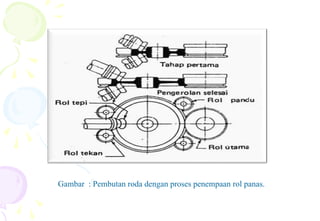
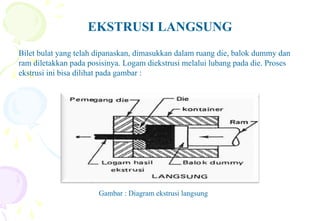
Pengerjaan panas adalah proses perubahan bentuk logam tanpa pencairan yang dilakukan pada suhu tinggi, dengan proses utama seperti pengerolan, penempaan, dan ekstrusi. Proses ini memiliki keuntungan seperti mengurangi porositas, meningkatkan sifat fisik logam, dan membutuhkan energi yang lebih sedikit dibandingkan dengan pengerjaan dingin. Berbagai teknik digunakan dalam pengerjaan, termasuk penempaan dan ekstrusi, untuk menghasilkan produk logam dengan berbagai bentuk dan ukuran.