This document provides information on plastics injection cost estimation, including:
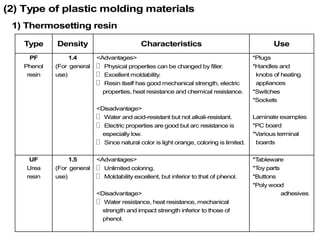
1) An overview of different types of plastics materials, their properties, advantages, and disadvantages. Thermoplastics like polystyrene, polyethylene, and polypropylene are discussed in detail.
2) A comparison of plastics, ceramics, and metals, describing their main advantages and disadvantages as well as typical manufacturing processes.
3) Details on the characteristics, uses, and properties of various thermoplastic and thermosetting resins commonly used for injection molding like polypropylene, polyvinyl chloride, acrylic, nylon and polycarbonate.