Download to read offline



![ Ventilation, air filtration, air heating and cooling
Pest control
Cleaning
B) EQUIPMENT FEATURES:
Description
Manufactures specification / operating manual
Materials in product/ commodity contact
Instrumentation
Critical
Non- critical [ convenience]
C) AUXILIARY EQUIPMENT FEATURES
Description
Manufacturing specification/ operating manual
Purchase order
Material in product/ commodity contact](https://image.slidesharecdn.com/productionkalai-151026052502-lva1-app6891/85/Production-in-quality-assurance-48-320.jpg)
![ Dimensions
Capacity
Location
Purpose
Work center numbers
MANUFACTURER SPECIFICATION/ OPERATING
MANUAL
a) Copy available
Location
b) Copy available location
PURCHASE ORDER:
a) Purchase order
b) location
MATERIAL IN PRODUCT/ COMMODITY CONTACT
[Parts- materials]](https://image.slidesharecdn.com/productionkalai-151026052502-lva1-app6891/85/Production-in-quality-assurance-53-320.jpg)


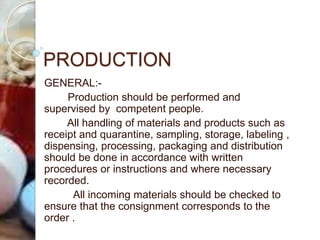
The document provides guidelines for production and validation processes. It discusses ensuring production is performed according to defined procedures and good manufacturing practices to obtain quality products. Materials must be checked upon receipt and quarantined until approved. Equipment and areas must be cleaned between products to prevent cross-contamination. Deviations from procedures require approval. Validation includes qualification of equipment, processes, cleaning, and change control to ensure reproducibility and compliance.


















































































