










































































![Furnace Purge…Permissives
Before any fuel firing is permitted, either initially or after a boiler
trip, a satisfactory furnace purge cycle must be completed.
Prior to starting a furnace purge cycle, the operator must
ensure that the following purge requirements are satisfied[i]:
1. Drum level within operating range (not high, not low)
2. Instrument air header pressure within operating range
3. Fan is in service
4. Purge airflow capable of a minimum of 70% of the full load
airflow established through the unit[ii].
BY DR.HIMADRI BANERJI MD ECOURJA
EX. RELIANCE AND TATA Copyright www.ecouja.com 109](https://image.slidesharecdn.com/plantstartupandcommissioningprocedureglobalconnectcompatibilitymode-111102040602-phpapp02/75/World-Class-Manufacturing-Plant-Start-Up-and-Commissioning-Procedure-109-2048.jpg)








































































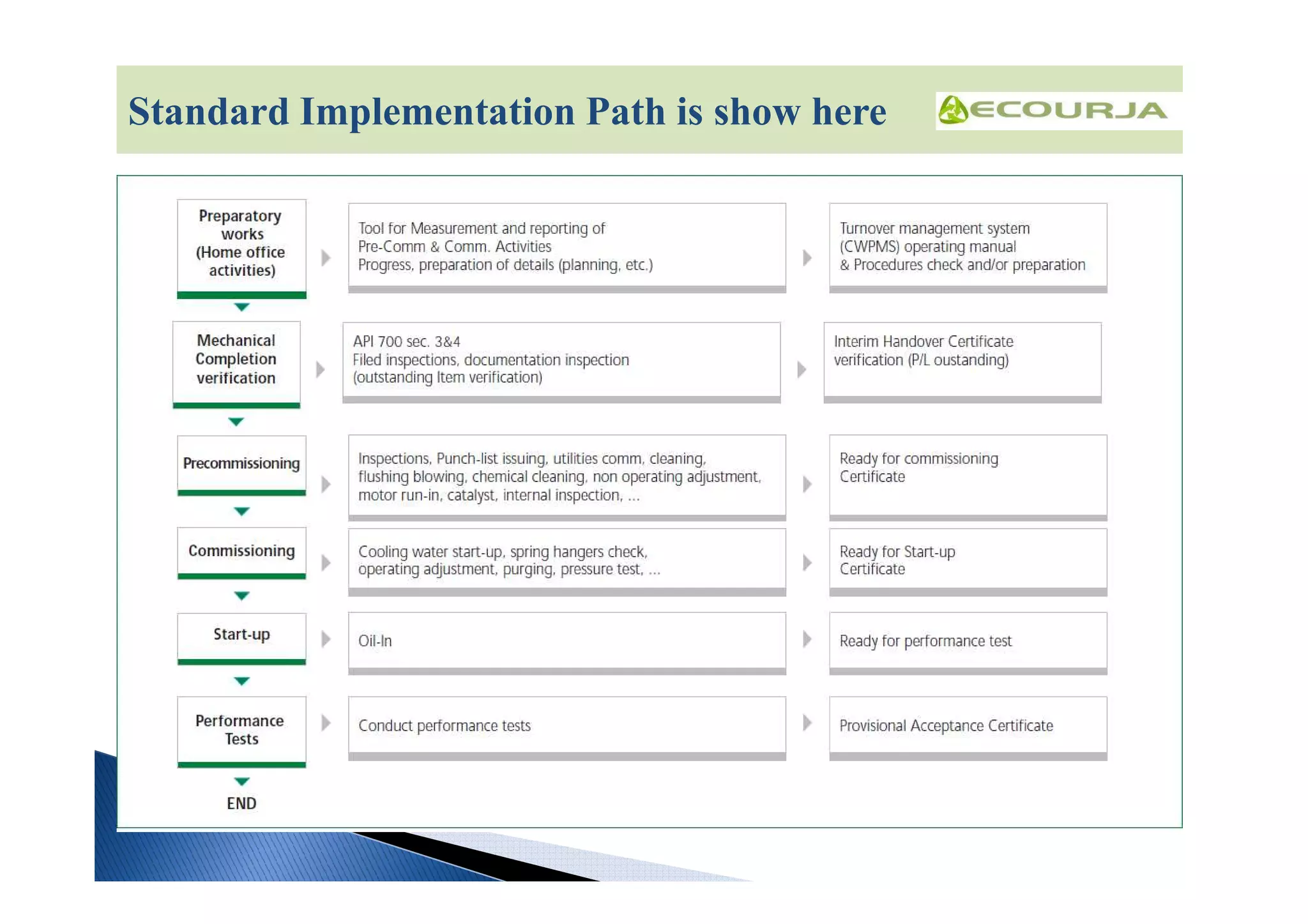
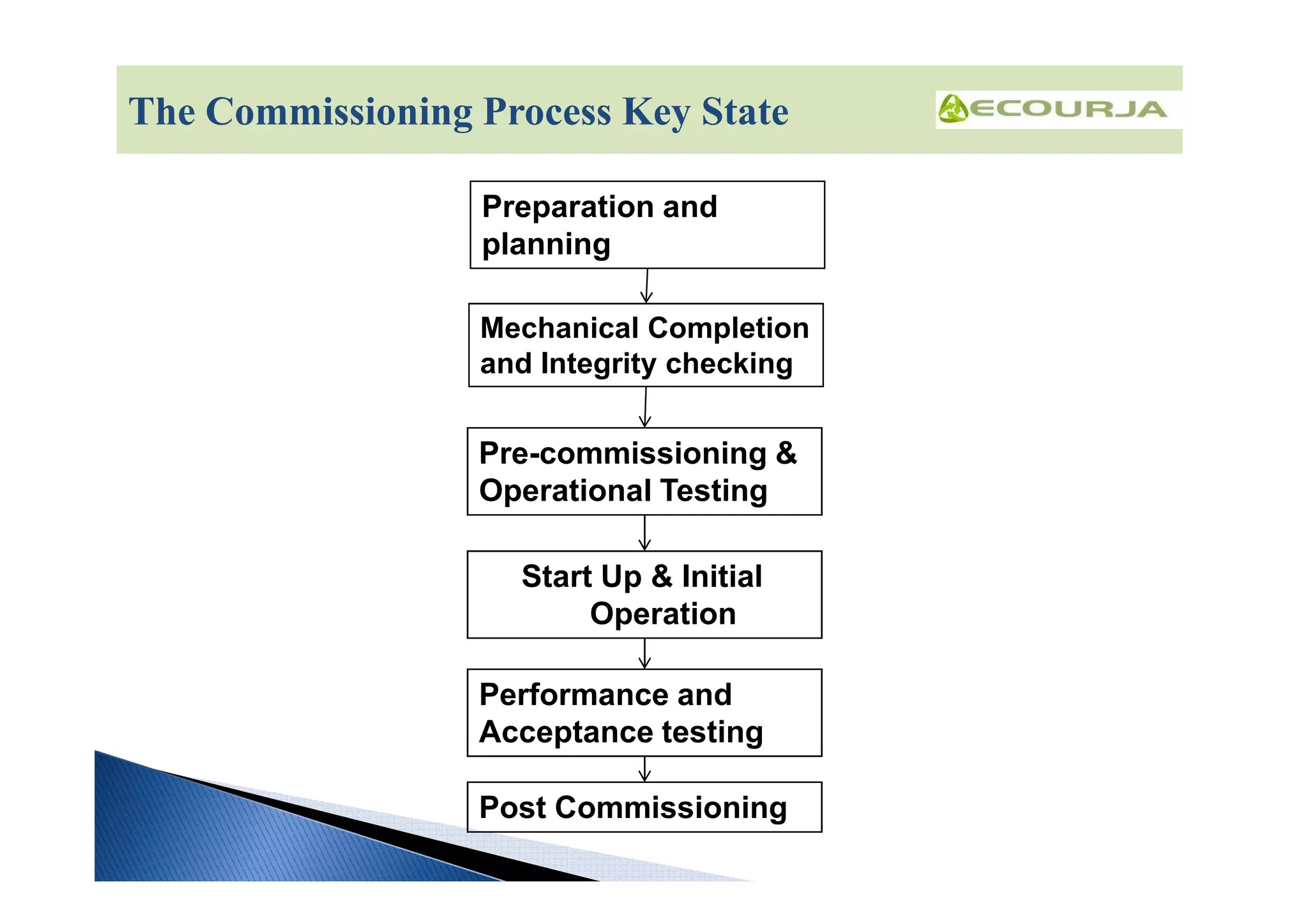
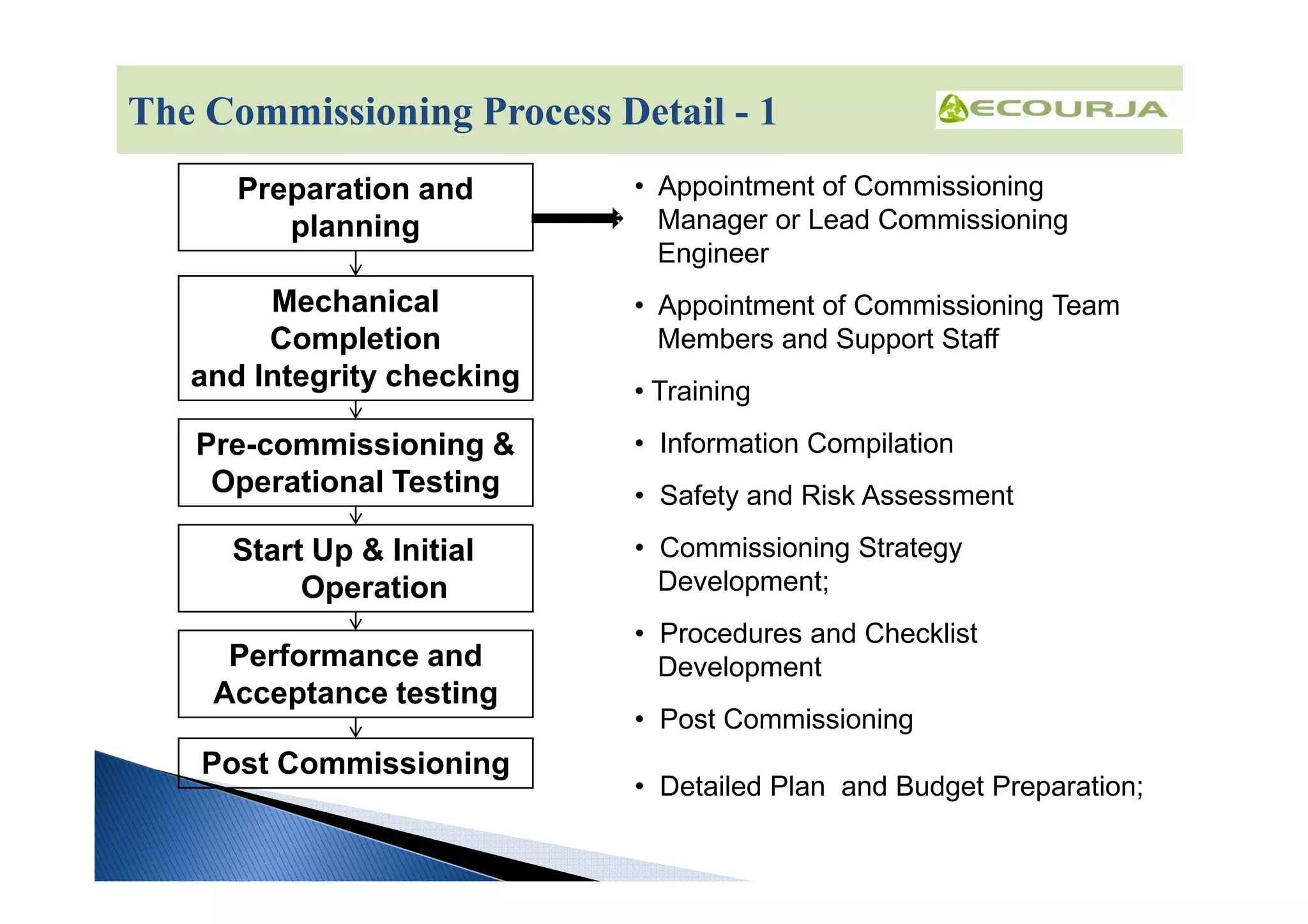
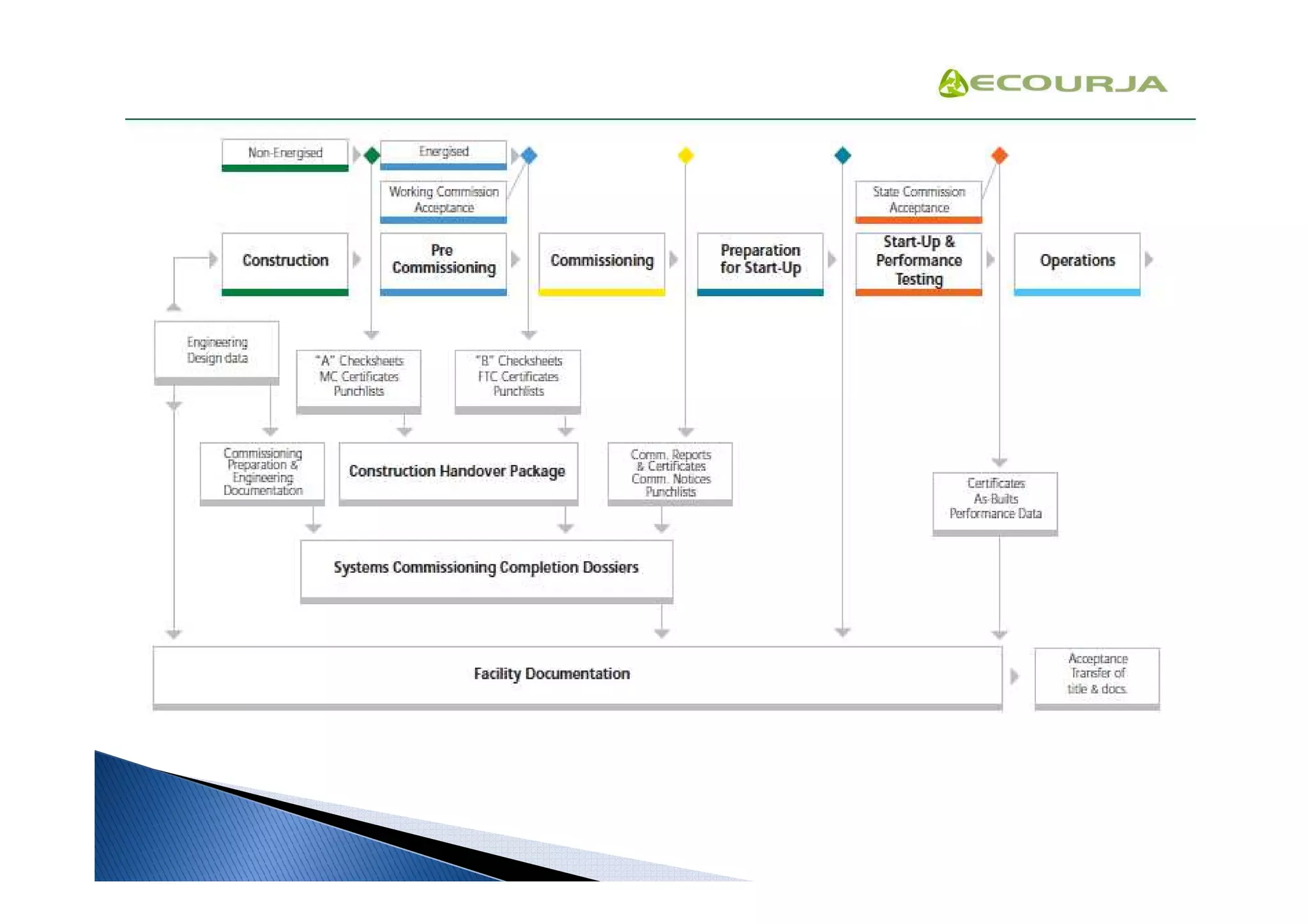
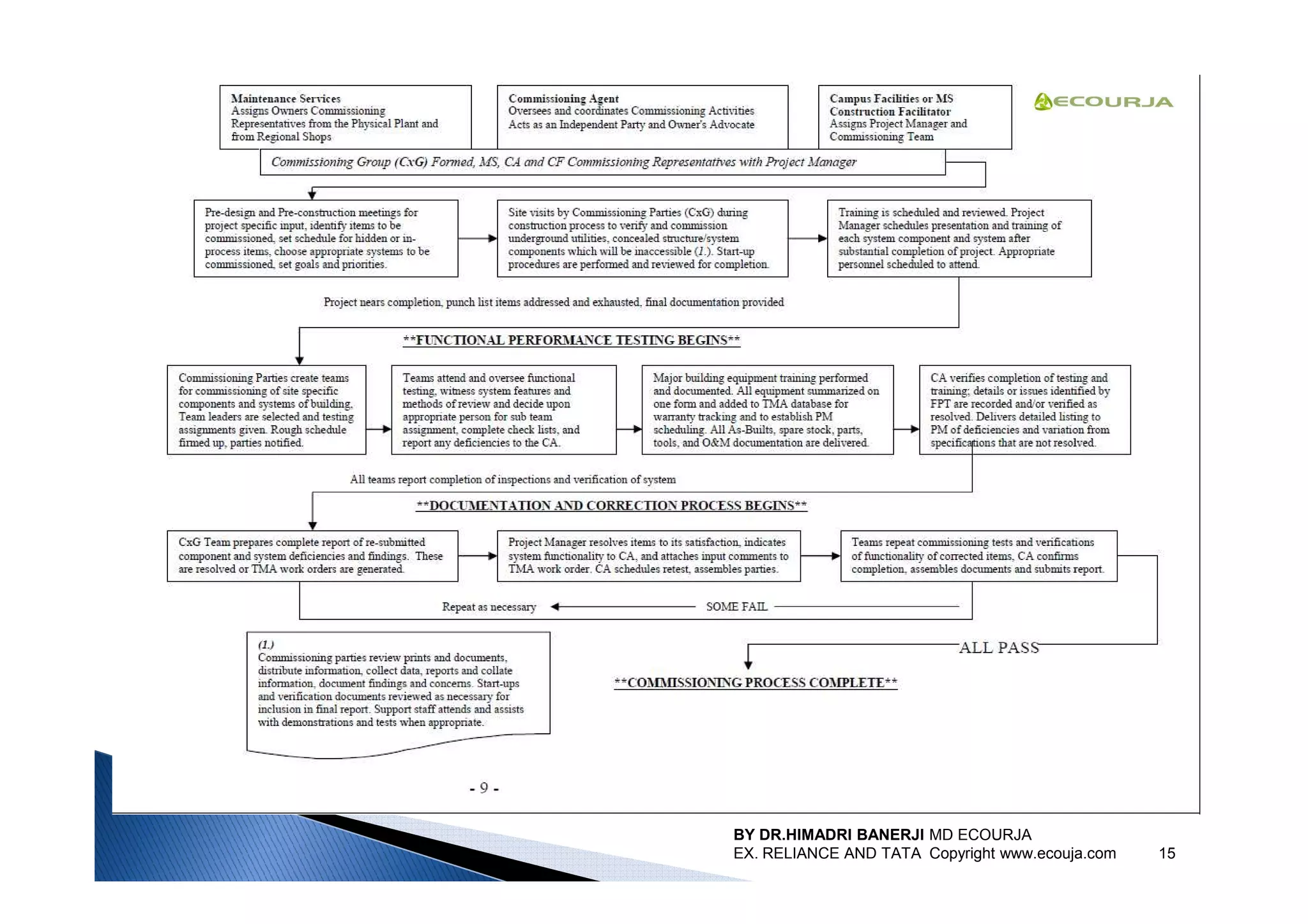
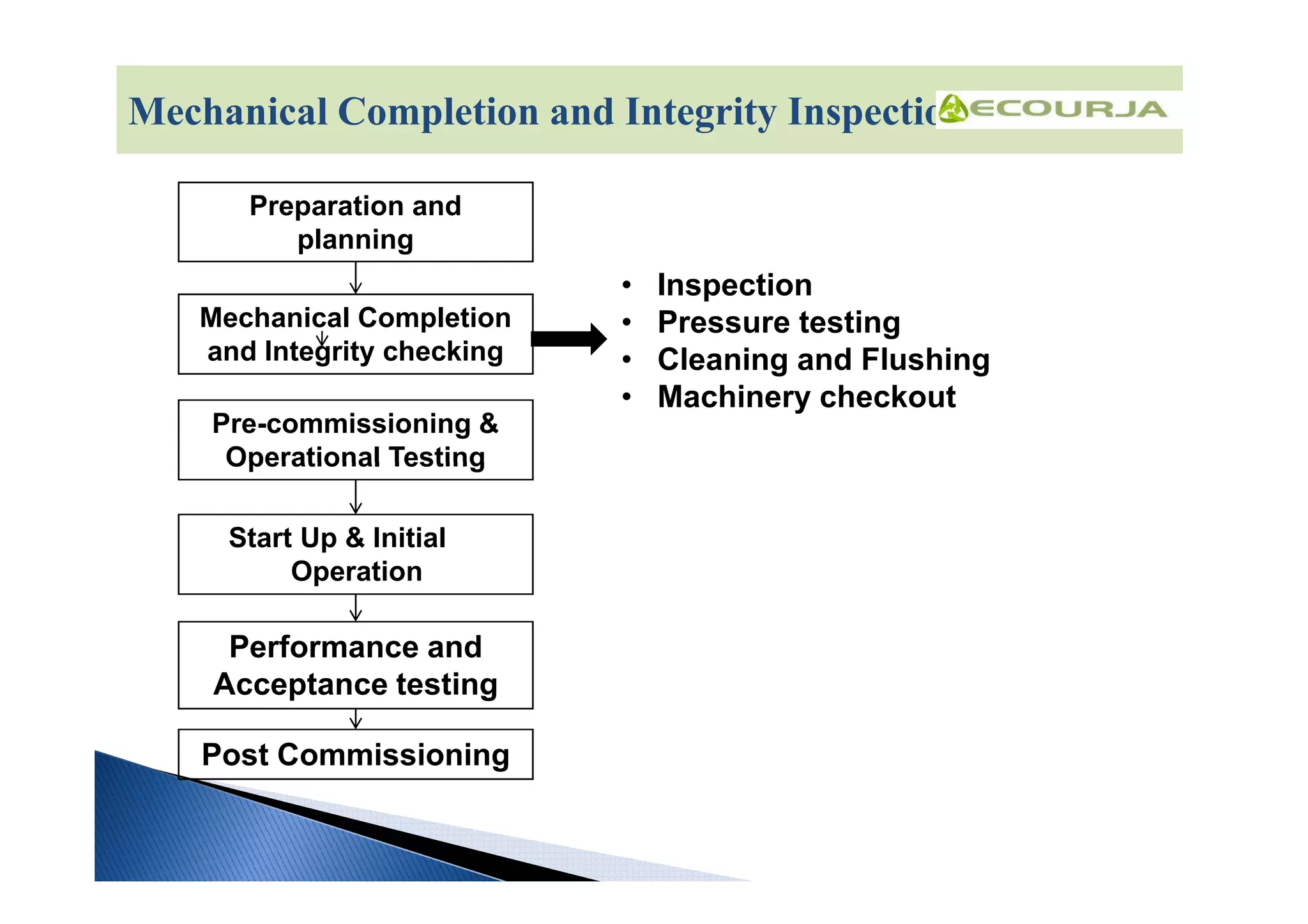
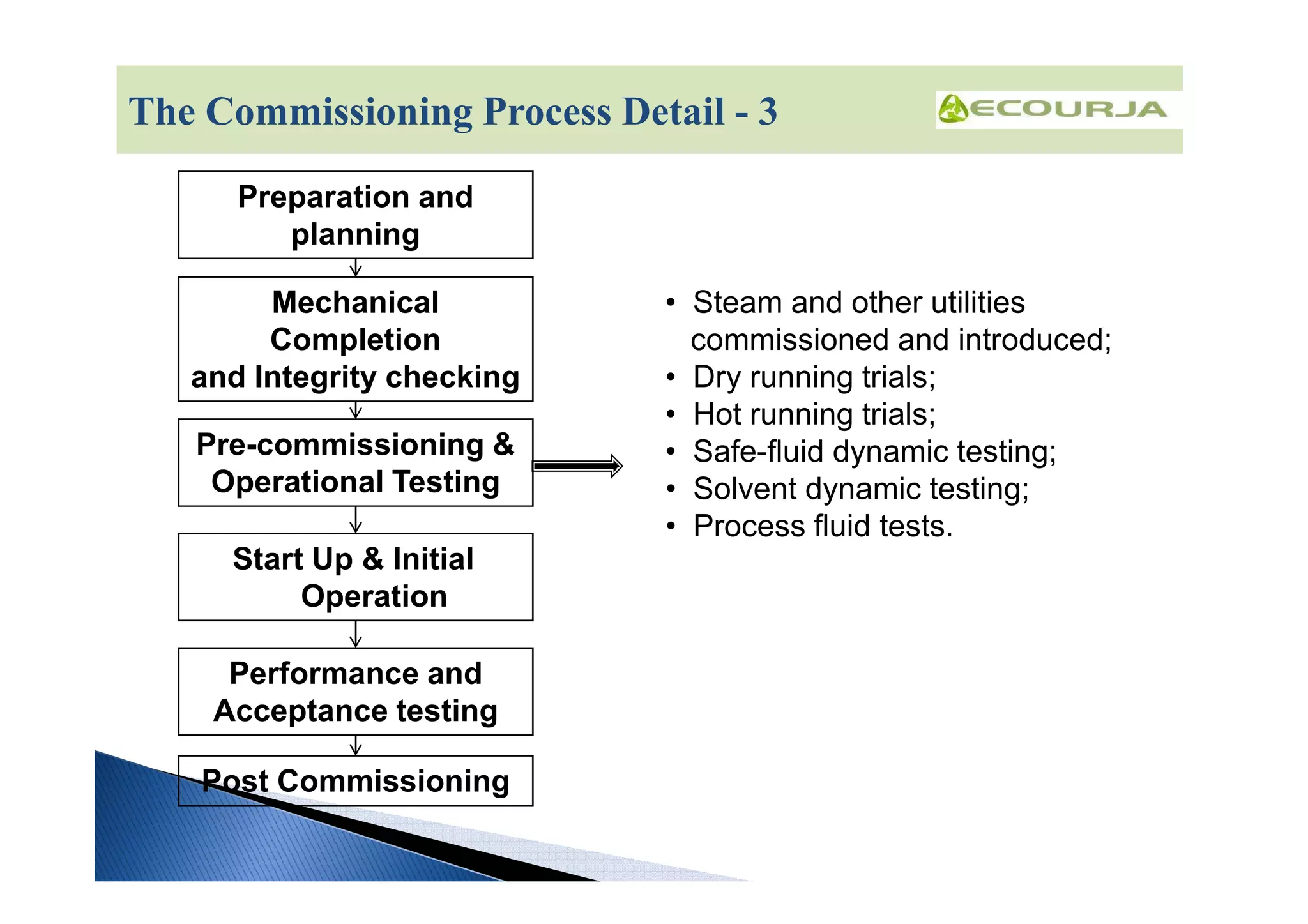
The document provides an overview of plant commissioning and start-up procedures. It discusses the commissioning process which includes preparation and planning, mechanical completion and integrity checking, pre-commissioning and operational testing, start-up and initial operation, performance and acceptance testing, and post-commissioning. It then goes into more detail on specific aspects of the commissioning process such as developing start-up procedures, commissioning utilities, pressure testing, cleaning and flushing, and pre-commissioning operational testing.





































































































