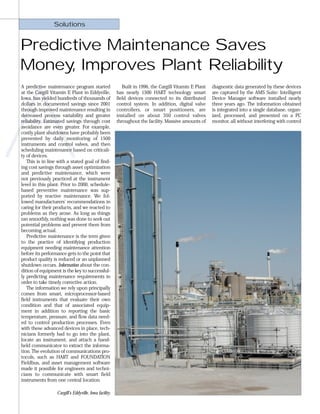
Wade Howarth implemented a predictive maintenance strategy at Cargill's Vitamin E plant in Eddyville, Iowa based on asset management software. This has yielded hundreds of thousands of dollars in savings over three years through improved maintenance and decreased process variability. The software allows technicians to monitor 1500 instruments and control valves daily from a central location to schedule maintenance proactively. Issues are caught early before impacting quality or causing unplanned shutdowns. Having an asset manager fully utilize the software is key to its success.





























































![Uco bank p[1].o.exam2006objectiveenglishpaper](https://cdn.slidesharecdn.com/ss_thumbnails/ucobankp1-o-exam2006objectiveenglishpaper-111017034650-phpapp01-thumbnail.jpg?width=640&height=640&fit=bounds)







![Purva[1]](https://cdn.slidesharecdn.com/ss_thumbnails/purva1-111017034620-phpapp01-thumbnail.jpg?width=640&height=640&fit=bounds)


























