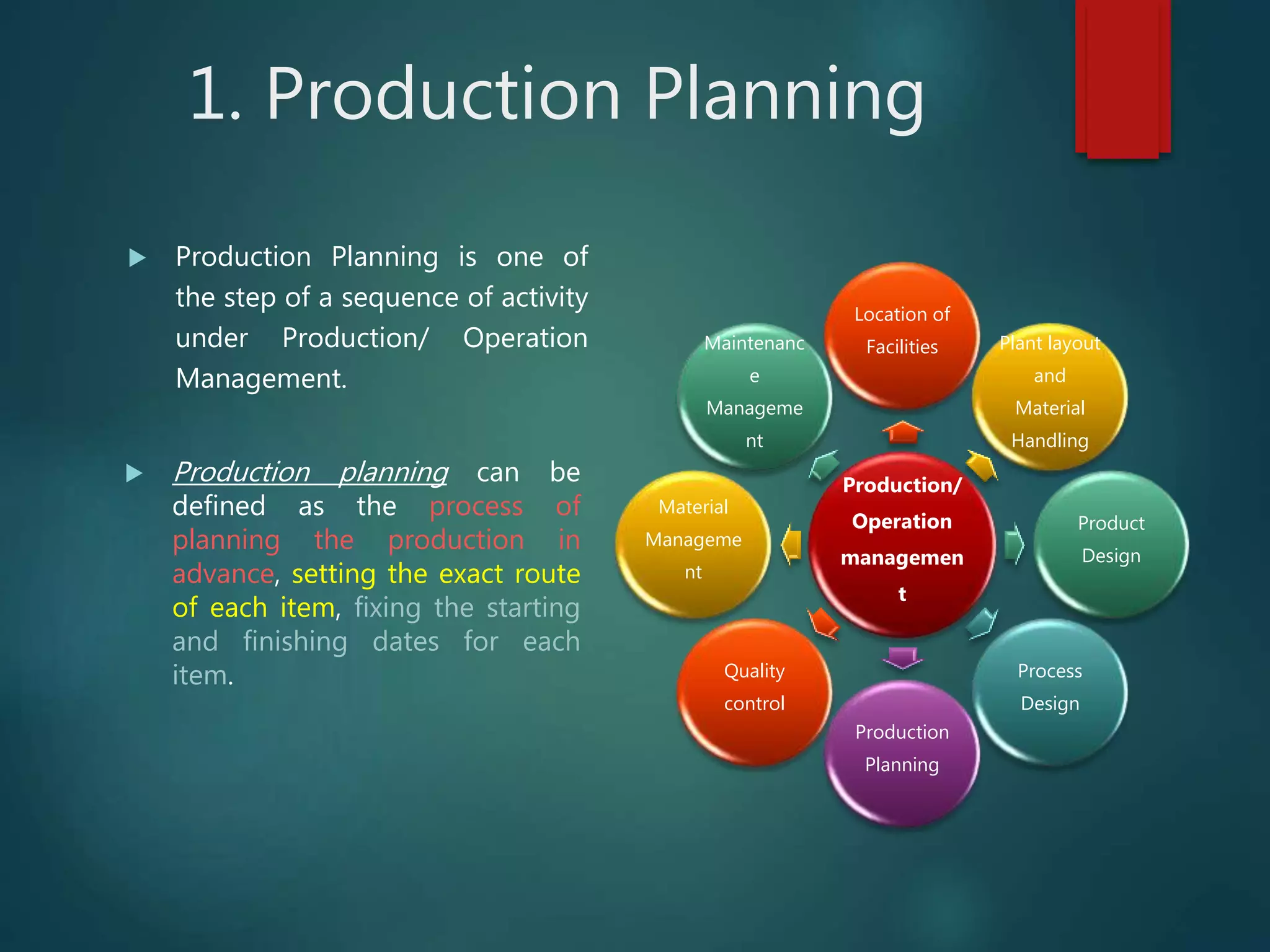
The document discusses various aspects of production planning including planning, routing, scheduling, activating, and monitoring. It provides definitions and explanations of each term. Planning involves deciding in advance what to do, how to do it, when to do it and who is to do it. Routing determines the most advantageous path for a product to follow from raw materials to finished goods. Scheduling fixes the time and date for each operation. Activating starts the production processes by releasing orders. Monitoring reports daily progress and investigates deviations from plans.