Downloaded 506 times

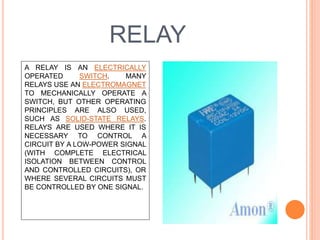
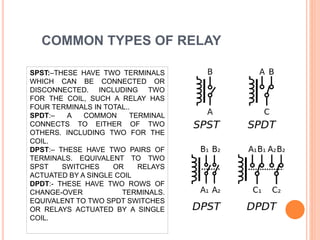









This document provides an overview of a six week training presentation on programmable logic controllers (PLCs). It discusses automation and the use of relays, common relay types, how relays function, advantages of relays, what a PLC is and its architecture/components, the ladder logic programming language used for PLCs, and timing and counting functions using timers and counters. The presentation aims to explain the basic concepts and components of PLCs for automated control applications.