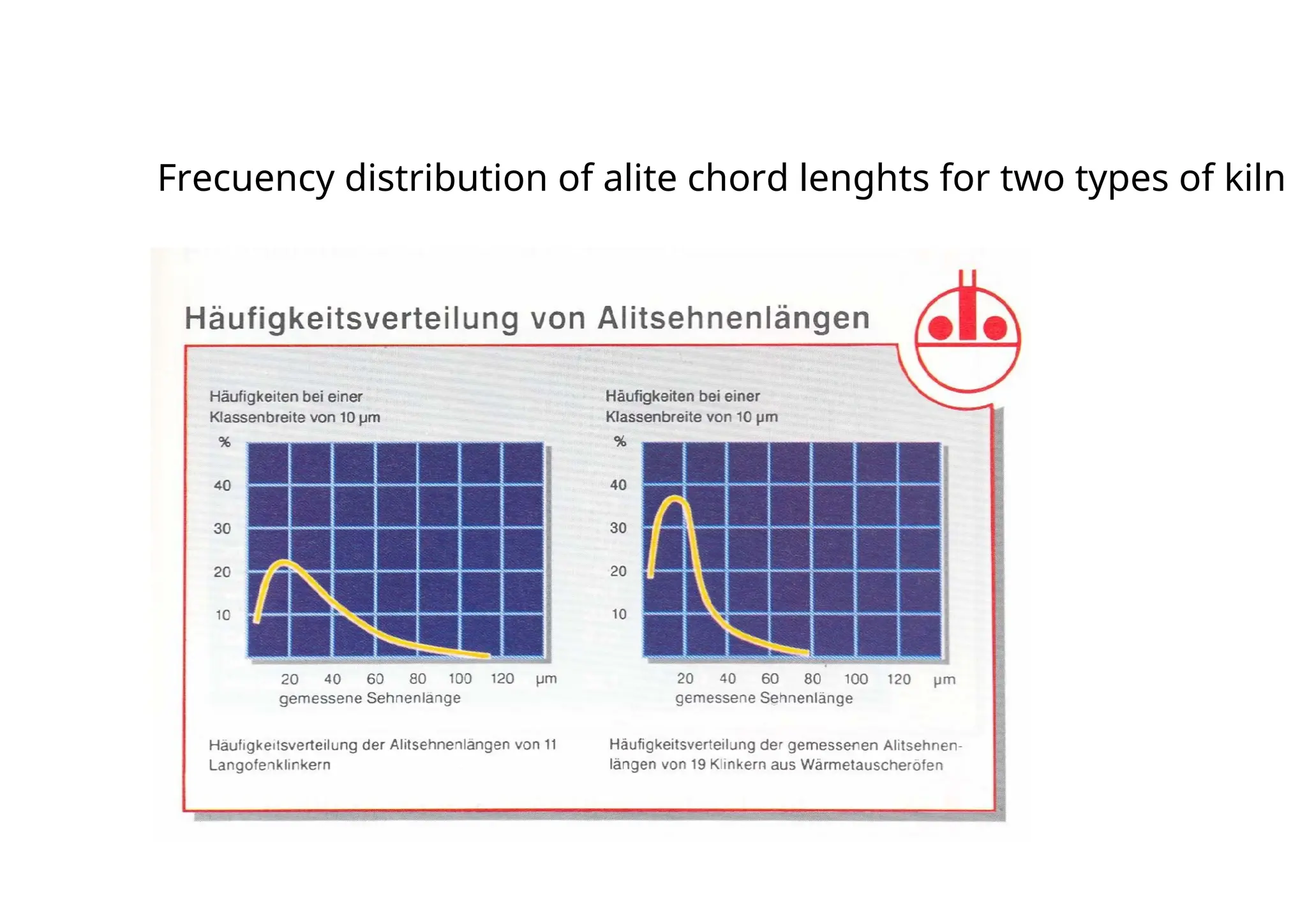
Alite crystal sizedistribution of two clinkers from a long dry process kiln
before and after a change over a raw material with improvement in
burnability
45.
Fluxes
Lower melting temperatureEffects on quality
and melt viscosity • (-) Sett. time
• (+)Strenght (Cr)
•Heavy metals (Ba, Sr, Ce,
• (+)Grindability
Cr, P,Ti, Zn) act as fluxes at up
to 3% Wt. (V2O5,Cr2O3, BaO)
at 0,5% wt.
•They must bind with
clinker to be active.
46.
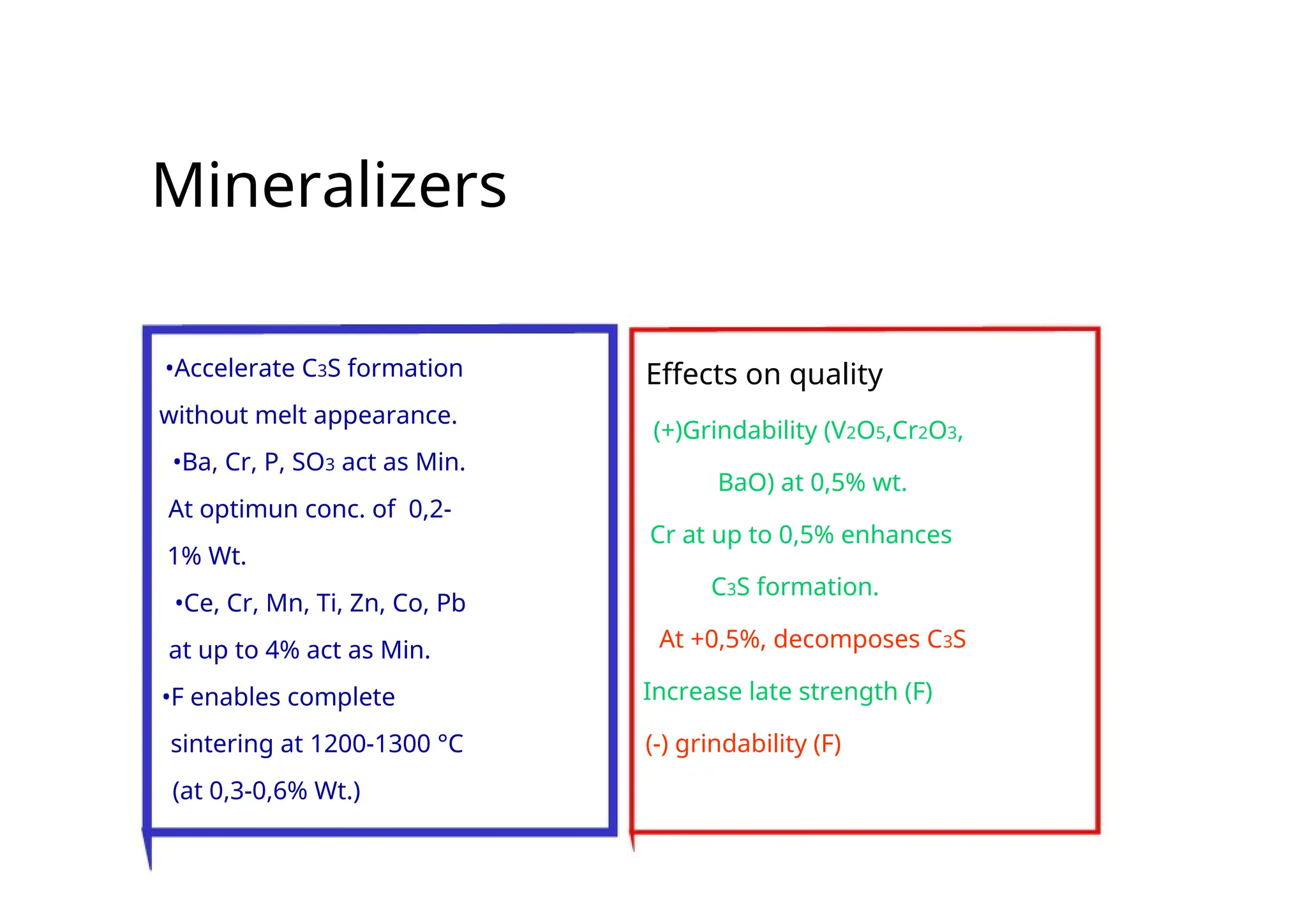
Mineralizers
•Accelerate C3S formationEffects on quality
without melt appearance.
(+)Grindability (V2O5,Cr2O3,
•Ba, Cr, P, SO3 act as Min.
BaO) at 0,5% wt.
At optimun conc. of 0,2-
Cr at up to 0,5% enhances
1% Wt.
C3S formation.
•Ce, Cr, Mn, Ti, Zn, Co, Pb
At +0,5%, decomposes C3S
at up to 4% act as Min.
Increase late strength (F)
•F enables complete
sintering at 1200-1300 °C (-) grindability (F)
(at 0,3-0,6% Wt.)
47.
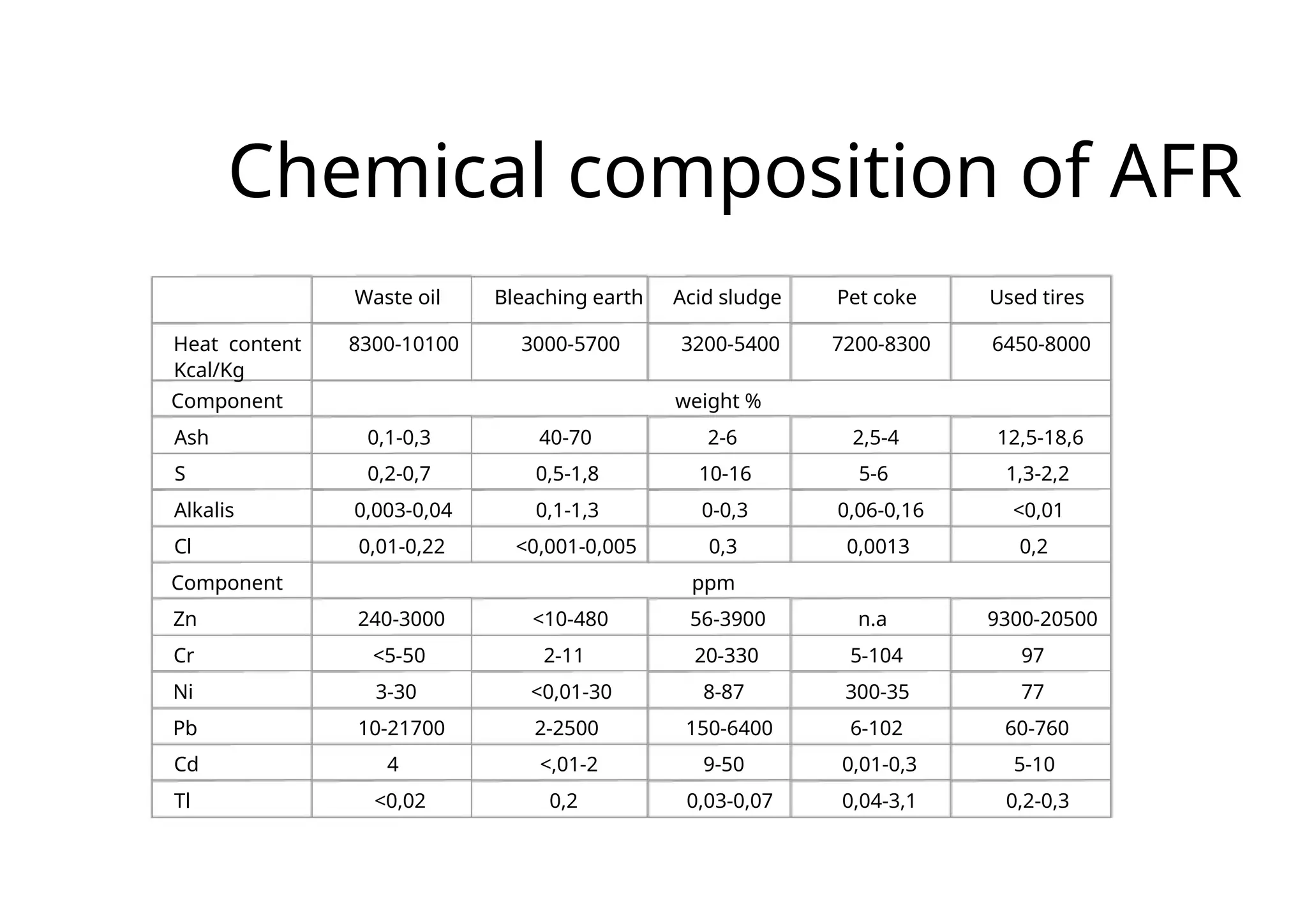
AFRS May ContainFluxing and
Mineralizing Compounds in
Dangerous Concentrations !!!!
In summary
We cannot go further into the many details of clinker burning in this
brief overview. But we already know that clinker burning is a very
complex process, which must be thoroughly understood for each
particular system, as every production arrangement is
characterized by its own “constellation of variables”. Although some
generalizations can be made, it is fundamental to assess the
relative importance or “weight” of the individual factors
generating an effect or combination of outcomes upon the
refractory materials.
Only this basic understanding may enable us to look at the questions
concerning refractory materials from a rational perspective. This
includes proper selection, which means matching specific products
with specific requirements at different parts of the system. But it
also means the development of engineering concepts and
installation methods for the refractory materials to be suited to
the desired optimisation of the system.
56.
Refractory Selection Criteria
•Refractory must be suited to particular requirement of
the system •Phenomena within the system must be
understood clearly
•Zones must be clearly defined and monitored along time as
conditions in a cement plant always change
•Customer usually has more knowledge of the relevant
operating conditions of their systems
•Refractory supplier usually has more experience with the
application of refractory products to particular cases...many
cases...thousand of systems.
Best achieved by close cooperation between
cement producer- Refractory
supplier