Recommended
PPTX
materi training IATF 16949.pptx
PDF
PDF
PPTX
8D Problem Solving - Automotive Industry
PDF
Global 8D Problem Solving Process Training Module
PPT
PDF
Root Cause Analysis (RCA) Tools
PPTX
PDF
PDF
Innovative Approach to FMEA Facilitation
PDF
PPTX
PPT
PPT
PPT
PPTX
Lean A3 Report for Planning Downtime Elimination
PPTX
8D : Problem Solving Methodology
PDF
PDF
PPT
Simple Process Mapping Techniques
PPT
Root cause analysis training
PPT
PPTX
Six Sigma Workshop for World Bank, Chennai - India
PPTX
PPTX
PPTX
8D Training, Eight Disciplines Training : Tonex Training
PPTX
PFMEA, Risk Reduction and Effectiveness – �Advance (AIAG FMEA #4 Edition)
PDF
WEBINAR: Introduction to DMAIC
PDF
PDF
Presentation 2012-11-13 การพัฒนาประสิทธิภาพด้านโลจิสติกส์ด้วยตัวชี้วัด
More Related Content
PPTX
materi training IATF 16949.pptx
PDF
PDF
PPTX
8D Problem Solving - Automotive Industry
PDF
Global 8D Problem Solving Process Training Module
PPT
PDF
Root Cause Analysis (RCA) Tools
PPTX
What's hot
PDF
PDF
Innovative Approach to FMEA Facilitation
PDF
PPTX
PPT
PPT
PPT
PPTX
Lean A3 Report for Planning Downtime Elimination
PPTX
8D : Problem Solving Methodology
PDF
PDF
PPT
Simple Process Mapping Techniques
PPT
Root cause analysis training
PPT
PPTX
Six Sigma Workshop for World Bank, Chennai - India
PPTX
PPTX
PPTX
8D Training, Eight Disciplines Training : Tonex Training
PPTX
PFMEA, Risk Reduction and Effectiveness – �Advance (AIAG FMEA #4 Edition)
PDF
WEBINAR: Introduction to DMAIC
Similar to Process mapping (3)
PDF
PDF
Presentation 2012-11-13 การพัฒนาประสิทธิภาพด้านโลจิสติกส์ด้วยตัวชี้วัด
PDF
Effective Problem Solving
PDF
PDF
PDF
PDF
ไคเซ็น Shigeo Shingo - Kaizen and the Art of Creative Thinking
PDF
From quality management to performance excellence
PDF
Fishbone Diagram for Energy Conservation
PDF
ความหมายของเทคโนโลยีสารสนเทศ
PDF
ความหมายของเทคโนโลยีสารสนเทศ
PDF
FMEA 4th Edition for Beginer
PPTX
PPT
PDF
กลยุทธบริษัท ซิงเกอร์ จำกัด (มหาชน)
PDF
PDF
PDF
Risk Management by using FMEA
PDF
คู่มือไคเซ็น บริษัท โตโยต้า ลีสซิ่ง ประเทศไทย
PPT
Process mapping (3) 2. C&E/Fishbone/
Why-Why
Control
Plans
FMEA
Project
Definition
Define the
Process
Scope
Assemble
the Team
Create
Process
Flow
Diagram
Find the
Hidden
Factory
Macro
Map?
Identify
X’s and
Y’s
Draft a
Macro
Map
No
Yes
ขั้นตอนการทา project
การทา Process mapping มัน
เป็นจุดเริ่มต้นของ:
แผนภูมิก้างปลา (Ishikawa
diagrams)/Why-Why ที่ใช้
หาสาเหตุของปัญหา
• Failure Mode and
Effect Analysis
(FMEA)
• แผนการควบคุม (Control
Plan)
3.Genjitsu สถานการณ์จริง
2.Genbutsu ของจริง
1.Genba สถานที่เกิดเหตุจริง
เป็นการเข้าไปดูเหตุการณ์ในพื้นที่เพื่อทาความเข้าใจกับเรื่องราวที่เกิดขึ้นจริง
ในหลายๆครั้ง 3 Gen ก็เพียงพอ
5.Gensoku กฏเกณฑ์
4.Genri หลักการทางทฤษฎีพื้นฐานที่สามารถอธิบายเหตุการณ์ต่างๆ ได้
ส่วนการปรับปรุงนั้นจะเป็นการ “ค้นหาสาเหตุรากเหง้าของปัญหา” ให้ใช้อีกสอง Gen ที่
เหลือ คือ Genri และ Gensoku มาทาการอธิบายถึงสาเหตุที่อาจเป็นไปได้ ของปัญหา
จบที่นี่หรือต่อด้วย FMEA
หรือข้ามไป FMEAก็ได้
Process
Mapping
3. พบโอกาสในการปรับปรุง :
• วิศวกรกระบวนการเชื่อมแผงวงจรอิเล็กทรอนิกส์
(PCB Assembly) สังเกตเห็นว่าพนักงานกะที่
สองมีผลผลิตสูงกว่าพนักงานกะที่หนึ่งที่การตรวจสอบ
ขั้นสุดท้าย
• จากการพูดคุยกับหัวหน้าฝ่ายผลิต เขาพบว่ากะที่สองยัง
พบงานที่มีความสกปรกก่อนการพิมพ์กาวตะกั่วน้อย
กว่าด้วย
86
88
90
92
94
96
98
100
Yield
Week
1
Week
2
Week
3
Week
4
Auto-inspection Yields
Shift 1 Shift2
ตัวอย่าง การประกอบแผงวงจร
4. 5. • ผู้เชี่ยวชาญกระบวนการ: ผู้มีความรู้และชานาญในกระบวนการนั้นๆ
• เจ้าของพื้นที่: หัวหน้า หรือผู้จัดการแผนก
• ผู้นาในกระบวนการ: หัวหน้างานหน่วยงานนั้นๆ
• ผู้ลงมือทา: พนักงานหน้างานหรือผู้ลงมือปฏิบัติ
• หัวหน้าโครงการ: ผู้ที่ได้รับมอบหมายให้ดูแลปัญหานั้นๆ
• ผู้สนับสนุน: ใครก็ตามในองค์กร ที่เราคิดว่าเขามีความสาคัญและช่วย
ผลักดันโปรเจคได้
6. 7. เตรียม PCB
พิมพ์กาวตะกั่ว
ลงบนแผ่นวงจร
จับอุปกรณ์และวาง
ลงบนตาแหน่งกาว เข้าเตาอบ
ตรวจสอบตรวจสอบ
จัดส่ง
เชื่อมด้วยมือ
(Rework)
Pass
Pass
Fail
Fail
Project scope
ทาไมต้องใช้ Macro map
• เพื่อช่วยให้มองเห็นกระบวนการที่ควรลงรายละเอียด
ในโปรเจคขนาดใหญ่
• เพื่อแสดงภาพในมุมกว้างเพราะปัญหาอาจจะเกิดได้
จากหลาย process
• เพื่อให้เห็นภาพกระบวนการที่เป็นต้นตอของปัญหา
และเป็นบ่อเกิดข้อบกพร่องเกิดขึ้น
• ควรจะรวมถึงขั้นตอนของกระบวนการก่อนหน้า และ
ภายหลังกระบวนการที่เราสนใจสัก 2-3 ขั้นตอน
แผนผังมหภาค (Macro Map)
• Macro map เป็นแผนภูมิแสดงการไหลของกระบวนการในระดับสูง
• มักจะแสดงทั้ง 2 ฝั่งของขอบข่ายโปรเจค (ผู้ส่งมอบ-ลูกค้า)รวมอยู่ด้วย มักจะแสดงขั้นตอนอย่างคร่าวๆ
แต่จะเป็นในลักษณะการให้ภาพรวมมากกว่า
โปรเจค:
• วิศวกรได้รับมอบหมายให้เข้าไปแก้ไขปัญหา
เพื่อหาสาเหตุของความแตกต่างนี้ และให้ลด
จานวนข้อผิดพลาดลง.
• ในการประชุมครั้งแรก เขาประชุมกับคนใน
ฝ่ายวิศวกรรมเพื่อสร้างแผนผังกระบวนการ
มหภาคขึ้น.
ระบุปัญหาที่ต้องการจะแก้ ในตัวอย่างนี้คือ การวางอุปกรณ์ย่อยไม่ตรง
ตาแหน่ง หรือ “mis-registered components
8. 9. ทีมงานก็ได้ลงไปดูที่หน้างาน ตอน
ที่น้องในกะที่1 ทางาน และวาด
แผนผังการทางานทุกขั้นตอน
รวมถึงการตรวจสอบ การ
ซ่อมแซม การขนส่ง และจุดที่เก็บ
ข้อมูล ลงไปในแผนผังด้วย.
Clean &
Register Mask
Print solder
paste
Load &
Register PCB
Inspect PCB
Auto-
Inspect
Pattern
Strip & Clean
PCB’s
FailFail for contamination
Ship
10. และทีมงานก็รอดูที่หน้างาน ตอนที่
น้องในกะที่2 ทางาน และพบว่ามี
ขั้นตอนการทางานที่เพิ่มขึ้นมา
(hidden factory)
มากกว่ากะที่1
Clean &
Register Mask
Print solder
paste
Load &
Register PCB
Inspect PCB
Auto-
Inspect
Pattern
Strip & Clean
PCB’s
FailFail for contamination
Clean PCB
w/ IPA
Allow Solvent
to evaporate
Fail, first time (14%)
Hidden Factory
Ship
ทาไมจึงต้องทาผังการไหลของกระบวนการ
• เพื่อให้เห็นการไหลของสิ่งที่ไหลไปในกระบวนการ
• เพื่อให้เห็นการหมุนวน (จนอาจกลายเป็นคอขวด)
• เพื่อให้เห็นขั้นตอนที่วิ่งต่อกันไป และที่วิ่งขนานกันไป
• เพื่อให้เห็นความสัมพันธ์เชิง supplier และ customer
(supplier/customer relationships) ที่มีอยู่
กันเองภายในองค์กร และในระหว่างกระบวนการ
• เพื่อเป็นการระบุอินพุทและเอ้าท์พุทของแต่ละกิจกรรม
ขั้นตอนการทางาน
• ช่วยให้ค้นพบ process ที่นอกเหนือจากที่ระบุไว้ในเอกสาร
(hidden factory) ซึ่งเป็นสาเหตุของความผันแปรใน
process จนส่งผลกระทบต่อ output ได้
แผนภูมิการไหลของกระบวนการ (PFD).
• แผนภูมิการไหลเป็นแผนภูมิที่แสดงรายละเอียดภาพการไหลของขั้นตอนการทางานในทุกๆ ขั้นตอนของ
กระบวนการ
• รวมไปถึงโรงงานซ่อนเร้น (Hidden Factory)ด้วย การไหลนั้น อาจรวมถึงการไหลของข้อมูลที่
ใช้ในการบริหารกระบวนการด้วย
11. 12. ปัจจัย (input+process) ทั้งหมด อาจส่งอิทธิพลถึง
• ความสามารถของกระบวนการ
• ผลลัพธ์ของกระบวนการ
-ผลลัพท์ของ
กระบวนการ
-อาการ
มุมมองของกระบวนการ
• คุณสามารถระบุได้ไหมว่าจะเกิด output ที่ไม่เป็นไป
ตามที่ออกแบบกระบวนการไว้จะเป็นแบบใดได้บ้าง และ
มันจะส่งผลกระทบยังไง
• คุณสามารถระบุได้ไหมว่าข้อบกพร่อง (output ที่ไม่
เป็นไปตามที่ออกแบบ processไว้) เกิดมาจากตรงไหน
• ถ้าใครสักคนตั้งใจที่จะเปลี่ยนค่า input ของ
process เขาจะทาได้ไหม
• การปรับเปลี่ยนที่กล่าวมานั้น จะมีผลกระทบโดยตรงต่อ
output หรือไม่
ปัจจัยรบกวน
(Noise)
ไม่ต้องการ
ปัจจัยควบคุม
ได้
ตั้งใจปรับ
ความ
ผันแปร
Supplier Customer
Process พิมพ์กาวตะกั่วลงแผ่นวงจร
SIPOC: Supplier Input Process Output
ผลกระทบผู้ส่งมอบ กระบวนการที่เหมาะสม
(คน + เครื่องจักร + การบริหารงาน +
วิธีการผลิต)
-เป็นอิสระต่อกัน
ใน x แต่ละตัว
-สิ่งที่ป้ อนเข้าไป
ในกระบวนการ
Man Machine Material Method
Environment
บางครั้งก็มี
part lot
dependen
cy
บางครั้งก็มี
Supplier
ependenc
y
13. 14. ปัจจัยรบกวน
(Noise)
ไม่ต้องการ
Special cause
ความผันแปร noise ที่มาจาก input
แบบ discrete
- พนักงานคนละคนกัน เครื่องจักรและการ
ปรับตั้งที่แตกต่างกัน วิธีทางานคนละแบบ
- ความแตกต่างในกะงาน, วัน
- ความแตกต่างของ batch, ส่วนผสม
หรือ วัตถุดิบ
- อุณหภูมิห้อง ความชื้น ความดัน การ
เสื่อมของเคมี
- ช่วงเวลาที่ต่างกันในวัน
ปัจจัยควบคุม
ได้
ตั้งใจปรับ
Process (กระบวนการที่เหมาะสม)
(คน + เครื่องจักร + การบริหารงาน +
วิธีการผลิต)
Input
Common cause
ความผันแปร noise ที่มาจาก input
แบบต่อเนื่อง
15. 16. 17. 18. ...fish bone diagram จะไม่เหมาะกับ
การที่จะเจาะสาเหตุลงไปลึกๆ เพราะว่าก้างจะ
เยอะแยะมากมาย ทาให้เขียนยากเพราะพื้นที่จะ
ให้เพิ่มก้างค่อนข้างจะจากัด...
19. Effect Output
ปัญหา Why Why Why
Because
Because
Potential
Cause
Because
Why..n
Potential
Cause
Potential
cause
Weight
1
2
..nEffect ที่
เกิดขึ้นจาก
Output ที่
ไม่ได้ตาม
ข้อกาหนด
Output
Output
Because
Because
ปัญหา
Output ที่
ไม่ได้ตาม
ข้อกาหนด
Process and/or/nor Input
พิจารณาทา
ก่อน-หลัง
พิสูจน์
ยังไงดี
มาตรการ
มาตรการ1
มาตรการ2
มาตรการ..n
20. 21. 5.Gensoku กฏเกณฑ์
4.Genri หลัการทางทฤษฎีพื้นฐานที่สามารถอธิบายเหตุการณ์
ต่างๆ ได้
3.Genjitsu สถานการณ์จริงของการเกิดข้อมูล(ข้อมูลจริง)
2.Genbutsu ของจริง
1.Genba สถานที่เกิดเหตุจริง
การเข้าไปดูเหตุการณ์ในพื้นที่เพื่อทาความเข้าใจกับเรื่องราวที่เกิดขึ้นจริง
ค้นหาสาเหตุ
รากเหง้าของปัญหา
ตรวจหาความ
ผิดปกติ
5 Gen คืออะไร
ปรากฏการธรรมชาติที่เกิดขึ้นล้วนเป็นผลมาจาก กฏของธรรมชาติ, Tomozo
Kobata,(2005)
ตัวอย่างเช่น งานตัด ถ้าใบมีดไม่ตัดลงบนวัสดุก็จะไม่มีอะไรเกิดขึ้น แต่ถ้าเมื่อไหร่
ก็ตามที่ใบมีดสัมผัสกับวัสดุ ก็จะมีเรื่องของคุณภาพและต้นทุนเกิดขึ้น บางสิ่งบางอย่างเกิด
ขึ้น และบางสิ่งบางอย่างเปลี่ยนแปลงไป สิ่งเหล่านี้เป็นไปตามกฎเกณฑ์ทางธรรมชาติ
ถึงแม้ว่าไม่ได้เกิดขึ้นเองตามธรรมชาติก็ตาม ต่างก็ขึ้นอยู่กับหลักการหรือทฤษฏีเบื้องต้น
(หลักการ:การเปลี่ยนแปลงสภาพ) และกฏเกณฑ์พื้นฐาน (เมื่อทาสิ่งใดสิ่งหนึ่งย่อมส่งผลให้
เกิดสิ่งหนึ่งเสมอ)
5 Gen จะทาให้เราวิเคราะห์หาสาเหตุของปัญหาผ่าน Why Why analysis ได้ถูก
จุด โดยลงไปสัมผัสพื้นที่จริง ของจริง สภาพการณ์จริง ในขณะเกิดการปฏิบัติงาน จะทาให้
เราวิเคราะห์สาเหตุถูกจุด
จาก รูป จะเป็นการจาแนกลักษณะการใช้งานของ แต่ละ Gen เพื่อให้เข้าใจถึง การเข้า
ไปแก้ไขปัญหา หรือ การปรับปรุง โดยหากเป็นการแก้ไขปัญหา เราจะใช้แค่ 3 Gen ก็
เพียงพอ ตั้งแต่ Genba Genbusu และ Genjisu โดย 3 Gen แรกนั้นเป็น
การตรวจหาความผิดปรกติของการทางาน ส่วนการปรับปรุงนั้นจะเป็นการ “ค้นหา
สาเหตุรากเหง้าของปัญหา” ให้ใช้อีกสอง Gen ที่เหลือ คือ Genri และ Gensoku
มาทาการอธิบายถึงสาเหตุที่อาจเป็นไปได้ ของปัญหา ในหลายๆครั้ง 3 Gen ก็
เพียงพอ ส่วนปัญหาเรื้อรัง มักจะต้องใช้อีกสอง Gen ที่เหลือในการปรับปรุง ทาไมผม
ถึงเขียนว่า สาเหตุที่อาจเป็นไปได้ ก็เพราะว่า จะต้องทาการพิสูจย์สาเหตุอีกครั้งเพื่อ
ยืนยันว่า สาเหตุนั้นคือสาเหตุรากเหง้าจริงๆ อาจจะได้จากการใช้สถิติ ในข้อมูลที่ดูแล้วไม่
แน่ใจ หรือ การดูผลจากการปฏิบัติโดยตรงที่เห็นชัดเจน เป็นต้น จึงกล่าวได้ว่า หาก
สาเหตุรากถูกกาจัดหมดแล้ว ปัญหาเดิมจะไม่เกิดซ้า
22. ตัวอย่าง
โครงสร้างการวิเคราะห์ Why Why Analysis
จากภาพ จะเห็นว่า มีเครื่องหมาย NG ในส่วนนี้จะหมายถึง เมื่อใช้หลักการ 5 Gen (Go
to see) แล้วพบว่า สาเหตุนั้นๆ ไม่ตรงกับความเป็นจริง ผ่าน 5 Gen ก็จะติด
เครื่องหมาย NG ไว้ หรือ จะตัดส่วนนี้ออกก็ได้
ตัวอย่างการวิเคราะห์
สภาพการ : นายตู่ เป็นพนักงานประจาเครื่องยก Hydraulic โดยทาการยกแท่งเหล็ก
ขนาด 1 ตันทุกวัน โดยในวันดังกล่าว นายตู่พบว่าไม่สามารถยกขึ้นได้ในระดับที่ต้องการ จึง
ทาการวิเคราะห์หาสาเหตุ ดังรูป
23. หลัก Why-Why Analysis 10 ข้อ
1. ใส่เรื่องหลักเพียงเรื่องเดียวในประโยคแสดง “ปรากฏการณ์” หรือ“สาเหตุ”
ตัวอย่างที่ถูกต้อง : ทาไม Mold แตกมากกว่า 3%(มี Target)
ตัวอย่างที่ผิด : ทาไม Mold แตกทาให้เครื่องจักรหยุดบ่อย (จะปรับปรุงอะไรกันแน่)
2. “ทาไม” ต้องสัมพันธ์กับ “ปรากฏการณ์” และตรงตามหลักการ (Genba) และกฎเกณฑ์ (Gensoku)
ตัวอย่างที่ถูกต้อง : ไข่ทอดไหม้ เพราะว่า ใช้ไฟแรงกว่า 200 องศานานกว่า 1 นาที
หลักการ: ไข่จะสุกต้องได้รับความร้อน, การใช้น้ามันเพื่อไม่ให้ไข่ติดกระทะและไข่ฟู
กฏเกณฑ์ : ถ้า ได้รับความร้อนสูง เวลานาน ดังนั้น จะ ทาให้ ไข่ไหม้
ตัวอย่างที่ผิด : ไข่ทอดไหม้ เพราะว่า ใช้ไฟแรงเกินไป
3. “ทาไม” ที่เขียนขึ้นต้องสัมพันธ์กับเหตุผลไม่ว่าจะอ่านไปข้างหน้าหรือย้อนกลับ
ตัวอย่างที่ถูกต้อง : ไข่ทอดไหม้ เพราะว่า ใช้ไฟแรงกว่า 200 องศา
ตัวอย่างที่ผิด : ไข่ทอดไหม้ เพราะว่า ใช้น้ามันน้อยเกินไป
4. เขียน “ทาไม” เป็นข้อๆ เรียงกันโดยให้ตัวหลังสัมพันธ์กับตัวหน้า
ให้ทวนสอบความถูกต้องโดยการอ่านย้อนกลับ เช่น ถ้าหากใช้ไฟน้อยกว่า 200 องศาไข่จะไม่ไหม้ใช่มั้ย ถ้าใช่ก็ให้ถามทาไมต่อไป
5. สร้างประโยค “ทาไม” ให้ตรงตามเป้ าหมายของการวิเคราะห์
6. การเขียน “ทาไม” ที่ทุกคนเข้าใจตรงกัน (อ่านแล้วเข้าใจง่าย)
7. มีเกณฑ์การใช้คาคุณศัพท์ที่ชัดเจน (กระชับ)
8. อย่าใช้คาว่า “ทาไม” ในด้านความรู้สึกของคน (วัดไม่ได้ ก็ปรับปรุงไม่ได้)
ตัวอย่างที่ถูกต้อง : พนักงานเสียบวงจรผิด เพราะว่า พนักงานหยิบวงจรผิด(ใช้ poka-yoke)
ตัวอย่างที่ผิด พนักงานเสียบวงจรผิด เพราะว่า พนักงานไม่ใส่ใจเท่าที่ควร
9. ค้นหา “ทาไม” ต่อไป จนแน่ใจว่าจะไม่เกิดเหตุการณ์ซ้าขึ้นอีก (ต้องทวนสอบ)
10.พิสูจน์ความถูกต้องของ “ทาไม” ที่สถานที่จริง (Genba) และกับของจริง (Genbutsu)
ในขั้นตอนนี้สาคัญเป็นอย่างมากในการตรวจสอบความถูกต้อง ของการระดมความเห็น(Brainstorm) รวมถึงการวิเคราะห์ ค้นหาความจริง จากสาเหตุที่เป็นไปได้ ที่หน้างาน
24. ความแตกต่างระหว่างการแก้ไข และการปรับปรุง
การแก้ไขปัญหา คือ “การทาให้กลับสู่สภาพเดิม” ส่วน การปรับปรุง คือ “การทาลายสถาพ
เดิม โดยระดับของผลงานสูงขึ้น ยังผลให้ประสิทธิภาพและประสิทธิผลสูงขึ้น”
ทาไม การวิเคราะห์ Why Why Analysis จึงต้องใช้ควบคู่กับ 5 Gen
(Go to see)
สืบเนื่องจาก การวิเคราะห์ด้วย Why Why Analysis ในอดีตมีข้อด้อยคือ ขาดการ
ทวนสอบจากสถานที่จริง จึงทาให้เกิดการวิเคราะห์อยู่เพียงบนโต๊ะทางาน ทาให้ปัญหาจริงๆ
ไม่ได้รับการแก้ไข และค่อนข้างจะเอนเอียง ในการวิเคราะห์ด้วยการไล่คาตอบ ให้เข้ากับ
ความคิดในใจ ของผู้ตอบ มากกว่าสภาพการจริงในหน้างาน ดังนั้น จึงต้องใช้หลักการของ
5 Gen เข้าไปด้วย ในหลายๆครั้งผู้ที่ทาการวิเคราะห์หรือทีมงาน อาจจะต้องไปเข้าใน
สถานที่ทางานมากกว่า 10 ครั้งขึ้นไปในแต่ละหัวข้อที่ทาการวิเคราะห์ เพื่อมองสภาพการ
และค้นหาคาอธิบาย ต่อปรากฏการณ์ต่างๆของปัญหาที่เกิดขึ้น และในหลายๆครั้ง เรา
สามารถคิดย้อนกลับด้วยการ “ทาให้เกิดของเสียซะเอง”โดยเทียบกับของเสีย ที่เกิดขึ้น เพื่อ
หาคาอธิบายและปรากฏการณ์ของปัญหา และจะต้องมีการติดตามวัดผลสาเร็จเสมอ แล้ว
จัดทาเป็นมาตราฐาน ต่อไป
http://leanmanufacturing-
tawatchai.blogspot.com/2009/12/why-why-analysis-5-
gen.html
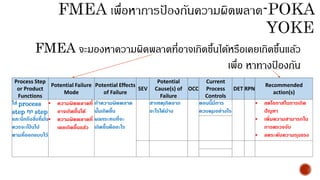
25. 26. FMEA จะมองหาความผิดพลาดที่อาจเกิดขึ้นได้หรือเคยเกิดขึ้นแล้ว
เพื่อ หาทางป้ องกัน
Process Step
or Product
Functions
Potential Failure
Mode
Potential Effects
of Failure
SEV
Potential
Cause(s) of
Failure
OCC
Current
Process
Controls
DET RPN
Recommended
action(s)
ใส่ process
step ทุก step
และนึกถึงสิ่งที่มัน
ควรจะเป็ นไป
ตามที่ออกแบบไว้
• ความผิดพลาดที่
อาจเกิดขึ้นได้
• ความผิดพลาดที่
เคยเกิดขึ้นแล้ว
ถ้าความผิดพลาด
นั้นเกิดขึ้น
ผลกระทบที่จะ
เกิดขึ้นคืออะไร
สาเหตุเกิดจาก
อะไรได้บ้าง
ตอนนี้มีการ
ควบคุมอย่างไร
• ลดโอกาสในการเกิด
ปัญหา
• เพิ่มความสามารถใน
การตรวจจับ
• ลดระดับความรุนแรง
27. • ถ้าต้องการลดโอกาสในการเกิดปัญหา (Occurrence) จะต้องมีการ
เปลี่ยนแปลง/ปรับปรุงที่ตัว Process หรือเปลี่ยนวิธีการควบคุมกระบวนการ/
การป้ องกัน
• ถ้าต้องการเพิ่มความสามารถในการตรวจจับ (Detection) จะต้องมีการ
เปลี่ยนแปลง/ปรับปรุงวิธีการควบคุม Process หรือการตรวจสอบ การปรับปรุง
วิธีควบคุมในการตรวจจับ
• การลดระดับความรุนแรง (Severity) สามารถทาได้โดยการเปลี่ยนแปลง
ทางด้านการออกแบบ
28. เราวัด
• เราแจงปัญหาออกมาอย่าง ชัดเจน
• พบตัวแปร input ที่ส่งผลต่อ output ที่เป็น
ปัญหาของเรา
เราทาอะไรไปแล้วบ้าง
เราวิเคราะห์
• ตรวจสอบข้อมูล
• ระบุตัวสาเหตุของปัญหาที่รากเหง้า
เราปรับปรุง
• เราค้นพบ y=f(x)
• เรา Optimize กระบวนการ
29. • เพื่อให้มั่นใจว่า defect จะอยู่ในระดับต่าอย่างนั้นต่อไป เราต้องทาอะไรบ้าง
• เพื่อให้มั่นใจว่าการปรับปรุง จะคงอยู่อย่างถาวร “ทีมงาน”ทาอะไรได้บ้าง
• เพื่อให้คนที่ทางานอยู่ที่หน้างาน ในพื้นที่นั้นๆ สามารถรักษาระดับผลการ
ปรับปรุงเอาไว้ได้อย่างสม่าเสมอ เราจะต้องวางระบบอะไรลงไปในกระบวนการ
จะมอบหมายตัวโปรเจคให้ไว้กับใคร
• บทบาทของเจ้าภาพในโปรเจคจะจบลงเมื่อใด
Editor's Notes #10 ส่วนมากแล้วพอมาถึงตรงนี้ทีมงานทำโปรเจคก็มักจะสามารถระบุได้แล้วว่า process step ไหนที่ทำให้เกิดปัญหา
อาจจะมีมากกว่า 1 process step #11 ส่วนมากแล้วพอมาถึงตรงนี้ทีมงานทำโปรเจคก็มักจะสามารถระบุได้แล้วว่า process step ไหนที่ทำให้เกิดปัญหา
อาจจะมีมากกว่า 1 process step #27 การเปรียบเทียบ ระหว่าง FMEA & Cause & Effect Diagram.�- FMEA มีมิติที่มากกว่าในการ ทราบทั้ง สาเหตุ, ผลกระทบ, RPN, ลำดับความรุนแรง , ความถี่ในการเกิด, ความสามารถในการตรวจจับปัญหา�- Cause & Effect diagram จะทราบแต่สาเหตุของปัญหาอย่างเดียว แต่จะลึกกว่าในการหารายละเอียด ใน main factor (Man, Material, Method, Machine).