Download as PDF, PPTX

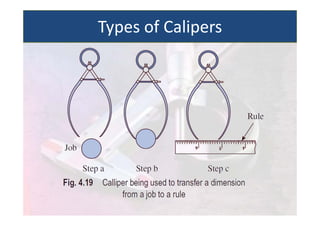
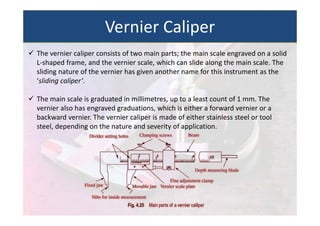
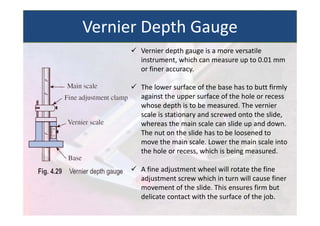
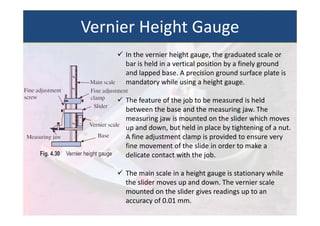
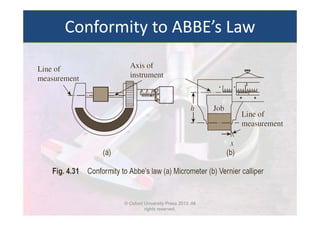

This document provides an overview of various linear measurement instruments, from simple steel rules to more advanced digital instruments. It discusses the basic design and use of common tools like calipers, micrometers, and depth gauges. Key points covered include the importance of proper technique when taking measurements, sources of error to avoid, and the advantage of higher precision instruments like vernier scales for measuring small linear dimensions. A range of instruments are presented, along with guidelines for their effective use in dimensional inspection work.