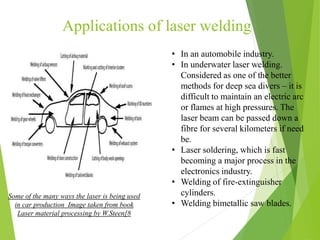
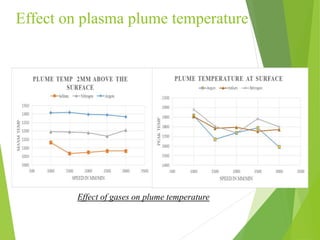
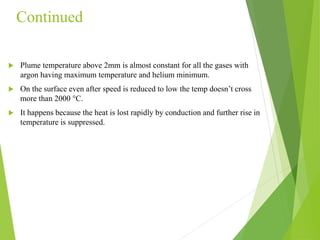
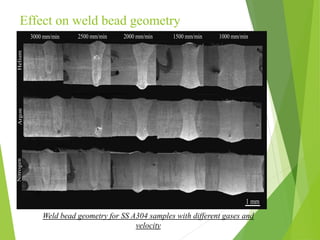
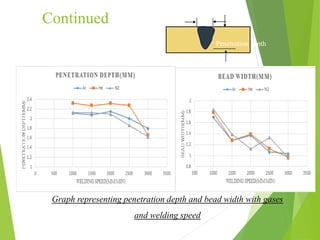
This document summarizes research on the effects of different shielding gases and electric fields on laser welding. It discusses how plasma forms during laser welding and can absorb and scatter the laser beam, reducing welding efficiency. The author conducted experiments using different shielding gases and applying electric fields to determine their effects on weld bead formation and address how plasma impacts the laser coupling. Literature on plasma modeling and methods to control plasma like side jets, magnetic fields, and sub-atmospheric pressures is also reviewed.

![Continued
Hermetically sealing Hermetically sealing
electronic capsules, which is possible
owing to the low HAZ, which is possible
owing to the low HAZ
Welding of polymers and plastics like
welding spectacles, diving suits, waders,
outdoor footwear, tents, parachutes and
soon carpets, bookbinding and injection
moulding.
Repair of nuclear boiler tubes from the
inside.
Welding transformer laminates to reduce
hum – the smaller weld zone reduces eddy
losses.
Hermetically sealed electronic capsules [Image link:
http://www.examiner.com/article/electronic-capsule-
prevents-gastrointestinal-disease]](https://image.slidesharecdn.com/fced3020-e69e-42b1-a44c-62130efcb96a-160803062857/85/presentation-6-320.jpg)
![References
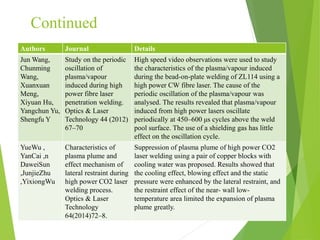
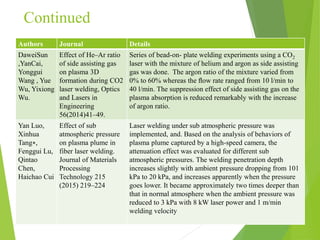
[1] YueWu , YanCai ,n DaweiSun ,JunjieZhu ,YixiongWu. Characteristics of plasma
plume and effect mechanism of lateral restraint during high power CO2 laser welding
process. Optics & Laser Technology 64(2014)72–8.
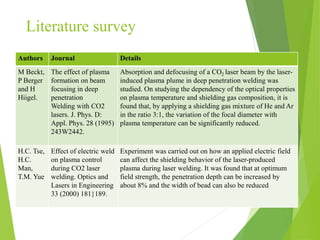
[2] M Beckt, P Berger and H Hiigel. The effect of plasma formation on beam
focusing in deep penetration
Welding with CO2 lasers. J. Phys. D: Appl. Phys. 28 (1995) 243W2442.
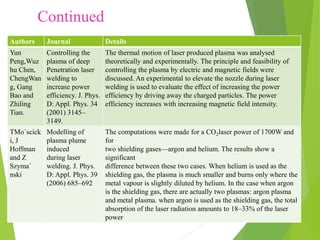
[3] Yun Peng,Wuzhu Chen, ChengWang, Gang Bao and Zhiling Tian. Controlling the
plasma of deep
Penetration laser welding to increase power efficiency. J. Phys. D: Appl. Phys. 34
(2001) 3145–3149.
[4] H.C. Tse, H.C. Man, T.M. Yue. Effect of electric weld on plasma control during
CO2 laser welding. Optics and Lasers in Engineering 33 (2000) 181}189.](https://image.slidesharecdn.com/fced3020-e69e-42b1-a44c-62130efcb96a-160803062857/85/presentation-34-320.jpg)
![References
[5] Y. Kawahito*, N. Matsumoto, M. Mizutani and S. Katayama. Characterisation
of plasma induced during high power fibre laser welding of stainless steel. Science
and Technology of Welding and Joining 2008 VOL 13 NO 8
[6] DaweiSun ,YanCai, Yonggui Wang , Yue Wu, Yixiong Wu.Effect of He–Ar ratio
of side assisting gas on plasma 3D formation during CO2 laser welding, Optics and
Lasers in Engineering 56(2014)41–49.
[7] 402935-LASERLINE Technical Laser Welding AW.indd. 17/08/2009.
[8] William M. Steen , Jyotirmoy Mazumder. Laser Material Processing. Springer-
Verlag London Limited 2010
[9]Kawahito Yousuke , Mizutani Masami and Katayama Seiji. Optical density
interaction between laser beam and induced plasma in ultra-high power fiber laser
welding of stainless steel, Transactions of JWRI, vol.37 (2008), No.2](https://image.slidesharecdn.com/fced3020-e69e-42b1-a44c-62130efcb96a-160803062857/85/presentation-35-320.jpg)



































































